1.本发明属于复合功能纸技术领域,涉及浸渍纸,尤其涉及一种干法植砂制备浸渍装饰纸的工艺。
背景技术:
2.三聚氰胺浸渍胶膜纸(melamine-urea-formaldehyde impregnated bond paper),也称“蜜胺”纸,是一种素色原纸或印刷装饰纸经浸渍氨基树脂(三聚氰胺甲醛树脂和脲醛树脂)并干燥到一定程度、具有一定树脂含量和挥发物含量的胶纸,经热压可相互胶合或与人造板基材胶合。三聚氰胺浸渍胶膜纸普遍用于板式家具中,大多数为低压短周期形式,即在高温高压下,压贴几十秒的时间制得板材。近年来浸渍胶膜纸配合钢板木纹生产出的同步对花板材,因其良好立体质感深受人们喜欢。三聚氰胺浸渍纸在低温长时间压贴下会形成板材的高光面,相关工艺被很多公司开发完善。
3.鉴于表面可塑性的要求以及环保,主要是无甲醛的要求,浸渍纸发展到在纸张表面上完油墨之后,然后再在表面涂布水性聚氨酯树脂,起到抗刮的保护作用;水性聚氨酯树脂涂布在纸张表面后,纸张还能够进行包覆卷曲,可塑性会比先前的更好。
4.传统的制造工艺多为液态法:制胶
→
配胶(加入固化剂、脱模剂、渗透剂、除尘剂等)
→
第一次浸渍(三聚氰胺甲醛树脂和脲醛树脂混合)
→
第二道喷涂三氧化二铝与脲醛树脂或三聚氰胺甲醛树脂(耐磨层)
→
第一次干燥
→
第三次覆涂(三聚氰胺甲醛树脂)
→
第二次干燥
→
冷却裁剪。传统液态法生产时使用蠕动泵及其附属设备,由于需要浸渍三次液态胶水,化工材料的消耗及固体废弃物的产生量较多,较易产生污染。
技术实现要素:
5.针对上述现有技术中存在的不足,本发明的目的是公开一种干法植砂制备浸渍装饰纸的工艺。
6.为实现上述目的,本发明采用以下技术方案:
7.一种干法植砂制备浸渍装饰纸的工艺,包括如下步骤:
8.a、装饰原纸通过盛有胶液的浸胶槽进行预浸渍,利用挤胶辊挤掉纸张多余的胶水和空气,使附着在装饰纸表面树脂的重量为原纸重量的60
±
5%,优选60%;
9.b、经过喷洒区时,启动振动筛,三氧化二铝颗粒均匀喷洒附着在装饰原纸表面,根据耐磨等级的不同,每平米喷洒量15~30g;90~120℃烘烤30~60s,三氧化二铝颗粒与胶液紧密地粘连;
10.c、在涂布区利用胶辊在浸渍纸的上下表面均匀涂布胶液,涂布量为40~80g/
㎡
;90~150℃烘烤50~80s,冷却至室温,裁切堆垛打包。
11.本发明较优公开例中,步骤a中所述装饰原纸的克重70~80g/
㎡
。
12.本发明较优公开例中,步骤a中所述胶液为脲醛树脂或者三聚氰胺甲醛树脂,还需加入固化剂、渗透剂、促进剂,其中所述固化剂为东莞昊森ct233,占胶液质量的1~3
‰
,所
述渗透剂为东莞昊森fw0026,占胶液质量的1~3
‰
,所述促进剂为常州卓星st-k-06,占胶液质量的0.5~1.5%。
13.本发明较优公开例中,步骤b中所述三氧化二铝颗粒为180~220目。
14.本发明较优公开例中,步骤c中所述胶液为脲醛树脂或者三聚氰胺甲醛树脂,还需加入固化剂、脱模剂、除尘剂,其中所述固化剂为东莞昊森ct233,占胶液质量的1~3
‰
,所述脱模剂为东莞昊森mr0341,占胶液质量的1~3
‰
,所述除尘剂为东莞昊森mr21306,占胶液质量的0.5~1.0%。
15.本发明将传统液态法的第二次浸渍胶水 三氧化二铝颗粒,改为第一次浸渍胶水后干法喷洒三氧化二铝颗粒,再涂布胶水,减少了传统液态法所用的蠕动泵,因其受蠕动软管的制约(进口)且价格昂贵易爆管(3000元/根),正常使用每2月更换一组2根,一年可节约36000元。传统工艺此段要求氨基树脂 三氧化二铝粉末以及其它添加剂,一次配胶200kg,使用到最低100kg,每月停机一次一年1200kg(因胶水混有三氧化二铝,其它纸种也用不了,只能报废处理),胶水4元/kg,可节约4800元,废胶处理及其它费用未计算。采用干砂喷洒,比传统工艺每平米减少用胶30g,每天产量40000
㎡
,年开机300天算,可节约144万元。
16.有益效果
17.本发明采用干法植砂工艺,生产设备调整不多,简化生产工艺,降低生产成本,降低传统工艺混胶的浪费。
附图说明
18.图1.卧式浸渍线示意图,其中,各部件名称分别为:1、上纸架,2、s辊,3、呼吸棍,4、延时辊,5、压辊,6、挤胶辊,7、抹平辊,8、振动筛,9-12、前置烘箱,13、托辊,14、固定容器,15、涂布区,16、抹平辊,17-22、后置烘箱,23、胶槽,24、氨基树脂。
具体实施方式
19.下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例。
20.采用4 6节烘箱的卧式浸渍线,将准备好的花色纸悬挂在上纸架上1,并通过s辊2,呼吸棍3,延时辊4,胶槽23,压辊5,挤胶辊6,抹平辊7;
21.1.将事先调整好的氨基树脂(三聚氰胺甲醛树脂或者脲醛树脂24),经管道泵输送到一浸胶槽23和涂布区的固定容器内14;
22.2.将准备好的三氧化二铝粉末倒入喷洒区的容器内8,为生产开机做好准备工作;
23.3.启动浸渍线,将此前穿引的纸张通过胶槽23进行预湿,并通过挤胶辊6将多余的胶液挤出及排空纸张内的空气,后开始准备引纸;
24.4.将附着有胶液的浸渍纸缠绕到引纸杆上,并将引纸杆卡在烘箱上的链条上;
25.5.启动整条设备,保持同步运行,开始引纸;
26.6.待引纸杆通过烘箱9,10,11,12至二次涂布区后,放下二次涂布区的涂布辊15,同时开启喷洒设备,使设备喷洒下来的三氧化二铝粉末能均匀的附着在纸张表面,通过调整喷洒设备8来调整三氧化二铝粉末的喷洒量来控制成品的耐磨等级;
27.7.喷洒完成后进入烘箱9,10,11,12进行烘烤,蒸发掉纸张内胶液多余的水份,并
控制在一定的范围;
28.8.经过涂布区15将附着在纸张表面的三氧化二铝粉末颗粒进行覆涂,使其完全包裹固定在胶液里面,后经过抹平辊16进行抹平,然后依次通过17,18,19,20,21,22节烘箱,进行二次烘干;
29.9.二次涂布15根据纸张的翘曲程度,适时调整上下涂布的上胶量;
30.10.浸渍纸达到预定的技术指标后,进行裁切码垛入库,即为干法植砂装饰纸工艺。
31.实施例1
32.a.调胶:
33.1.调胶罐加入氨基树脂(脲醛树脂或脲醛树脂与三聚氰胺甲醛树脂混合)400kg,依次加入固化剂、渗透剂、促进剂,调整雾化时间在5~10min,用于一浸;
34.2.调胶罐加入氨基树脂(三聚氰胺甲醛树脂或三聚氰胺甲醛树与脲醛树脂混合)200kg,依次加入固化剂、脱模剂、除尘剂,调整雾化时间在6~9min,用于二次涂布;
35.3.将调整好的胶水通过管道泵打到一浸胶槽和生产线固定容器内;
36.b.开机引纸
37.1.采用70g临安帝龙装饰材料有限公司产的普通花色纸,悬挂上机架,依次穿过s辊2,预湿辊3,延时辊4,胶槽23,压辊5,挤胶辊6,抹平辊7;
38.2.在喷洒设备8的料斗内加入所需要的三氧化二铝180~220目;
39.3.启动浸渍线,并通过挤胶辊6将多余的胶液挤出及排空纸张内的空气,后开始准备引纸;
40.4.将附着有胶液的浸渍纸缠绕到引纸杆上,并将引纸杆卡在烘箱上的链条上;
41.5.启动整条设备,保持同步运行,开始引纸(车速20~40m/min);
42.6.待引纸杆通过烘箱9,10,11,12至二次涂布区后,放下二次涂布区的涂布辊15,同时开启喷洒设备,使设备喷洒下来的三氧化二铝粉末能均匀的附着在纸张表面,通过调整喷洒设备8来调整三氧化二铝粉末的喷洒量来控制成品的耐磨等级;(4000~6000转的喷洒量在15~25克)
43.7.喷洒完成后进入烘箱9,10,11,12进行烘烤,蒸发掉纸张内胶液多余的水份,并控制在一定的范围;
44.8.经过涂布区15将附着在纸张表面的三氧化二铝粉末颗粒进行覆涂,使其完全包裹固定在胶液里面,后经过抹平辊16进行抹平,然后依次通过17,18,19,20,21,22节烘箱,进行二次烘干;
45.9.二次涂布15根据纸张的翘曲程度,适时调整上下涂布的上胶量;
46.10.浸渍纸达到预定的技术指标后,进行裁切码垛入库。
47.实施例2
48.a.调胶:
49.1.调胶罐加入氨基树脂(脲醛树脂或脲醛树脂与三聚氰胺甲醛树脂混合)400kg,依次加入固化剂、渗透剂、促进剂,调整雾化时间在5~10min,用于一浸;
50.2.调胶罐加入氨基树脂(三聚氰胺甲醛树脂或三聚氰胺甲醛树与脲醛树脂混合)200kg,依次加入固化剂、脱模剂、除尘剂,调整雾化时间在6~10min,用于二次涂布;
51.3.将调整好的胶水通过管道泵打到一浸胶槽和生产线固定容器内;
52.b.开机引纸
53.1.采用80g常州宇佳装饰材料有限公司产的普通花色纸,悬挂上机架,依次穿过s辊2,预湿辊3,延时辊4,胶槽23,压辊5,挤胶辊6,抹平辊7;
54.2.在喷洒设备8的料斗内加入所需要的三氧化二铝粉末180~220目;
55.3.启动浸渍线,并通过挤胶辊6将多余的胶液挤出及排空纸张内的空气,后开始准备引纸;
56.4.将附着有胶液的浸渍纸缠绕到引纸杆上,并将引纸杆卡在烘箱上的链条上;
57.5.启动整条设备,保持同步运行,开始引纸(车速20~40m/min);
58.6.待引纸杆通过烘箱9,10,11,12至二次涂布区后,放下二次涂布区的涂布辊15,同时开启喷洒设备,使设备喷洒下来的三氧化二铝粉末能均匀的附着在纸张表面,通过调整喷洒设备8来调整三氧化二铝粉末的喷洒量来控制成品的耐磨等级;(6000~9000转的喷洒量在25~35克)
59.7.喷洒完成后进入烘箱9,10,11,12进行烘烤,蒸发掉纸张内胶液多余的水份,并控制在一定的范围;
60.8.经过涂布区15将附着在纸张表面的三氧化二铝粉末颗粒进行覆涂,使其完全包裹固定在胶液里面,后经过抹平辊16进行抹平,然后依次通过17,18,19,20,21,22节烘箱,进行二次烘干;
61.9.二次涂布15根据纸张的翘曲程度,适时调整上下涂布的上胶量;
62.10.浸渍纸达到预定的技术指标后,进行裁切码垛入库。
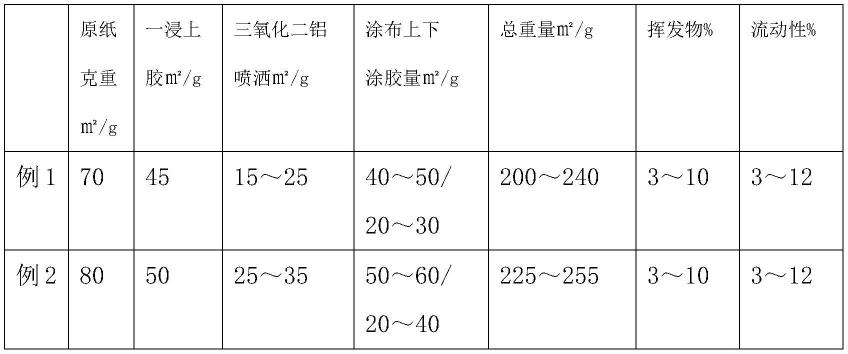
63.检测指标
[0064][0065]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。