技术特征:
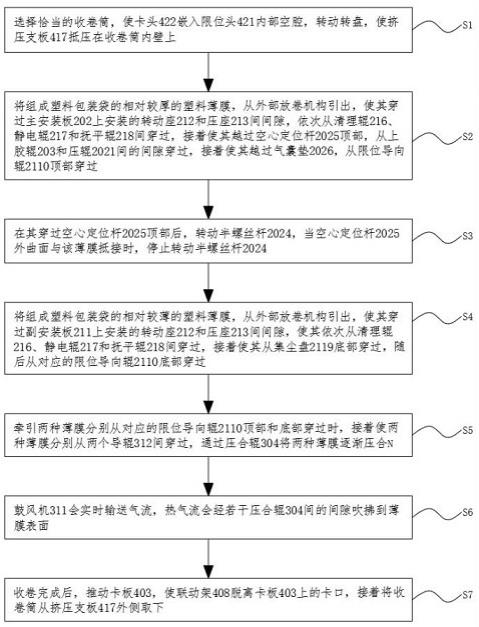
1.一种用于塑料包装袋的生产高速复合方法,其特征在于:包括如下步骤:s1、首先将底板(1)平稳放置在地面,接着根据实际组成塑料包装袋的塑料薄膜尺寸,选择恰当的收卷筒,接着挤压卡板(403),使联动架(408)重新与卡板(403)上的卡口贴合,接着推动卡头(422),使卡头(422)嵌入限位头(421)内部空腔,随后转动转盘,使挤压支板(417)抵压在收卷筒内壁上;s2、而在将收卷筒稳固安装在挤压支板(417)外侧后,接着将组成塑料包装袋的相对较厚的塑料薄膜,从外部放卷机构引出,使其穿过主安装板(202)上安装的转动座(212)和压座(213)间间隙,使其依次从清理辊(216)、静电辊(217)和抚平辊(218)间穿过,接着使其越过空心定位杆(2025)顶部,从上胶辊(203)和压辊(2021)间的间隙穿过,接着使其越过气囊垫(2026),从限位导向辊(2110)顶部穿过;s3、在其穿过空心定位杆(2025)顶部后,转动半螺丝杆(2024),当空心定位杆(2025)外曲面与该薄膜抵接时,停止转动半螺丝杆(2024),接着通过充气嘴经空心定位杆(2025)内部空腔给气囊垫(2026)充气,当涂胶垫与上胶辊(203)和该薄膜同时接触时,停止充气;s4、在将收卷筒稳固安装在挤压支板(417)外侧后,将组成塑料包装袋的相对较薄的塑料薄膜,从外部放卷机构引出,使其穿过副安装板(211)上安装的转动座(212)和压座(213)间间隙,使其依次从清理辊(216)、静电辊(217)和抚平辊(218)间穿过,接着使其从集尘盘(2119)底部穿过,随后从对应的限位导向辊(2110)底部穿过;s5、在两种薄膜分别从对应的限位导向辊(2110)顶部和底部穿过时,限位导向辊(2110)会分别对两种薄膜进行限位导向,并进行压合前的进一步抚平工作和张力调节工作,接着使两种薄膜分别从两个导辊(312)间穿过,使压合辊(304)以一个恰当的力度,将两种薄膜逐渐压合;s6、而在上述过程中,鼓风机(311)会实时输送气流,气流流经加热盒(310)时会被加热成热气流,热气流会接着进入干燥座(309),干燥座(309)会对热气流进行二次分布,进而热气流在二次均分后,会经若干压合辊(304)间的间隙吹拂到薄膜表面;s7、接着推动卡板(403),使卡板(403)推动伸缩导柱(404)伸缩端,顺着伸缩导柱(404)位移,使联动架(408)脱离卡板(403)上的卡口,接着将收卷筒从挤压支板(417)外侧取下。2.根据权利要求1所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述底板(1)顶端中部安装有复合机构(3),通过复合机构(3)将组成塑料包装袋的若干塑料薄膜挤压复合,并使固定胶快速干燥固化;所述底板(1)顶端位于复合机构(3)一侧位置处安装有涂胶机构(2),所述涂胶机构(2)包括上胶组件(20)和辅助组件(21);所述底板(1)顶端位于复合机构(3)一侧位置处安装有辅助组件(21),通过辅助组件(21)在涂胶前,对组成塑料包装袋的若干塑料薄膜进行去尘工作、除静电工作和抚平工作,在涂胶前涂胶后进行导向工作和固定胶限量工作;所述辅助组件(21)顶部中端安装有上胶组件(20),通过上胶组件(20)进行涂胶工作,并在涂胶工作中,对各个位置的涂胶量进行均分,在初次涂胶后实现二次上胶工作,并实时对接触面进行限位导向,以及实时进行自动补胶;所述底板(1)顶端位于复合机构(3)另一侧位置处安装有收卷机构(4),通过收卷机构(4)对复合后的薄膜进行收卷,并在收卷工作中,实现对外部多种尺寸的收卷筒进行便捷式
固定以及安装和拆卸工作。3.根据权利要求2所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述上胶组件(20)包括支架(201)、主安装板(202)、上胶辊(203)、加热丝(204)、出胶盒(205)、输胶管(206)、控制盒(207)、等位筒(208)、活塞组(209)、触碰开关(2010)、储胶桶(2011)、加压泵(2012)、吊耳(2013)、调节弯板(2014)、刮棍(2015)、匀胶辊(2016)、支撑滑座(2017)、滑块(2018)、导杆(2019)、挤压弹簧(2020)、压辊(2021)、螺纹座(2022)、调节块(2023)、半螺丝杆(2024)、空心定位杆(2025)、气囊垫(2026)、连接支架(2027)、滑杆(2028)和缓冲弹簧(2029);所述底板(1)顶端一侧对称安装有支架(201),所述支架(201)侧端面顶部安装有主安装板(202),所述主安装板(202)侧端面中部转动安装有上胶辊(203),所述上胶辊(203)内部安装有加热丝(204),所述主安装板(202)侧端面位于上胶辊(203)底部位置处安装有出胶盒(205),所述出胶盒(205)侧端面中部安装有输胶管(206),所述输胶管(206)端部安装有控制盒(207),所述控制盒(207)顶端中部安装有等位筒(208),所述等位筒(208)内部滑动安装有活塞组(209),所述等位筒(208)顶端安装有触碰开关(2010),所述底板(1)一侧安装有储胶桶(2011),所述储胶桶(2011)顶端中部安装有加压泵(2012),所述控制盒(207)侧端面中部通过管道与储胶桶(2011)底端中部的出胶阀连接;所述出胶盒(205)外曲面两侧对称安装有吊耳(2013),所述吊耳(2013)侧端面边部转动安装有调节弯板(2014),一个所述调节弯板(2014)侧端面边部安装有刮棍(2015),另一个所述调节弯板(2014)侧端面边部转动安装有匀胶辊(2016);所述主安装板(202)外侧端面中部安装有支撑滑座(2017),所述支撑滑座(2017)侧端面顶部中端嵌入滑动安装有滑块(2018),所述滑块(2018)顶端中部安装有导杆(2019),所述滑块(2018)通过导杆(2019)与支撑滑座(2017)滑动连接,所述导杆(2019)外侧套接有挤压弹簧(2020),所述滑块(2018)侧端面中部转动安装有压辊(2021);所述支撑滑座(2017)侧端面位于压辊(2021)两侧位置处均安装有螺纹座(2022),所述螺纹座(2022)内部滑动安装有调节块(2023),所述调节块(2023)顶端边部通过螺纹安装有半螺丝杆(2024),所述调节块(2023)通过半螺丝杆(2024)与螺纹座(2022)连接,所述调节块(2023)顶端中部转动安装有空心定位杆(2025),一个所述空心定位杆(2025)外侧套接有气囊垫(2026),所述调节块(2023)侧端面安装有连接支架(2027),所述连接支架(2027)顶端边部安装有滑杆(2028),所述连接支架(2027)通过滑杆(2028)与滑块(2018)滑动连接,所述滑杆(2028)外侧套接有缓冲弹簧(2029)。4.根据权利要求2所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述辅助组件(21)包括副安装板(211)、转动座(212)、压座(213)、限位杆(214)、施压弹簧(215)、清理辊(216)、静电辊(217)、抚平辊(218)、安装块(219)、限位导向辊(2110)、压紧弹簧(2111)、压块(2112)、接料座(2113)、滤网(2114)、导流板(2115)、回收盒(2116)、集尘箱(2117)、风机(2118)和集尘盘(2119);所述支架(201)侧端面位于主安装板(202)底部位置处安装有副安装板(211),所述副安装板(211)和主安装板(202)侧端面拐角处均转动安装有转动座(212),所述转动座(212)外侧滑动安装有压座(213),所述转动座(212)外侧端面对称安装有限位杆(214),所述转动座(212)通过限位杆(214)与压座(213)滑动连接,所述限位杆(214)外侧套接有施压弹簧
(215),所述转动座(212)和压座(213)侧端面中部均转动安装有静电辊(217),所述转动座(212)和压座(213)侧端面位于静电辊(217)一侧位置处转动安装有清理辊(216),所述转动座(212)和压座(213)侧端面位于静电辊(217)另一侧位置处转动安装有抚平辊(218);所述副安装板(211)和主安装板(202)侧端面另一拐角处均转动安装有安装块(219),所述安装块(219)侧端面边部转动安装有限位导向辊(2110),所述副安装板(211)底端和主安装板(202)顶端对应安装块(219)位置处均安装有压块(2112),所述压块(2112)斜面中部安装有压紧弹簧(2111),所述压块(2112)通过压紧弹簧(2111)与安装块(219)连接;所述支架(201)侧端面位于主安装板(202)和副安装板(211)之间位置处安装有接料座(2113),所述接料座(2113)顶端一侧嵌入安装有滤网(2114),所述接料座(2113)顶端另一侧安装有导流板(2115),所述接料座(2113)底端位于导流板(2115)底部位置处安装有回收盒(2116),所述副安装板(211)侧端面中部安装有集尘箱(2117),所述集尘箱(2117)顶端中部安装有风机(2118),所述集尘箱(2117)底端边部安装有集尘盘(2119)。5.根据权利要求2所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述复合机构(3)包括支撑板(301)、支撑调节座(302)、施压调节座(303)、压合辊(304)、调节柱(305)、套环(306)、连接块(307)、限位弹簧(308)、干燥座(309)、加热盒(310)、鼓风机(311)和导辊(312);所述底板(1)顶端中部对称安装有支撑板(301),所述支撑板(301)侧端面中部转动安装有支撑调节座(302),所述支撑板(301)侧端面中位于支撑调节座(302)顶部位置处转动安装有施压调节座(303),所述支撑调节座(302)和施压调节座(303)侧端面中部均等距均匀转动安装有若干压合辊(304),所述支撑调节座(302)和施压调节座(303)侧端面边部安装有调节柱(305),所述调节柱(305)外侧套接有套环(306),所述支撑板(301)侧端面对应调节柱(305)位置处安装有连接块(307),所述连接块(307)端面靠近套环(306)一侧位置处安装有限位弹簧(308),所述连接块(307)通过限位弹簧(308)与套环(306)连接;所述支撑板(301)顶端位于压合辊(304)顶部位置处安装有干燥座(309),所述干燥座(309)顶端中部安装有加热盒(310),所述支撑板(301)外侧端面中部安装有鼓风机(311),所述鼓风机(311)出风端通过管道与加热盒(310)连接,所述支撑板(301)侧端面靠近限位导向辊(2110)一侧位置处对称转动安装有导辊(312)。6.根据权利要求2所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述收卷机构(4)包括固定板(401)、安装支板(402)、卡板(403)、伸缩导柱(404)、复位弹簧(405)、收卷电机(406)、卡座(407)、联动架(408)、连接筒(409)、安装环(410)、伸缩杆(411)、张紧弹簧(412)、转杆(413)、调节环(414)、支杆(415)、连接环(416)、挤压支板(417)、连接耳(418)、拉簧(419)、方柱(420)、限位头(421)和卡头(422);所述底板(1)顶端位于复合机构(3)一侧位置处安装有固定板(401),所述底板(1)顶端位于固定板(401)一侧位置处安装有安装支板(402),所述安装支板(402)一侧滑动安装有卡板(403),输送时卡板(403)侧端面对称安装有伸缩导柱(404),所述伸缩导柱(404)外侧套接有复位弹簧(405),所述固定板(401)侧端面顶部中端安装有收卷电机(406),所述收卷电机(406)输出轴端部安装有卡座(407),所述底板(1)顶部位于卡板(403)和固定板(401)之间位置处对称安装有联动架(408),一个所述联动架(408)通过卡座(407)与收卷电机(406)输出轴卡接;
所述联动架(408)侧端面中部安装有连接筒(409),所述连接筒(409)侧端面边部安装有安装环(410),所述安装环(410)外侧沿圆周方向等角度安装有若干伸缩杆(411),所述伸缩杆(411)外侧套接有张紧弹簧(412),所述连接筒(409)侧端面中部嵌入转动安装有转杆(413),所述转杆(413)外曲面中部安装有调节环(414),所述调节环(414)外侧沿圆周方向等角度转动安装有若干支杆(415),所述支杆(415)两端均安装有连接环(416),所述转杆(413)外侧沿圆周方向等角度转动安装有若干挤压支板(417),所述挤压支板(417)内侧端面中部对应支杆(415)位置处安装有连接耳(418),所述连接耳(418)和调节环(414)均通过连接环(416)与支杆(415)转动连接,所述支杆(415)中部安装有拉簧(419),所述支杆(415)通过拉簧(419)与调节环(414)连接,所述转杆(413)一端中部安装有方柱(420),所述方柱(420)外侧滑动安装有卡头(422),另一个所述联动架(408)侧端面中部对应卡头(422)位置处安装有限位头(421)。7.根据权利要求3所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述加热丝(204)呈螺旋状,所述出胶盒(205)顶端中部对应上胶辊(203)位置处开设有出胶槽,所述出胶盒(205)和刮棍(2015)外曲面均等距均匀开设有若干导胶槽,所述刮棍(2015)横截面呈水滴状;所述触碰开关(2010)为加压泵(2012)控制开关,所述加压泵(2012)进气端安装有过滤盒,所述加压泵(2012)出气端与储胶桶(2011)连接,所述加压泵(2012)输入端与触碰开关(2010)输出端电性连接,所述触碰开关(2010)输入端与外部电源输出端电性连接;所述调节弯板(2014)呈弧形,所述调节弯板(2014)侧端面中部安装有加压弹簧,所述调节弯板(2014)通过加压弹簧与吊耳(2013)连接,所述支撑滑座(2017)顶端对应导杆(2019)位置处开设有通孔,所述支撑滑座(2017)侧端面对应滑块(2018)位置处开设有容纳槽,所述压辊(2021)位于上胶辊(203)顶部,所述调节块(2023)呈h状,所述调节块(2023)顶端边部安装有充气嘴,所述充气嘴通过空心定位杆(2025)内部空腔与气囊垫(2026)连接,所述气囊垫(2026)外侧套接有涂胶垫。8.根据权利要求4所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述清理辊(216)外曲面沿圆周方向等角度安装有若干刷条,所述副安装板(211)侧端面对应安装块(219)位置处开设有限位槽,所述安装块(219)呈弧形,所述接料座(2113)顶端中部安装有隔板,所述隔板将接料座(2113)分隔成集尘腔和容胶腔,所述回收盒(2116)侧端面中部嵌入滑动安装有回收抽屉,所述集尘箱(2117)侧端面中部嵌入滑动安装有集尘抽屉,所述集尘盘(2119)内部安装有滤板,所述风机(2118)进风端通过管道与集尘箱(2117)连接,所述集尘箱(2117)通过管道与集尘腔连接,所述风机(2118)输入端与外部电源输出端电性连接。9.根据权利要求5所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述支撑板(301)侧端面对应调节柱(305)位置处开设有导槽,所述导槽呈弧形,所述鼓风机(311)输入端与外部电源输出端电性连接。10.根据权利要求6所述的一种用于塑料包装袋的生产高速复合方法,其特征在于,所述卡头(422)外曲面沿圆周方向等角度安装有若干弹性片,所述限位头(421)侧端面沿圆周方向等角度开设有若干限位口,所述限位口与弹性片一一对应,所述弹性片横截面呈直角梯形,所述方柱(420)端部安装有转盘,所述收卷电机(406)输入端与外部电源输出端电性
连接。
技术总结
本发明公开了一种用于塑料包装袋的生产高速复合方法,包括如下步骤:首先将使挤压支板抵压在收卷筒内壁上,接着将塑料薄膜,从外部放卷机构引出,使其依次从清理辊、静电辊和抚平辊间穿过,接着使其越过空心定位杆顶部,从上胶辊和压辊间的间隙穿过,本发明可对上胶量进行控制,对薄膜和上胶辊的接触力进行微控,有效提高了上胶的均匀性,可利用过剩的固定胶对胶层进行查缺补漏,并对薄膜表面胶层进行二次均分,有效提高了胶层的完整性,复合机构可对薄膜进行渐进性压合,有效提高了薄膜复合的质量,收卷机构可有效扩大装置适应范围,极大地提高了收卷工作的稳定性和可靠性,使复合工作整体效率得到极大提升。合工作整体效率得到极大提升。合工作整体效率得到极大提升。
技术研发人员:杨浩文 卓友敬
受保护的技术使用者:惠州道科新材料有限公司
技术研发日:2022.09.27
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。