1.本发明涉及船舶生产维修技术领域,具体为船舶舱口盖焊接方法。
背景技术:
2.舱口是指能垂直进入船舱的门或格子盖,即船舶甲板上供装卸货物、机件或人员进出用的开口。舱口一般配有舱口盖,是船上封闭舱口的设备。
3.在现有技术中船舶甲板位置需要焊接舱口盖,且传统焊接技术中以焊缝表面呈均匀波浪形为佳,并在焊接表面喷涂面漆,船舶长期运行造成表面的漆层掉落,波浪形表面存在凹槽,船舶长时间在海面航行造成焊接缝位置有海水,造成焊接缝位置腐蚀速度加快,影响舱口盖的使用。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了船舶舱口盖焊接方法,解决了船舶甲板位置焊接缝容易被腐蚀。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:船舶舱口盖焊接方法,包括设置在甲板位置的合围板,且甲板下方位置设置有贴板,合围板呈圆柱形设置,具体的焊接方法如下:
8.步骤一.首先将甲板、贴板和合围板表面进行打磨使其表面平整,再将其表面清洗烘干,将合围板贴紧甲板和贴板的贯穿孔位置,保证焊接时焊缝位置不会有杂质,避免焊接式有气泡等影响焊接强度的因素存在;
9.步骤二.通过氧化炔焊接的方法将合围板外侧首次焊接在甲板和贴板贯穿孔位置,且合围板位于甲板和贴板上表面下表面接触的面均需要进行焊接,正反面均进行焊接,使得焊接强度大大增加;
10.步骤三.焊接冷却后在氧化炔焊接的焊接位置通过细搓打磨焊缝位置,打磨结束后,将焊缝位置的打磨废屑清理干净,避免焊缝表面出现有波浪形的凹槽,造成海水堆积腐蚀氧化焊缝;
11.步骤四.在焊缝打磨后通过焊条进行电弧焊,且通过自送焊条焊钳进行焊接,通过自送焊条焊钳进行焊接时保证焊钳与焊缝保持一定距离,避免影响焊接视线,同时避免焊钳与焊接件过近,造成碰触焊接件导致焊接件偏移,影响焊接精度,电弧焊时焊缝呈鱼尾纹状,再将电弧焊焊接后的焊缝进行细搓打磨,使得焊缝表面平整,将细搓打磨产生的废屑清除干净,进行二次焊接增加焊接的强度,同时细搓可以取出鱼尾纹状的凹槽,避免还会堆积,同时方便进行喷涂防腐面漆;
12.步骤五.将合围板与甲板和贴板的焊接缝位置喷涂防腐面漆,并将圆弧形的橡胶条通过高温热熔焊接在焊缝位置,且橡胶条高温热熔焊接时通过均匀模具分段焊接,且每
次焊接等到均匀模具内的橡胶干结凝固后再进行下一段的焊接,通过均匀模具将直接焊接的上方和下方进行遮挡,使得橡胶热熔焊接更加的均匀整齐,防腐面漆可以有效地隔绝空气和海水,避免焊缝位置受到海水腐蚀;
13.步骤六.在圆柱形合围板外壁位于甲板上方位置打孔,并通过铰链连接有密封舱盖,通过上述技术方案,通过铰链连接的密封舱盖方便进行开关。
14.优选的,步骤二中氧化炔焊接的焊缝截面呈圆弧形,且顶峰厚度不低于8毫米,且焊缝底部宽度不低于4厘米,步骤三中氧化炔焊接的焊缝打磨程度为将焊缝表面的波浪形凹槽打磨平整,且圆弧形焊缝的顶峰厚度不低于5毫米,焊缝底部宽度不低于4毫米,对焊缝厚度可宽度进行限定,有效地保证在细搓后保证焊接的强度,同时避免在细搓时造成焊缝被搓漏。
15.优选的,步骤四中电弧焊的焊缝需要将氧化炔焊接的焊缝进行包裹,且在细搓打磨时间鱼尾纹装的凹槽打磨平整,且氧化炔焊接的焊缝不会暴露,这样可以有效地保证焊接的厚度即强度。
16.优选的,步骤五中的防腐面漆为醇酸面漆,醇酸面漆有效的耐海水腐蚀。
17.优选的,所述自送焊条焊钳包括焊钳主体,所述焊钳主体上表面位置贯穿开设有夹持槽,所述夹持槽两平行侧壁之间依次固定连接有若干均匀分布的导电环,所述导电环内壁位置镶嵌滑动连接有石墨环,所述夹持槽两平行内壁位于导电环下方位置贯穿转动连接有送料辊。
18.通过上述技术方案,通过不同的导电环可以对不同型号的焊条进行限位,石墨环具有耐磨和润滑的作用,使得焊条送料时更加的润滑。
19.优选的,所述送料辊呈阶梯形设置,且焊钳主体内侧位置转动连接有两个对称设置的转动主轴,且两个转动主轴与送料辊呈贯穿固定连接。
20.通过上述技术方案,通过阶梯形设置的转动主轴可以适应不同型号的焊条,对不同型号的焊条进行选择并进行输送。
21.优选的,所述焊钳主体上方位置设置有导电帽,且导电帽为黄铜材料且通过导线与任意一个导电环通过导线电连接,所述焊钳主体内底壁位置固定连接有驱动电机,驱动电机驱动端和对应位置的转动主轴位置均贯穿固定连接有驱动齿轮,且两个驱动齿轮之间通过轮齿啮合连接。
22.通过上述技术方案,通过导电帽与导电环进行连接,使得石墨环与电源负极进行连接,并与焊条的端面位置进行固定连接,实现导电,通过驱动电机提供动能,使得驱动齿轮将动力传递到送料辊位置使得送料辊转动。
23.优选的,所述焊钳主体背面中心位置固定连接有焊钳握把,且焊钳握把远离焊钳主体一端位置贯穿固定连接有负极导电头,且负极导电头与焊机的负极通过导线连接,且负极导电头与石墨环通过导线和断电开关电连接,且断电开关与焊钳握把贯穿固定连接。
24.通过上述技术方案,通过断电开关使得负极导电头与导电环连接电源负极的导线实现断开,避免在非焊接阶段放出电弧。
25.(三)有益效果
26.本发明提供了船舶舱口盖焊接方法。具备以下有益效果:
27.1.本发明可以分别实现角隅伸入仓口的围板焊接和角隅不伸入仓口的围板焊接,
且焊缝位置首先经过细搓避免出现焊缝位置出现波纹形凹槽,有效地避免海水残留在焊缝的凹槽内造成生锈腐蚀,且焊接缝位置喷涂防腐面漆,有效地避免被氧化腐蚀,同时再通过硅酮防水胶或橡胶条可以有效地进一步防水,保护面漆,避免焊缝氧化腐蚀,同时第一步通过氧化炔进行焊接,再通过电弧焊进一步焊接,使得焊接强度大大增强。
28.2.本发明可以实现对焊条通过送料辊进行传送,使得焊钳与焊缝之间保持一定的距离,避免焊钳与焊缝距离过近造成影响焊接视线,同时避免焊钳与焊缝之间距离太近造成手部触碰焊接件,造成焊接件偏离,影响焊接精度。
附图说明
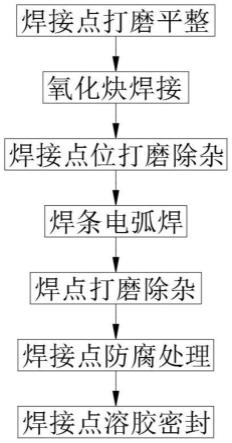
29.图1为本发明船舶舱口盖焊接方法流程图;
30.图2为角隅伸入仓口的围板焊接方法;
31.图3为角隅不伸入仓口的围板焊接方法;
32.图4为自送焊条焊钳的立体结构示意图;
33.图5为自送焊条焊钳的侧视图;
34.图6为焊钳主体的俯剖视图。
35.其中,1、甲板;2、贴板;3、第一分围板;4、第二分围板;5、合围板;6、焊钳握把;7、石墨环;8、负极导电头;9、转动主轴;10、驱动齿轮;11、驱动电机;12、焊钳主体;13、导电环;14、送料辊;15、夹持槽;16、断电开关;17、导电帽。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例一:
38.如图1-2示,本发明实施例提供船舶舱口盖焊接方法,包括设置在甲板1位置的合围板5,且甲板1下方位置设置有贴板2,合围板5呈圆柱形设置,具体的焊接方法如下:
39.步骤一.首先将甲板1、贴板2和合围板5表面进行打磨使其表面平整,再将其表面清洗烘干,将合围板5贴紧甲板1和贴板2的贯穿孔位置;
40.步骤二.通过氧化炔焊接的方法将合围板5外侧首次焊接在甲板1和贴板2贯穿孔位置,且合围板5位于甲板1和贴板2上表面下表面接触的面均需要进行焊接,氧化炔焊接的焊缝截面呈圆弧形,且顶峰厚度不低于8毫米,且焊缝底部宽度不低于4厘米;
41.步骤三.焊接冷却后在氧化炔焊接的焊接位置通过细搓打磨焊缝位置,打磨结束后,将焊缝位置的打磨废屑清理干净,氧化炔焊接的焊缝打磨程度为将焊缝表面的波浪形凹槽打磨平整,且圆弧形焊缝的顶峰厚度不低于5毫米,焊缝底部宽度不低于4毫米;
42.步骤四.在焊缝打磨后通过焊条进行电弧焊,且通过自送焊条焊钳进行焊接,电弧焊时焊缝呈鱼尾纹状,再将电弧焊焊接后的焊缝进行细搓打磨,使得焊缝表面平整,将细搓打磨产生的废屑清除干净,电弧焊的焊缝需要将氧化炔焊接的焊缝进行包裹,且在细搓打磨时间鱼尾纹装的凹槽打磨平整,且氧化炔焊接的焊缝不会暴露;
43.步骤五.将合围板5与甲板1和贴板2的焊接缝位置喷涂防腐面漆,并将圆弧形的橡胶条通过高温热熔焊接在焊缝位置,防腐面漆为醇酸面漆;
44.步骤六.在圆柱形合围板5外壁位于甲板1上方位置打孔,并通过铰链连接有密封舱盖。
45.实施例二:
46.如图1和图3所示,本发明实施例提供船舶舱口盖焊接方法,船舶舱口盖焊接方法,包括设置在甲板1下方位置的贴板2,甲板1和贴板2之间设置有第一分围板3,且甲板1上方位置设置有第二分围板4,具体的焊接方法如下,第二分围板4和第一分围板3为圆柱形设置,且第二分围板4和第一分围板3与甲板1和贴板2的贯穿孔呈同心设置:
47.步骤一.首先将甲板1、贴板2、第二分围板4和第一分围板3表面进行打磨使其表面平整,再将其表面清洗烘干,将第二分围板4与甲板1上表面抵紧贴合,将第一分围板3与甲板1和贴板2上表面和下表面抵紧贴合;
48.步骤二.通过氧化炔焊接的方法将第二分围板4底部首次焊接在甲板1表面贯穿孔,再将第一分围板3与甲板1和贴板2贯穿孔位置进行首次焊接,第一分围板3和第二分围板4内侧和外侧均需要进行焊接,氧化炔焊接的焊缝截面呈圆弧形,且顶峰厚度不低于8毫米,且焊缝底部宽度不低于4厘米;
49.步骤三.焊接冷却后在氧化炔焊接的焊接位置通过细搓打磨焊缝位置,打磨结束后,将焊缝位置的打磨废屑清理干净,氧化炔焊接的焊缝打磨程度为将焊缝表面的波浪形凹槽打磨平整,且圆弧形焊缝的顶峰厚度不低于5毫米,焊缝底部宽度不低于4毫米;
50.步骤四.在焊缝打磨后通过焊条进行电弧焊,电弧焊时焊缝呈鱼尾纹状,再将电弧焊焊接后的焊缝进行细搓打磨,使得焊缝表面平整,将细搓打磨产生的废屑清除干净,电弧焊的焊缝需要将氧化炔焊接的焊缝进行包裹,且在细搓打磨时间鱼尾纹装的凹槽打磨平整,且氧化炔焊接的焊缝不会暴露;
51.步骤五.将甲板1、贴板2第一分围板3和第二分围板4的焊接缝位置喷涂防腐面漆,并在焊接缝位置打上硅酮防水胶,且在打硅酮防水胶时需要通过均匀模具进行定形,防腐面漆为醇酸面漆;
52.步骤六.在第二分围板4外壁上方位置打孔,并通过铰链连接有密封舱盖。
53.实施例三.实施例一中自送焊条焊钳包括焊钳主体12,焊钳主体12背面中心位置固定连接有焊钳握把6,且焊钳握把6远离焊钳主体12一端位置贯穿固定连接有负极导电头8,且负极导电头8与焊机的负极通过导线连接,且负极导电头8与石墨环7通过导线和断电开关16电连接,且断电开关16与焊钳握把6贯穿固定连接。
54.焊钳主体12上方位置设置有导电帽17,且导电帽17为黄铜材料且通过导线与任意一个导电环13通过导线电连接,焊钳主体12内底壁位置固定连接有驱动电机11,驱动电机11驱动端和对应位置的转动主轴9位置均贯穿固定连接有驱动齿轮10,且两个驱动齿轮10之间通过轮齿啮合连接,焊钳主体12上表面位置贯穿开设有夹持槽15。
55.夹持槽15两平行侧壁之间依次固定连接有若干均匀分布的导电环13,导电环13内壁位置镶嵌滑动连接有石墨环7,夹持槽15两平行内壁位于导电环13下方位置贯穿转动连接有送料辊14,送料辊14呈阶梯形设置,且焊钳主体12内侧位置转动连接有两个对称设置的转动主轴9,且两个转动主轴9与送料辊14呈贯穿固定连接。
56.综上,实施利一和实施例二可以分别实现角隅伸入仓口的围板焊接和角隅不伸入仓口的围板焊接,且焊缝位置首先经过细搓避免出现焊缝位置出现波纹形凹槽,有效地避免海水残留在焊缝的凹槽内造成生锈腐蚀,且焊接缝位置喷涂防腐面漆,有效地避免被氧化腐蚀,同时再通过硅酮防水胶或橡胶条可以有效地进一步防水,保护面漆,避免焊缝氧化腐蚀。
57.工作原理:自送焊条焊钳的具体工作原理如下,通过将长焊条的焊头卡在导电帽17位置,将焊条穿过对应型号的石墨环7,并启动驱动电机11,使得送料辊14对焊条进行输送,按压断电开关16,使得导电帽17的负电极导电,即可实现焊接。
58.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。