1.本发明属于超声波焊接技术领域,具体涉及一种模切后片状材料的自动滚焊设备。
背景技术:
2.复合材料是指中间层是pet材料,并在正反面用蒸镀或者喷涂的方式附着金属材料,复合材料相较于普通的金属材料,有重量轻,安全性高的特点,因此可显著提高锂电池的能量密度。但是,由于中间有pet材料,复合材料正反面的金属不能顺利导电,这将使复合材料不能成为电极。为了让复合材料的正反面能够导通,采用在复合材料正反面各附着一层对应的金属材料,并进行焊接,使得正反面可以导通。超声波焊接的方式可以在保证复合材料正反面导通的基础上,保证导通后的内阻尽量小,一般可保证内阻在30mω以内。复合材料的超声波焊接效果的一致性及稳定性一直是产品质量好坏的重要指标,现有的超声波焊接设备虽然能够焊接加工复合材料,但是很难保证超声波焊接效果的一致性及稳定性,尤其是模切成极片形状的材料。因此,急需一种能够解决上述问题的模切后片状材料的自动滚焊设备。
技术实现要素:
3.针对上述存在的技术问题,本发明提供了一种模切后片状材料的自动滚焊设备,该设备用于实现模切后的材料的焊接,能够保证最终焊接效果。
4.本发明的技术方案为:
5.一种模切后片状材料的自动滚焊设备,包括换能器焊头组件、极片固定工装和下压驱动组件;
6.所述极片固定工装用于夹紧固定多个整齐排列的焊接加工片材,所述焊接加工片材包括多层材料,所述换能器焊头组件用于对固定在所述固定工装组件上的焊接加工片材进行焊接,所述下压驱动组件与所述换能器焊头组件相连,且所述下压驱动组件能够带动所述换能器焊头组件上下移动;优选地,所述焊接加工片材包括基础片材以及位于所述基础片材至少一侧的侧片材,基础片材为金属材料,塑料或者复合材料,当基础片材为复合材料时,对应的侧片材优选金属材料,且基础片材的上下两侧均设有侧片材;
7.还包括横向驱动组件,所述横向驱动组件能够驱动所述换能器焊头组件和所述极片固定工装的其中至少一个横向直线移动。
8.优选地,所述极片固定工装设置在工作台上,所述极片固定工装包括底座,所述底座的顶部设有焊座和定位座,所述定位座的顶部设有一个横向定位杆,所述横向定位杆靠近所述焊座的一侧设有多个纵向定位杆,任意相邻的两个所述纵向定位杆之间放置有一个焊接加工片材,且焊接加工片材延伸到所述焊座的顶部;
9.所述焊座的一侧设有升降板,所述升降板的底部设有至少一个压紧升降气缸,所述升降板的顶部设有多个材料压紧片,所述材料压紧片用于压紧放置于所述焊座顶部的焊
接加工片材,且当焊接加工片材被压紧时,所述焊座顶部的焊接加工片材留有焊接工作区。
10.优选地,所述纵向定位杆通过螺栓固定安装在所述定位座上,所述纵向定位杆上设有供螺栓穿过的第一螺栓安装孔,所述第一螺栓安装孔优选为腰形孔;
11.所述横向定位杆通过螺栓固定安装在所述定位座上,所述横向定位杆上也设有供第二螺栓穿过的螺栓安装孔,所述第二螺栓安装孔优选为腰形孔;
12.所述定位座、所述横向定位杆和所述纵向定位杆采用电木制成。
13.优选地,所述换能器焊头组件设置在上框架上,所述上框架设于所述工作台的顶部,所述换能器焊头组件包括依次相连的导电滑环、换能器和焊头,所述导电滑环远离所述换能器的一侧设有导电滑环安装座,所述焊头安装在焊头轴承座上;
14.所述下压驱动组件包括下压驱动气缸,所述下压驱动气缸的伸缩杆与所述焊头轴承座相连,所述下压驱动气缸固定安装在顶部安装板上,所述顶部安装板与侧安装板相连。
15.优选地,所述焊头的焊接面形状呈圆形,所述焊座的焊接面形状是平面。
16.优选地,所述焊头和所述焊座的焊接面中至少一个为齿面,且当仅有其中之一为齿面时,另一个则为光面,当两者均为齿面时,其中之一的齿面为竖齿纹,另一个的齿面则为横齿纹。
17.优选地,所述极片固定工装的所述底座固定设置在所述工作台上,所述横向驱动组件为焊头驱动组件,所述焊头驱动组件能够驱动所述换能器焊头组件和所述下压驱动组件同时横向直线移动。
18.优选地,所述焊头驱动组件包括第一驱动电机以及与所述第一驱动电机相连的第一导轨丝杆,所述第一驱动电机和所述第一导轨丝杆均设于上框架靠外的一侧,所述上框架上设有第一长通孔,所述侧安装板靠外的一侧连接有侧延伸板,所述侧延伸板穿过所述第一长通孔且与所述第一导轨丝杆螺纹连接,所述第一导轨丝杆设有两个第一轴承座,所述第一轴承座固定在所述上框架靠外的一侧,且所述侧延伸板位于两个所述第一轴承座之间,当第一驱动电机驱动所述第一导轨丝杆转动时,所述侧延伸板沿着所述第一导轨丝杆移动。
19.优选地,所述侧安装板固定设置在所述上框架上,所述横向驱动组件为工装驱动组件,所述工装驱动组件能够驱动所述极片固定工装横向直线移动。
20.优选地,所述工装驱动组件包括第二驱动电机以及与所述第二驱动电机相连的第二导轨丝杆,所述第二驱动电机和所述第二导轨丝杆均设于工作台的内部,所述工作台顶部设有第二长通孔,所述底座的底部连接有下延伸板,所述下延伸板穿过所述第二长通孔且与所述第二导轨丝杆螺纹连接,所述第二导轨丝杆设有两个第二轴承座,所述第二轴承座固定在所述工作台的内部,且所述下延伸板位于两个所述第二轴承座之间,当第二驱动电机驱动所述第二导轨丝杆转动时,所述下延伸板沿着所述第二导轨丝杆移动。
21.本发明的有益效果是:
22.1)、本发明通过超声波滚动焊接的方式,将包含多层材料的焊接加工片材焊接在一起,且本发明还将直线运动和超声波滚动焊接复合,保证了最终材料焊接效果,并能够保证同一批材料焊接结果的一致性和稳定性,且有助于提高材料的焊接处理效率;
23.2)、本发明的极片固定工装用于夹紧固定多个整齐排列的焊接加工片材,该工装利用压紧片压紧焊接加工片材,保证焊接加工片材的各层材料紧密贴合,以此保证最终的
焊接效果。
附图说明
24.下面结合附图及实施例对本发明作进一步描述:
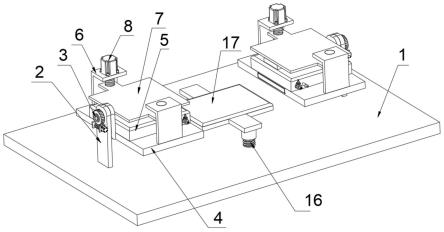
25.图1是设备的整体结构示意图;
26.图2是极片固定工装的结构示意图;
27.图3是极片固定工装的俯视图;
28.图4是换能器焊头组件的结构示意图;
29.图5是换能器焊头组件、下压驱动组件和焊头驱动组件的连接关系示意图;
30.图6是工装驱动组件的示意图;
31.图7a是第一种焊头的结构示意图;
32.图7b是第一种焊座的结构示意图;
33.图7c是图7b中焊座部分放大示意图;
34.图8a是第二种焊头的结构示意图;
35.图8b是图8a中焊头的部分放大示意图。
36.图中标记为:1、换能器焊头组件;11、导电滑环;12、换能器;13、焊头;14、导电滑环安装座;15、焊头轴承座;2、极片固定工装;21、底座;22、焊座;23、定位座;24、横向定位杆;25、纵向定位杆;26、升降板;27、压紧升降气缸;28、材料压紧片;29、下延伸板;3、下压驱动组件;31、下压驱动气缸;32、顶部安装板;33、侧安装板;34、侧延伸板;4、焊头驱动组件;41、第一驱动电机;42、第一导轨丝杆;43、第一长通孔;44、第一轴承座;5、工装驱动组件;51、第二驱动电机;52、第二导轨丝杆;53、第二长通孔;54、第二轴承座;6、工作台;7、上框架。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
38.如图1所示,一种模切后片状材料的自动滚焊设备,包括换能器焊头组件1、极片固定工装2和下压驱动组件3。极片固定工装2用于夹紧固定多个整齐排列的焊接加工片材,换能器焊头组件1用于对固定在固定工装组件上的焊接加工片材进行焊接,下压驱动组件3与换能器焊头组件1相连,且下压驱动组件3能够带动换能器焊头组件1上下移动。本实施例中的焊接加工片材包括三层材料,具体包括作为基础片材的复合材料,以及位于基础片材上下两侧的金属箔材。
39.如图2和图3所示,极片固定工装2能够对焊接加工片材进行定位及夹紧,该极片固定工装2设置在工作台6上,极片固定工装2包括底座21,底座21的顶部设有焊座22和定位座23,定位座23的顶部设有一个横向定位杆24,横向定位杆24靠近焊座22的一侧设有多个纵向定位杆25,任意相邻的两个纵向定位杆25之间放置有一个焊接加工片材,且焊接加工片材延伸到焊座22的顶部,定位座23、横向定位杆24和纵向定位杆25采用电木制成。优选地,本实施例中纵向定位杆25的数量为4个,一次可以焊接3片焊接加工片材,另外,实际可以根
据相应的产能要求,来对更多片的复合材料进行一次性焊接,以提高设备的效率。纵向定位杆25通过螺栓固定安装在定位座23上,纵向定位杆25上设有供螺栓穿过的第一螺栓安装孔,除了圆形孔外,该第一螺栓安装孔可以设计为腰形孔,从而便于调节纵向定位杆25的位置。此外,横向定位杆24也可以通过螺栓固定安装在定位座23上,且对应的第二螺栓安装孔除了圆形孔外,也可以设计为腰形孔,从而便于调节横向定位杆24的位置。
40.焊接加工片材定位好后,对需要焊接加工片材进行压紧,本实施例采用图2和图3中的压紧升降气缸27将材料压紧片28压置于3层焊接材料上。具体地,焊座22的一侧设有升降板26,升降板26的底部设有两个压紧升降气缸27,压紧升降气缸27采用的是左右一对的方式,其用一个采用电磁阀供气,保证气缸能够同步运动,防止气缸运动不同步而导致材料产品相应的变形。升降板26的顶部设有多个材料压紧片28,材料压紧片28用于压紧放置于焊座22顶部的焊接加工片材,且当焊接加工片材被压紧时,焊座22顶部的焊接加工片材留有焊接工作区,焊接工作区与焊座22的焊接面相对应,压紧升降气缸27能够实现材料间300n左右的夹紧力,保证3层材料紧密贴合,以此保证最终的焊接效果,由于实际焊接过程中,焊头13和焊接加工片材间会有一个摩擦力,该摩擦力会带着焊接加工片材往前运动,这样子会使材料偏移原位置而使焊接失效,因此,利用压紧升降气缸27将材料压紧片28压置于3层焊接材料上,有助于保证焊接效果。
41.换能器焊头组件1主要将电能转换为超声波机械能,并利用超声波振动将能量转换到焊印处,使材料焊接在一起。如图1和4所示,换能器焊头组件1设置在上框架7上,上框架7设于工作台6的顶部,换能器焊头组件1包括依次相连的导电滑环11、换能器12和焊头13,导电滑环11远离换能器12的一侧设有导电滑环安装座14,焊头13安装在焊头轴承座15上。自动滚焊设备在使用过程中,可以通过摩擦力带动焊头转动,因而该换能器焊头组件省略了驱动焊头旋转的机构,目前来讲,克服焊头组件摩擦力使焊头组件旋转的力相对较小,对焊接效果影响不大。
42.如图5所示,下压驱动组件3包括下压驱动气缸31,下压驱动气缸31的伸缩杆与焊头轴承座15相连,下压驱动气缸31固定安装在顶部安装板32上,顶部安装板32与侧安装板33相连,在使用过程中,下压驱动气缸31能够带动包括焊头轴承座15在内的换能器焊头组件1整体上下移动。
43.本实施例中,极片固定工装2的底座21固定设置在工作台6上,横向驱动组件为焊头驱动组件4,焊头驱动组件4能够驱动换能器焊头组件1和下压驱动组件3同时横向直线移动。具体地,如图5所示,焊头驱动组件4采用直线导轨丝杠 伺服电机的形式,焊头驱动组件4包括第一驱动电机41以及与第一驱动电机41相连的第一导轨丝杆42,第一驱动电机41和第一导轨丝杆42均设于上框架7靠外的一侧,上框架7上设有第一长通孔43,侧安装板33靠外的一侧连接有侧延伸板34,侧延伸板34穿过第一长通孔43且与第一导轨丝杆42螺纹连接,第一导轨丝杆42设有两个第一轴承座44,第一轴承座44固定在上框架7靠外的一侧,且侧延伸板34位于两个第一轴承座44之间,当第一驱动电机41驱动第一导轨丝杆42转动时,侧延伸板34沿着第一导轨丝杆42移动。
44.在另一变形实施例中,侧安装板33固定设置在上框架7上,横向驱动组件为工装驱动组件5,工装驱动组件5能够驱动极片固定工装2横向直线移动。具体地,如图5所示,工装驱动组件5包括第二驱动电机51以及与第二驱动电机51相连的第二导轨丝杆52,第二驱动
电机51和第二导轨丝杆52均设于工作台6的内部,工作台6顶部设有第二长通孔53,底座21的底部连接有下延伸板29,下延伸板29穿过第二长通孔53且与第二导轨丝杆52螺纹连接,第二导轨丝杆52设有两个第二轴承座54,第二轴承座54固定在工作台6的内部,且下延伸板29位于两个第二轴承座54之间,当第二驱动电机51驱动第二导轨丝杆52转动时,下延伸板29沿着第二导轨丝杆52移动。
45.焊头13的焊接面形状呈圆形,焊座22的焊接面形状是平面,焊头13和焊座22的焊接面中至少一个为齿面,且当仅有其中之一为齿面时,另一个则为光面,当两者均为齿面时,其中之一的齿面为竖齿纹,另一个的齿面则为横齿纹,具体为以下4种,1)、焊头13是光面,焊座22是齿面;2)、焊头13是齿面,焊座22是光面;3)、焊头13是竖齿纹,焊座22是横齿纹;4)、焊头13是横齿纹,焊座22是竖齿纹。如图7a-7c中,焊头13的焊接面采用的是光面,焊头13的焊接面采用的是齿面,此外,亦可采用其他三种焊头焊座的齿面结构形式。其中,所谓横齿纹,即齿纹方向和焊头13的振动方向相同的纹路,所谓纵齿纹,即齿纹方向和焊头13的振动方向垂直的纹路。如图8a-8b所示,展示了一种40khz的纵齿纹焊头13,其中焊头13齿面形式与焊头13的振动方向垂直。在使用过程中,利用图1和图5中的下压驱动气缸31将焊头13压置于焊座22上,气缸配置有精密减压阀,可根据需求调节气缸的压力。气缸的压力也是决定焊接效果好坏的重要因素之一,下压驱动气缸31的压力控制在4000n内可调节,对应于气缸的压力在1mpa内可调节,本实施例中的下压驱动气缸31所用的压力优选为0.05mpa,相当于焊头13焊座22间的压力是251n左右,焊头13焊座22的齿宽都为3mm,保证最终的焊印尺寸为3mm。
46.该自动滚焊设备的使用过程,包括如下步骤,本实施例中所针对的焊接加工片材包括三层材料,具体包括作为基础片材的复合材料,以及位于基础片材上下两侧的金属箔材:
47.a)、焊接加工片材的定位
48.按照顺序,将最下层材料、中间的片状材料,上层材料放置在极片固定工装2的定位座23上,并利用横向定位杆24和纵向定位杆25对焊接加工片材进行定位,且横向定位杆24和纵向定位杆25上设有形状为腰形孔的螺栓安装孔,从而能够微调对应的横向定位杆24或者纵向定位杆25的位置;另外,通过在定位座23上还可以打多个孔位,作为螺栓固定孔,也便于快速实现不同尺寸的焊接加工片材的定位。
49.b)、焊接加工片材的压紧
50.焊接加工片材的三层材料定位好后,需要对材料进行夹紧。采用压紧升降气缸27将材料压紧片28压置于3层材料上,以此提供压紧力使得材料不能移动,保证最终的焊接效果;本实施例中,压紧升降气缸27能够实现材料间300n左右的夹紧力,保证3层材料紧密贴合。
51.c)、焊接加工片材的焊接
52.焊接加工片材的压紧后,下压驱动气缸31下压焊头13,将焊头13压置于焊座22上,然后利用焊头驱动组件4驱动换能器焊头组件1横向直线移动,或者利用工装驱动组件5驱动极片固定工装2横向直线移动,换能器12产生超声波振动将这3层材料焊接在一起;
53.焊头驱动组件4和工装驱动组件5都可以采用直线导轨丝杠 伺服电机的形式,本实施例中采用焊头驱动组件4,对应的直线运动的行程为400mm,可保证同时焊接3片以上的
焊接加工片材。在行程的初始位置,换能器12即开始工作,将电能转换成超声波,使产生一个沿着焊头13长度方向的超声波振动,振动的频率为20-100khz,振幅为10-100μm,本实施例中,振动的频率和振幅分别为20khz和20μm。
54.d)、卸料
55.到达行程极限后,换能器焊头组件1或极片固定工装2回到初始位置,下压驱动气缸31也恢复到原始位置,最后,极片固定工装2上的压紧升降气缸27带动材料压紧片28松开,取下焊接好后的焊接加工片材,流入下一道工序。
56.以锂电池的电芯极片焊接为例,按照一包电池60片极片材料来算,该设备可满足3包/h以上的产能需求。
57.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。