1.本发明涉及茶叶加工技术领域,特别涉及一种茶叶的自动生产线。
背景技术:
2.乌龙茶,属于青茶,为中国六大茶类之一。现有乌龙茶的制作大多分为人工制茶或机械制茶。人工制茶是采用传统的制茶方式,以人手工制作为主;而机械制茶,是将制茶工艺中的一些步骤用机械设备来代替,人工辅之,即半机械化。相较于人工制茶,半机械化制茶的效率更高,但因茶叶的制作工艺繁琐,故每个步骤都需要功能不同的设备,且每个设备还需要人工来操作,这就会产生较大的人工成本,且制茶效率也较低。
3.为了能够提高制茶效率,现有技术中通过将多个不同制茶步骤所需的设备组合在一起,相邻步骤之间还设有茶叶的输送设备,从而实现茶叶生产的自动化,这种结构虽然可以制茶的效率,但是在实际应用中只是将各个工艺所需的制茶设备整合在一起,一些设备还需要人工来操作,并且机械加工后的茶叶品质较难控制,如在进行包揉成型的过程中,是采用驱动机构驱动揉捻盘对茶叶进行揉压,因为是机械发力,所以在对茶叶进行揉压的过程中力度较大,进而就会出现与揉捻盘接触的茶叶可能会出现破损,而没有与揉捻盘接触的茶叶会出现包揉效果不好,或者因揉捻盘施加的压力过大从而导致茶叶破损的情况,并且通过这种加工方式得到的成品茶叶在日常饮用中不耐冲泡,茶叶的香气也不够醇厚。
技术实现要素:
4.本发明提供一种茶叶的自动生产线,目的在于解决现有制茶生产线加工后的成品茶叶品质不一、在包揉加工过程中茶叶会出现破损、加工完成后的茶叶不耐冲泡香气不够醇厚等问题。
5.为了解决上述技术问题,本发明采用如下技术方案:一种茶叶的自动生产线,包括通过输送装置依次连接的晒青机组、摇青机组、萎凋机组、杀青机组、揉捻机组、解块筛末机组、包揉成型机组、烘干机组、复烘机组及冷却机组,还包括有用于控制上述各个机组的plc控制系统;上述包揉成型机组包括若干台用于对茶叶进行揉压成型的柔性包揉机,该柔性包揉机包括包揉机架、设置在包揉机架两侧的揉压机构及设置在包揉机架后部的推料机构,上述包揉机架的中部还设有用于容置茶叶的茶叶容置盒;上述推料机构用于将茶叶容置盒中的茶叶集中在一起,并在茶叶容置盒内形成用于揉压茶叶的腔体;上述包揉机架左右两侧的揉压机构可以穿过上述茶叶容置盒并伸入上述腔体内对茶叶进行旋转揉压加工;上述揉压机构上还设有感应单元,上述感应单元用于感应揉压机构对茶叶施加的揉压压力,并反馈给plc控制系统,上述plc控制系统根据上述感应单元反馈的信号控制上述揉压机构的揉压压力。
6.进一步地,上述揉压机构包括设置在包揉机架左右两侧的第一固定座,上述第一固定座上设有第一伺服电动缸;上述第一伺服电动缸与上述茶叶容置盒之间设有第三轨道,上述第三轨道上设有可滑动的第一滑动座;上述第一伺服电动缸的输出轴与上述第一滑动座连接,上述第一伺服电动缸与第一滑动座连接处还设有上述感应单元,该感应单元为压力感应器;上述第一滑动座上设有转动轴以及用于驱动该转动轴旋转的第三电机,上述转动轴的一端穿过上述茶叶容置盒并伸入上述腔体内,且该端端部还设有用于对茶叶进行揉压的弧形盘头。
7.进一步地,上述推料机构包括设置在茶叶容置盒后部的第二固定座,上述第二固定座上设有第二伺服电动缸;上述茶叶容置盒内部还设有第一半弧板,上述第二伺服电动缸的输出轴贯穿第二固定座和茶叶容置盒与上述第一半弧板连接;上述茶叶容置盒的内部还设有与上述第一半弧板相对称的第二半弧板,上述第一半弧板与上述第二半弧板贴合在一起形成上述腔体,上述茶叶容置盒左右两个侧壁均设有供上述弧形盘头穿过的通孔,上述腔体的两端与上述通孔相对应。
8.进一步地,上述第二固定座上还设有支撑杆,该支撑杆上设有活动块以及用于驱动活动块在支撑杆进行上下移动的电动升降机构,上述电动升降机构设置在支撑杆的自由端,上述活动块的其中一端与支撑杆连接,另外一端伸向茶叶容置盒,上述活动块上还连接有盖板,上述盖板位于上述茶叶容置盒上方。
9.进一步地,上述茶叶容置盒的底部设有可活动的底板,上述包揉机架上还设有第三气缸,上述第三气缸的输出轴与上述底板连接;上述茶叶容置盒的前部外侧壁还设有第二气缸,上述第二气缸的输出轴贯穿上述茶叶容置盒和上述第二弧形板。
10.进一步地,上述弧形盘头上还设有圆锥部,上述弧形盘头的盘面和/或圆锥部上设有若干弧形凸起。
11.进一步地,上述晒青机组包括若干用于放置茶叶的输送带,还包括设置在输送带上方的晒青灯伏系统,上述晒青灯伏系统包括透明光伏板及若干个晒青灯。
12.进一步地,上述摇青机组包括多台摇青机和摇青送料机构,上述摇青机用于对茶叶进行循环摇青,上述摇青送料机构用于将摇青后的茶叶输送至萎凋机组或者将萎凋后的茶叶送回摇青机。
13.进一步地,上述摇青机包括第一摇青架体,上述第一摇青架体上架设有带自动开关门的摇青笼和第一电机,上述第一电机用于驱动摇青笼在第一摇青架体上转动;上述自动开关门包括设置在摇青笼上的连接板以及盖设在摇青笼进料口处的弧形门;上述连接板与上述弧形门之间具有间隔,并且连接板的中部还设有用于驱动弧形门在摇青笼进料口处活动的第二电机。
14.进一步地,摇青送料机构包括与上述第一摇青架体连接的第一送料架体,上述第一送料架体上还设有第二送料架体和驱动机构,上述驱动机构用于驱动第二送料架体在第一送料架体上进行上下移动;上述第二送料架体上还设有可移动的伸缩入料输送带及可移动的上料输送带,且上述伸缩入料输送带位于上料输送带的上方。
15.由上述对本发明结构的描述可知,本发明具有如下优点:其一,本发明改进了茶叶生产线的结构,通过输送装置将各个步骤的茶叶加工设备整合在一起,并改进了包揉成型机组中的包揉机,使其能够在对茶叶进行揉压加工时感
知对茶叶加压的力度,并能及时调整压力阈值;并且该包揉机在对茶叶进行包揉加工时,会形成一个密封的圆柱形腔体,茶叶会被集中到圆柱形腔体内,而对茶叶进行揉压的机构会从圆柱形腔体的两端伸入,为了避免茶叶在揉压中发生破损,在揉压机构与茶叶接触的一端还设有弧形盘头,为了能够使茶叶在加工中更接近人工制茶工序,还可通过第三电机驱动弧形盘头旋转,以此来模拟人工扭茶,经过这样加工的茶叶不仅成品茶会更加耐冲泡,香气也会更加香醇。
16.其二,本发明改进了原有的晒青模式,在晒青机组上设置了晒青灯伏系统,该晒青灯伏系统包括透明光伏板及若干晒青灯,在天气晴朗时晒青灯关闭,利用日光照射对鲜叶进行晒青,因透明光伏板的特性,故不会影响晒青的效率;在天气不好时,开启晒青灯,因晒青灯为大功率电灯,在开启过程中会产生热量和紫外线,以此来模拟日光照射晒青,相较于传统茶叶在天气不能晒青无法制茶的窘境,应用该晒青灯伏系统的制茶生产线不会受到外部气候影响,保证了制茶的进度。
17.其三,本发明改进了摇青机组,设置了可以自动开关门的摇青笼,还设有与摇青笼相配合的伸缩入料输送带和上料输送带,通过伸缩入料输送带与上料输送带的配合,可以实现循环摇青,并且中途不需要人工操作,效率更高。
18.其四,本发明的自动生产线还不仅可以生产乌龙茶,还具有生产红茶的功能,相较于现有单一茶系的生产线更为灵活,应用范围更广。
19.其五,本发明在弧形盘头和圆锥部上设置了若干凸起,在本方案中,凸起为弧形,这样在对茶叶进行揉压的过程中可以增大对茶叶的摩擦力,提高包揉成型的质量。
附图说明
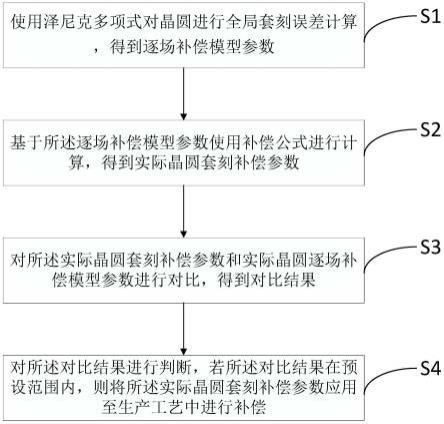
20.图1为本发明的生产流程示意图。
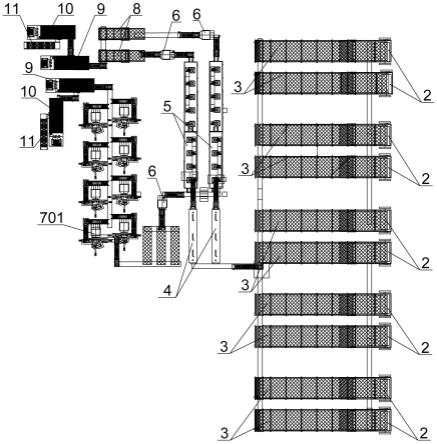
21.图2为本发明各个机组布设位置的示意图。
22.图3为本发明晒青机组的结构示意图。
23.图4为本发明的局部剖视图。
24.图5为本发明摇青机组与萎凋机组配合的立体结构示意图。
25.图6为本发明摇青机组中摇青笼的结构示意图。
26.图7为本发明摇青机组中摇青送料机构去除摇青笼的主视图。
27.图8为本发明摇青机组中摇青送料机构去除摇青笼的后视图。
28.图9为本发明摇青机组中摇青送料机构去除摇青笼的俯视图。
29.图10为本发明摇青机组和萎凋机组配合接收鲜叶的结构示意图。
30.图11为本发明摇青机组和萎凋机组配合将鲜叶送入摇青笼的结构示意图。
31.图12为本发明摇青机组和萎凋机组配合接收萎凋后茶叶的结构示意图。
32.图13为本发明摇青机组和萎凋机组配合进而二次摇青的结构示意图。
33.图14为本发明萎凋机组将萎凋后的茶叶输送至上料输送带的结构示意图。
34.图15为本发明包揉机的立体结构示意图。
35.图16为本发明包揉机的主视图。
36.图17为本发明包揉机的左视图。
37.图18为本发明包揉机的俯视图。
38.图19为本发明包揉机中第一滑动座的结构示意图。
39.附图标记:1001-储青平台;1002-鲜叶提升机;1-晒青机组;101-第一网袋式输送带;102-透明光伏板; 2-摇青机组;21-第一摇青架体;211-摇青笼;212-第一电机;213-第一链轮;214-第二链轮;215-弧形齿轨;216-连接板;2161-第二电机;2162-第一齿轮;217-进料口;22-第一送料架体;221-第二轨道;222-配重块;23-第二送料架体;231-伸缩入料输送带;232-上料输送带;2321-挡板;2322-第二滑轮;2323-出茶口;233-第一气缸;234-第一轨道;3-萎凋机组;31-萎凋输送带;4-杀青机组;5-揉捻机组;6-解块筛末机组;7-包揉成型机组;701-第二解块筛末机;71-包揉机架;711-第三轨道;72-第一固定座;721-第一伺服电动缸;73-第二固定座;731-第二伺服电动缸;74-茶叶容置盒;741-第一半弧板;7411-第二半弧板;742-卸料斗;7421-振动电机;743-底板;75-第一滑动座;751-转动轴;7511-弧形盘头;7512-第四链轮;7513-圆锥部;7514-凸起;752-第三电机;7521-第三链轮;753-传感器;76-支撑杆;761-电动升降机构;762-活动块;7621-盖板;77-第二气缸;78-第三气缸;8-发酵机组;9-烘干机组;10-复烘机组;11-冷却机组。
具体实施方式
40.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
41.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
42.参照图1至图3, 一种茶叶的自动生产线,包括用于储存新鲜茶叶的储青平台1001及用于将茶叶输送到其它加工机组的鲜叶提升机1002,还包括通过输送装置依次连接在一起的晒青机组1、摇青机组2、萎凋机组3、杀青机组4、揉捻机组5、解块筛末机组6、包揉成型机组7、烘干机组9、复烘机组10及冷却机组11;上述晒青机组1包括若干用于模拟日光照射的晒青机构,该晒青机构可以在阴雨天气模拟日光照射,从而使采摘后的鲜叶在阴雨天气也可进行晒青加工。上述各个茶叶加工机组之间通过plc控制系统控制,因该plc控制系统为现有技术,故在此不进行过多赘述,图中也未示出。上述包揉成型机组7包括若干用于对茶叶进行揉捻成型的柔性包揉机,该柔性包揉机可以模拟人工揉捻茶叶,通过上述各个机组的配合,可以实现茶叶生产的自动化,并且生产出的成品茶叶质量也更高。
43.参照图3,上述晒青机组1包括若干用于放置鲜叶的第一网袋式输送带101,还包括有设置在第一网袋式输送带101上方的晒青灯伏系统,该晒青灯伏系统由透明光伏板102及若干晒青灯组成,该晒青灯为大功率的电灯,在运行时会产生大量的高温和紫外线,进而可以通过晒青灯的照射来模仿日光照射,在天气晴朗时,太阳光可以透过透明光伏板对茶叶进行晒青处理,此时晒青灯为关闭状态。在阴天时,无法利用太阳光进行自然晒青,此时可以开启晒青灯,从而完成对茶叶的晒青处理,该晒青机组1还包括至少一条送料输送带,该送料输送带上设置有用于输送茶叶的送料跑车。
44.参照图5至图9,上述摇青机组2包括第一摇青架体21及设置在第一摇青架体21上
可转动的摇青笼211,该摇青笼211的两个端部均固定设有转轴,上述第一摇青架体21上还设有与上述转轴相配合的轴承座,且摇青笼211任意一端的转轴端部还设有第二链轮214,上述第一摇青架体21上还固定设有第一电机212,该第一电机212的输出轴上固定设有第一链轮213,该第一链轮213和第二链轮214上啮合有用于传动的链条,通过第一电机212驱动第一链轮213旋转,进而带动链条产生动力使第二链轮214和摇青笼211随之旋转,从而可以对茶叶进行摇青加工。
45.该摇青笼211上具有用于放入茶叶的进料口217,进料口217上还设弧形门,该弧形门的中部还固定设有弧形齿轨215;上述弧形门的外部还固定设有连接板216,该连接板216与弧形门之间具有间隔,且连接板216的中部还固定设有第二电机2161,该第二电机2161设置在连接板216与弧形门相近的一面,且第二电机2161的输出轴上还设有与上述弧形齿轨215相啮合的第一齿轮2162,通过第二电机2161的驱动可以使第一齿轮2162在弧形齿轨215上转动,进而就可以带动弧形门开启或关闭,从而可以使摇青笼211实现自动开关门。
46.为了能够使弧形门在开合过程中更加流畅,还可以在弧形齿轨215的一侧设置弧形滑轨,在上述连接板216上设置与弧形滑轨相适配的第一滑轮(图中并未示出),这样在滑轮的辅助下,弧形门在开启和关闭时会更加流畅。
47.参照图5至图9,上述摇青机组2还包括有摇青送料机构,该摇青送料机构用于与上述摇青笼211和萎凋机组3配合,可以将经过摇青后的茶叶输送至萎凋机组3,或者将经过萎凋后的茶叶输送至摇青笼211进行二次摇青。
48.摇青送料机构包括第一送料架体22及第二送料架体23,该第二送料架体23设置在第一送料架体22的内部,第二送料架体23上设有伸缩入料输送带231及上料输送带232,该伸缩入料输送带231和上料输送带232可以在第二送料架体23上左右移动,且伸缩入料输送带231位于上料输送带232的上方,上述第二送料架体23的底部还分别固定设有第一气缸233和第一轨道234,上述上料输送带的底部设有挡板2321,上述第一气缸233的输出轴与上料输送带232的底部的挡板2321固定连接,且上料输送带232的底部还设有与上述第一轨道234相适配的第二滑轮2322,这样通过第一气缸233驱动上料输送带232底部的第二滑轮2322在第一轨道234上转动,从而使上料输送带232在第二送料架体23上左右移动,因上述伸缩入料输送带231底部的驱动结构与上料输送带232底部的驱动结构一致,故在此不进行过多赘述。
49.上述第一送料架体22的顶部还设有伺服电机,伺服电机位于第一送料架体22顶部的居中位置,该伺服电机连接有变速箱体,变速箱体的中部穿设有转轴,该转轴的两端分别延伸至第一送料架体22顶部的两侧,该第一送料架体22顶部的两侧还固定设有减速电机,上述转轴的两端分别穿设在第一送料架体22两侧的减速电机内,且第一送料架体22顶部的两侧还设有与上述减速电机相配合的链轮,该链轮为两个,分别设置减速电机的两侧,且每个链轮与减速电机之间均连接有用于传动的传动轴。
50.上述第一送料架体22上还设有若干轨道,该轨道分别设置在第一送料架体22外部的两侧及内部的两侧的第二轨道221,且上述设置在第一送料架体221内、外部两侧的第二轨道221上均设有配重块222,并且设置在第一送料架体22内部两侧的配重块222上还固定连接有第二送料架体23,上述第一送料架体22顶部两侧设置的链轮上均设有用于传动的链条,该链条的两端分别与设置在第一送料架体22单侧外部的配重块222和内部的配重块222
相连接。这样通过第一送料架体22顶部的伺服电机驱动传动轴进而带动链轮旋转,在链轮旋转时会带动链条两端连接的配重块222上下移动,设置在第一送料架体22内部的配重块222移动时,与该配重块222固定连接的第二送料架体23也会随之上下移动,这样设置在第二送料架体23上的伸缩入料输送带231和上料输送带232就可以在第一送料架体22上进行上下移动,并且因为伺服电机可以控制速度和位置,具有精度高的特性,故可以使第二送料架体23上设置的伸缩入料输送带321和上料输送带232移动到指定的位置。
51.参照图5至图14,上述萎凋机组3包括若干用于对摇青后的茶叶进行萎凋处理的萎凋输送带31,该萎凋输送带31在本实施例中设置为十层,在进行摇青和萎凋加工时,经晒青后的茶叶会被晒青机组1的送料跑车送至摇青机组2,此时第一送料架体22上设置的伺服电机开启并带动第二送料架体23上升,然后经晒青后的茶叶会被送入第二送料架体23的上料输送带232中,这时伺服电机控制第二送料架体23下降,同时摇青笼211停止转动并在第二电机2161的带动下开启弧形门,然后上料输送带232内的茶叶会从出茶口2323倒入摇青笼211内,进一步在第二电机2161的带动下关闭弧形门,然后第一电机212带动摇青笼211旋转。
52.摇青完毕后,伺服电机带动第二送料架体23下降,然后设置在第二送料架体23底部的第一气缸233会驱动上料输送带232移动到摇青笼211的底部,这时第二电机2161启动打开弧形门,然后经过摇青处理后的茶叶会落入上料输送带232内,然后上料输送带232移出摇青笼211底部,进而伺服电机带动上料输送232提升到指定位置,然后上料输送带232将经过摇青后的茶叶输送到萎凋输送带31上进行萎凋处理,经过萎凋处理后,伺服电机带动第二送料架体23上升到指定的位置,然后伸缩入料输送带231移动到萎凋输送带31的下方,此时萎凋输送带31反转,经萎凋处理后的茶叶会通过伸缩入料输送带231输送至上料输送带232内,然后上料输送带232再通过伺服电机的带动移动到摇青笼211的上方,这时第二电机2161启动并带动摇青笼211上的弧形门打开,然后经过萎凋后的茶叶会从上料输送带232的出茶口输送到回摇青笼211内进行二次摇青,摇青完毕后会再次将茶叶送回萎凋输送带31进行萎凋加工,然后循环上述步骤多次,直至达到工艺要求后,茶叶才会通过输送装置输送到下一工序,保证了成品茶的质量。
53.参照图1和图2,经过萎凋后的茶叶会被输送装置输送到杀青机组4,该杀青机组4包括用于对茶叶进行杀青的滚筒杀青装置(图中未示出),萎凋后的茶叶会被送入滚筒杀青装置内进行杀青处理,杀青完毕后,输送装置会将茶叶输送到揉捻机组5,该揉捻机组5包括若干台自动揉捻机,该自动揉捻机可以对茶叶进行不同力度的揉捻,揉捻完成后,茶叶通过输送装置送至解块筛末机组6进行解块筛末,该解块筛末机组6可以将揉捻后的茶叶打散解块,并将揉捻后的碎末去除,提高了茶叶的质量。
54.参照图15至图19,当茶叶完成解块筛末处理后,会被输送装置送至包揉成型机组7进行包揉成型加工,该包揉成型机组7包括若干台用于对茶叶进行包揉成型加工的包揉机,包揉机包括包揉机架71、设置在包揉机架71左右两侧用于对茶叶进行包揉的包揉机构及设置在包揉机架71后部的集料装置,包揉机架71的中部还设有用于容置茶叶的茶叶容置盒74,上述包揉机构包括分别固定设置在包揉机架71左右两侧的第一固定座72,每个第一固定座72上均设有第一伺服电动缸721,且每个第一伺服电动缸721的输出轴均贯穿第一固定座72向包揉机架71中部延伸;上述集料装置包括固定设置在包揉机架71后部的第二固定座
73,该第二固定座73上设有第二伺服电动缸731,该第二伺服电动缸731的输出轴向包揉机架71中部延伸并贯穿第二固定座73和茶叶容置盒74,且第二伺服电动缸731的输出轴的端部还连接第一半弧板741,该第一半弧板741设置在茶叶容置盒74后部的内侧壁上,并且可以在第二伺服电动缸731的驱动下在茶叶容置盒74内前后移动,在进行包揉加工时,第二伺服电动缸731可以驱动第一半弧板741向茶叶容置盒74的前部移动,这样放置在茶叶容置盒74内的茶叶也会被推动到茶叶容置盒74的前部,方便下一步茶叶的包揉加工。
55.上述包揉机架71两侧的第一固定座72与包揉机架71中部的茶叶容置盒74之间均设有第三轨道711,每个第三轨道711上均可滑动的设有第一滑动座75,上述设置在包揉机架71左右两侧的第一伺服电动缸721均与第一滑动座75固定连接,这样在第一伺服电动缸721的输出轴移动时,第一滑动座75随之在第三轨道711上移动,为了保证茶叶包揉加工的质量,在包揉机架71每侧的第一伺服电动缸721输出轴与第一滑动座75连接处均设有用于感知压力的传感器753,在本实施例中,传感器753优选为10t压力传感器,这样在对茶叶进行包揉加工时,可以感知对茶叶进行包揉的力度,当力度超过设置数值时可通过plc控制系统控制第一伺服电动缸721后退一定距离,反之亦然。以此来保证包揉成型过程中压力的一致,避免因机械加工的压力过高影响成品茶叶的质量。
56.上述每个第一滑动座75上均分别设有转动轴751和第三电机752,该第三电机752与第一滑动座75为固定连接,每个第一滑动座75上均开设有用于使第三电机752的输出轴通过的通槽,且第三电机752的输出轴上还设有第三链轮7521;上述转动轴751的其中一端设有第四链轮7512,另外一端设有用于对茶叶进行包揉的弧形盘头7511;上述第三链轮7521和第四链轮7512上啮合有用于传动的链条,在第三电机752驱动第三链轮7521转动时,上述链条可以将第三链轮7521产生的动力传递给第四链轮7512,进而带动转动轴751旋转;上述茶叶容置盒74的左右两侧均设有用于使上述弧形盘头7511穿过的通孔,进而转动轴751上设置的弧形盘头7511可以伸入茶叶容置盒74内对茶叶进行包揉加工。
57.参照图19,上述每个弧形盘头7511的中部均设置了圆锥部7513,该弧形盘头为内凹式,且每个弧形盘头7511和圆锥部7513上均设有若干凸起7514,在本实施例中,凸起7514为弧形凸起或半圆凸起,这样在对茶叶进行揉压时可以增大摩擦力并且不会破坏茶叶的完整性。
58.参照图15至图19,上述第二固定座73还设有支撑杆76,该支撑杆76上设有电动升降机构761和活动块762,该电动升降机构761设置在支撑杆76的自由端,并可以驱动活动块762进行上下移动,(因电动机构升降机构为现有常规技术手段,故在此不进行过多赘述)活动块762上还设有盖板7621,该盖板7621位于上述茶叶容置盒74的上方,茶叶在茶叶容置盒74内进行包揉成型加工时,电动升降机构761会驱动活动块762向下移动,使盖板7621盖设在茶叶容置盒74的上方,进而形成一个相对密封的空间,可以防止茶叶在包揉过程中掉落在茶叶容置盒74外部。
59.上述茶叶容置盒74内部还固定设有第二半弧板7411,该第二半弧板7411与第一半弧板741相对称,这样在第二伺服电动缸731驱动第一半弧板741向茶叶容置盒74内部移动时,第一半弧板741和第二半弧板7411会形成一个圆柱形腔体,需要进行包揉加工的茶叶也会在第一半弧板741的推动下集中到圆柱形腔体内,并且该圆柱形腔体与茶叶容置盒74左右两侧的通孔相对应,进而上述转动轴751上设置的弧形盘头7511可以从通孔处伸入圆柱
形腔体内进行揉压加工。
60.上述茶叶容置盒74的底部还设有可活动的底板743,上述包揉机架71的底部固定设有第三气缸78,该第三气缸78的输出轴与上述底板743连接,进而在第三气缸78的输出轴伸缩时底板743会随之移动,在包揉完成后,第三气缸78的输出轴回缩,此时底板743会向后移动,然后经过包揉加工的茶叶会从缺口掉落。为了能够更好的卸料,还在茶叶容置盒74的底部固定设有卸料斗742,该卸料斗742的底部还设有用于辅助卸料的振动电机7421,在包揉加工后需要卸料时,第三气缸78驱动底板743向后移动,形成茶叶掉落的缺口,上述卸料斗742与该缺口相对应,进而茶叶会从该缺口掉落到卸料斗742上,卸料斗742为倾斜状,且卸料斗742的底部还设有能产生高频低振动的振动电机7421,这样在茶叶卸料时效率更高且不会有茶叶残留。
61.为了防止茶叶容置盒74内经过包揉后的茶叶不易掉落,还在茶叶容置盒74的前部设置了第二气缸77,该第二气缸77的输出轴可以贯穿茶叶容置盒74和第二半弧板7411,进而在完成包揉加工后,第二伺服电动缸731驱动第一半弧板741回退,然后第二气缸77可以驱动输出轴向茶叶容置盒74内部移动,进而将包揉成型后的茶叶推出。
62.参照图15至图19,在进行包揉加工时,茶叶会被输送装置放置到茶叶容置盒74内部,然后电动升降机构761驱动活动块762向下移动,进而使活动块762上连接的盖板7621盖设在茶叶容置盒74内,进一步第二伺服电动缸731驱动第一半弧板741在茶叶容置盒74内移动,从而使第一半弧板741与第二半弧板7411形成容置茶叶的圆柱形腔体,然后包揉机架71左右两侧的第一伺服电动缸721驱动第一滑动座75向包揉机架71中部移动,当移动到一定位置时停止移动,此时设置在第一滑动座75上的转动轴751,其具有弧形盘头7511的一端会伸入第一半弧板741与第二半弧板7411形成的圆柱形腔体内,然后设置在每个第一滑动座75上的第三电机752启动进而带动转动轴751旋转,从而对圆柱形腔体内的茶叶进行旋转揉压。同时,设置在第一伺服电动缸721输出轴与第一滑动座75连接处的传感器753会感知压力,并通过plc系统的控制使第一伺服电动缸721带动第一滑动座75在第三轨道711上前进或后退,保证在揉捻成型过程中不会因加压力度过大导致茶叶破损,提高了成品茶叶的质量。
63.揉压完成后,第二伺服电动缸731驱动第一半弧板741后退,同时设置在茶叶容置盒74两侧的第一伺服电动缸721驱动第一滑动座75后退,然后电动升降机构761驱动活动块762向上移动,从而使设置在活动块762上的盖板7621抬升,进一步第三气缸78的输出轴回缩,使底板743向后移动,经揉压后的茶叶会从底板743露出的缺口处掉落在卸料斗742上,然后茶叶会被输送到第二解块筛末机701进行解块筛末,如果上述第二半弧板7411上还有茶叶残留,设置在茶叶容置盒74前部的第二气缸77的输出轴会伸入茶叶容置盒内74,从而将残留的茶叶顶出。
64.上述每个包揉机的出料口均连接有第二解块筛末机701,经过包揉成型后的茶叶会被第二解块筛末机701进行解块筛末,然后会被依次输送到烘干机组9、复烘机组10及冷却机组11进行进一步的加工,上述烘干机组9和复烘机组10设有用于烘干茶叶的烘干热风机构,上述冷却机组11设有用于使烘干后的茶叶冷却的冷却机构,因这些机构属于现有技术,在此只进行简单的描述,图中也未示出。
65.本发明的茶叶自动生产线还具有生产红茶的功能,参照图1和图2,红茶的加工步
骤与上述不同之处在于茶叶经揉捻后,会被送至揉捻机组5尽头的解块筛末机组6,然后会被输送装置依次送到发酵机组8、烘干机组9、复烘机组10及冷却机组11进行加工,相较于现有生产线只能生产单一类型的茶叶,应用范围更广。
66.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。