技术特征:
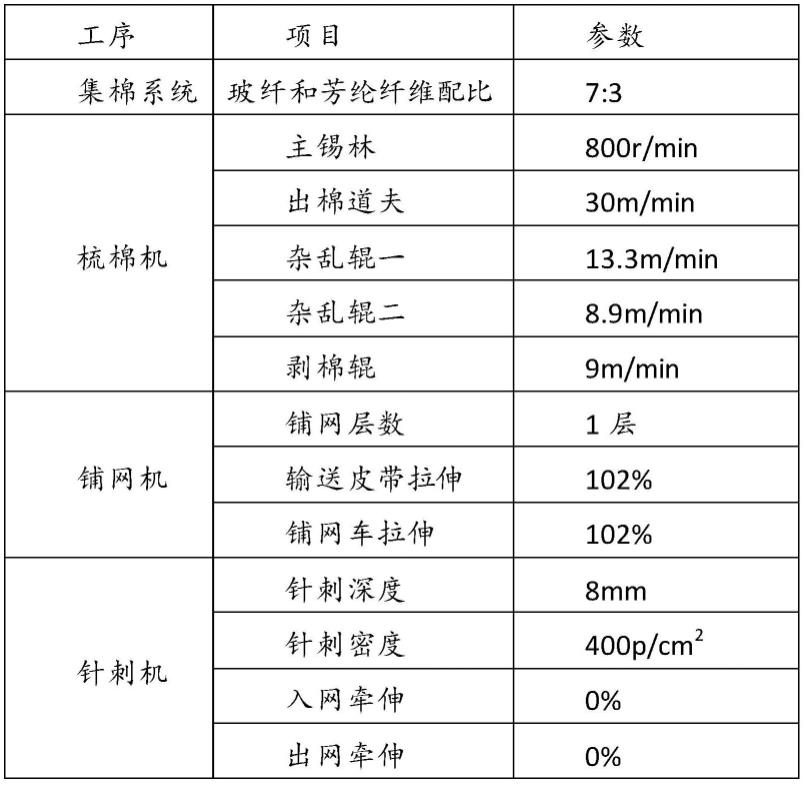
1.一种耐高温玻纤复合基布水刺滤料的制备工艺,其特征在于,包括如下步骤:s1.玻璃纤维复合基布的制备:对玻璃纤维和芳纶纤维进行开松、混合、梳理、铺网,得到纤网层,采用预针刺机对纤网进行预针刺处理,然后采用主针刺机对纤网进行主针刺处理,得到玻纤单片基布;其中,玻璃纤维和芳纶纤维之间的质量比为7:3;s2.素毡的制备:对聚苯硫醚和聚四氟乙烯纤维纤维进行开松、混合、梳理、铺网,并在两台铺网机中间通过放卷机铺设制备的玻纤复合基布,形成复合纤网,采用预针刺机对复合纤网进行预针刺处理,得到预针刺毡,对预针刺毡进行水刺加固处理,得到滤料素毡;其中,聚苯硫醚和聚四氟乙烯纤维的质量配比为2:1;s3.后处理:素毡放卷后进行下一道工序为烧毛,烧毛后毡材进行放卷,经过浸渍槽,过一遍聚四氟乙烯乳液处理,再过轧辊轧干,控制轧余量在115%—130%,将轧干后的滤料进行烘干定型,最后收卷;其中,烧毛速度为10-10.5m/min。2.根据权利要求1所述的耐高温玻纤复合基布水刺滤料的制备工艺,其特征在于,在所述步骤s1中用到梳棉机的工艺参数为:主锡林转速为800-850r/min,出棉道夫速度为30m/min,杂乱辊一速度为13.3-13.5m/min,杂乱辊二速度为8.9-9m/min;剥棉辊速度为9m/min;在所述步骤s1中用到铺网机的工艺参数为:铺网层数为1-2层,输送皮带拉伸率为102%,铺网车拉伸率为102%;在所述步骤s1中用到针刺机的工艺参数为:针刺深度为8-8.5mm,针刺密度400-450p/cm2,入网牵伸率为0-3%,出网牵伸率为0-3%。3.根据权利要求1所述的耐高温玻纤复合基布水刺滤料的制备工艺,其特征在于,步骤s2中得到滤料素毡的主令速度为4~6m/min。4.根据权利要求1所述的耐高温玻纤复合基布水刺滤料的制备工艺,其特征在于,在所述步骤s2中用到喂棉箱的工艺参数为:底部传送带速度为3.5m/min;角钉帘输送速度为18.5m/min;均棉罗拉速度为100m/min;剥取罗拉速度为100m/min;在所述步骤s2中用到梳棉机的工艺参数为:出棉道夫速度为10m/min;刺辊速度为300m/min;工作辊速度为20m/min;剥棉辊速度为100m/min;在所述步骤s2中用到梳棉机的工艺参数为:输送皮带拉伸率为103%。5.根据权利要求1所述的耐高温玻纤复合基布水刺滤料的制备工艺,其特征在于,步骤s2中所述的水刺加固中水刺的工艺参数具体为:水刺速度4-6m/min,水刺压力200~360bar,烘燥温度为100-150℃。6.根据权利要求1所述的耐高温玻纤复合基布水刺滤料,其特征在于,在步骤s3中工艺参数为:烘干定型次数为1次,烘干定型的超喂率为2-6%,烘干定型温度为200-240℃,烘干定型速度为5-6m/min。7.基于权利要求1至6任一所述制备工艺制备出的滤料,其特征在于,包括中间加强层和无纺纤维层,所述中间加强层的上、下端面附着有所述无纺纤维层。
技术总结
本发明涉及袋式除尘器的零部件技术领域,尤其涉及一种耐高温玻纤复合基布水刺滤料及其制备方法,包括如下步骤:S1.玻璃纤维复合基布的制备;S2.素毡的制备;S3.后处理。本发明将玻纤和芳纶纤维复合针刺单片毡材作为滤料的基布使用,可以满足滤料的强力、耐温性、耐腐蚀性等性能要求。本发明滤料的上下纤维层使用聚苯硫醚和聚四氟乙烯纤维混合,采用针刺预刺和水刺加工工艺,通过优化水刺压力等工艺参数,减小纤维损伤,提高滤料过滤精度。提高滤料过滤精度。提高滤料过滤精度。
技术研发人员:蒋湘粤 徐新杰 阳建军 徐卉 于淼涵
受保护的技术使用者:南京际华三五二一环保科技有限公司
技术研发日:2022.08.24
技术公布日:2022/11/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。