1.本发明属于焊接技术领域,具体的说是一种激光焊接高碳钢焊接助剂的涂抹方法。
背景技术:
2.金属焊接助剂是多种成膜助剂、稳定剂、推进剂及能量吸收剂经高温反应,冷却过滤而成。
3.根据cn109352210a一种轻型钢结构焊接助剂及其制备工艺,该发明轻型钢结构焊接助剂及其制备工艺能有效提高焊接性能,焊接强度大,无腐蚀性,安全环保,不会对环境产生污染,成本低,可操作性强,焊缝具有优良的抗裂、抗疲劳性能,耐久性得到提高。
4.但是现有技术中,焊接助剂在使用时,在进行激光焊接前,需要将焊接助剂均匀的涂抹于连接缝隙位置,然后再通过激光焊接机进行快速焊接,但是专门进行人工涂抹焊接助剂会严重影响激光焊接效率,同时焊接过程中,金属板焊接位置容易快速氧化,影响焊接质量,为了解决该问题, 通过在焊接位置进行空气隔绝,并充入氩气或二氧化碳气体,避免氧化问题,但是大面积导入气体以及进行密封,会大幅增加设备成本等问题。
5.鉴于此,本发明提供是一种激光焊接高碳钢焊接助剂的涂抹方法,解决了上述技术问题。
技术实现要素:
6.为了弥补现有技术中,焊接助剂在使用时,在进行激光焊接前,需要将焊接助剂均匀的涂抹于连接缝隙位置,然后再通过激光焊接机进行快速焊接,但是专门进行人工涂抹焊接助剂会严重影响激光焊接效率,同时焊接过程中,金属板焊接位置容易快速氧化,影响焊接质量,为了解决该问题, 通过在焊接位置进行空气隔绝,并充入氩气或二氧化碳气体,避免氧化问题,但是大面积导入气体以及进行密封,会大幅增加设备成本等问题,本发明提出的一种激光焊接高碳钢焊接助剂的涂抹方法。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种用于激光焊接高碳钢焊接助剂,所述焊接助剂包括以下质量份数原料:有机硅改性丙烯酸树脂20-30份、乙二醇丁醚醋酸酯18-27份、松香有机酸活化剂15-25份、三乙醇胺5-8份、碳酸铜10-15份、苯二酚3-5份、草酸20-25份、纳米二氧化钛8-13份、二丙酮醇7-9份、碳酸3-5份、去离子水80-100份;所述涂抹方法用于对上述激光焊接高碳钢焊接助剂的涂抹,该方法包括如下步骤:s1:当需要使用该焊接助剂进行激光焊接时,首先将焊接助剂与激光焊接机连接,当需要对两块金属板进行激光焊接时,首先控制焊头移动到靠近金属板位置,并使得导块与金属板之间挤压,进而导块会内收入导槽的内部,导块进而会带动第二连块与第一连块之间连接,实现焊接助剂导入喷头,并通过喷头导出,随着焊头的不断移动,实现了激光焊
接前,自动化涂抹焊接助剂;s2:通过在导块的底面设置展块,通过在展块的底面滑动连接均匀布置的滑块,一方面展块整体可以起到对焊接助剂进行展平,保证焊接助剂的涂抹均匀性,另一方面均匀的滑块滑动调节,可以适应不同的表面焊接展平需求;s3:通过设置加热片,通过加热片温热,可以促进激光焊接前的碳酸分解,进而使得焊接位置提前弥漫二氧化碳,保证焊接点特别是起始焊接点的质量;通过设置隔板,通过隔板的内部开设隔热腔,起到有效的隔热作用,避免焊接过程中,火花飞溅到弹性片的表面,导致弹性片损坏或焊接高温导致弹性片粘结问题;s4:当焊头焊接移动时,焊头下方的滚轮转动,滚轮会带动转动块转动,进而带动转动叶转动,通过转动叶使得气体不断的通过进气孔导入转动腔,进而气体通过出气孔导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果;通过将进气孔设置于高位,同时出气孔的开口朝下,避免了焊接助剂直接流入进气孔,同时保证了二氧化碳气体直接朝向焊接点喷射,进一步提高保护效果;s5:通过设置环形齿轮和齿块,当第二顶杆受到挤压时,第二顶杆内部的气体会进入到第一顶杆的内部,第一顶杆顶出,第一顶杆首先会带动控制块移动,控制块会带动齿块导出对应齿槽,然后移动块会和齿块同步移动,并带动环形齿轮小幅转动,通过第二顶杆的反复压缩,即可实现环形齿轮的多次单向转动,通过环形齿轮转动会带动清理杆转动,实现对挡环内表面的清理,避免焊接料飞溅到挡环的内表面,影响到挡环的透光性;s6:通过设置转动板,通过第二顶杆压缩,第二顶杆会带动第三顶杆顶出,第三顶杆进而会带动连杆移动,通过连杆会带动均匀的转动板转动,实现挡环透光的开闭,保证了在焊接瞬间,对挡环进行自动遮挡,减少焊接光污染,实现对工作人员眼睛的自动保护;其中,该焊接助剂涂抹过程中所使用的激光焊接机,包括壳体、固定座和焊头;所述壳体的内部转动连接有固定座;所述固定座的上方设有焊头;所述焊头的底面开设有导槽;所述导槽的内部滑动连接有导块;所述导槽的槽底固连有第一连块;所述第一连块的底面开设有连槽;所述导块的顶面设有第二连块;所述导块的底面固连有激光头;所述导块的侧面设有喷头;工作时,金属焊接助剂是多种成膜助剂、稳定剂、推进剂及能量吸收剂经高温反应,冷却过滤而成,现有技术中,焊接助剂在使用时,在进行激光焊接前,需要将焊接助剂均匀的涂抹于连接缝隙位置,然后再通过激光焊接机进行快速焊接,但是专门进行人工涂抹焊接助剂会严重影响激光焊接效率,同时焊接过程中,金属板焊接位置容易快速氧化,影响焊接质量,为了解决该问题, 通过在焊接位置进行空气隔绝,并充入氩气或二氧化碳气体,避免氧化问题,但是大面积导入气体以及进行密封,会大幅增加设备成本等问题,通过本发明的一种用于激光焊接高碳钢焊接助剂,当需要使用该焊接助剂进行激光焊接时,首先将焊接助剂与激光焊接机连接,当需要对两块金属板进行激光焊接时,首先控制焊头移动到靠近金属板位置,并使得导块与金属板之间挤压,进而导块会内收入导槽的内部,导块进而会带动第二连块与第一连块之间连接,实现焊接助剂导入喷头,并通过喷头导出,随着焊头的不断移动,实现了激光焊接前,自动化涂抹焊接助剂,通过本发明有效的实现了激光焊接前的自动化涂抹焊接助剂,减少人力成本投入,大幅提高激光焊接效率,同时焊接助剂的内部含有碳酸,焊接时,高温的作用下,使得碳酸自动分解,产生二氧化碳,并且二氧化碳弥漫在焊接位置可以减少焊接过程中氧化问题,提高激光焊接质量。
8.优选的,所述导块的底面于喷头与激光头之间固连有展块;所述展块的底面开设有均匀布置的滑槽;所述滑槽的内部均滑动连接有均匀布置的滑块;所述滑块与对应滑槽的槽底之间均固连有弹性垫;所述滑块的底面固连有弹性片;所述弹性片的底面开设有均匀布置的球槽;所述球槽的内部均设有球珠,且球珠的最低点与弹性片的底面之间均留有等距间隙;工作时,通过设置滑块,通过在导块的底面设置展块,通过在展块的底面滑动连接均匀布置的滑块,一方面展块整体可以起到对焊接助剂进行展平,保证焊接助剂的涂抹均匀性,另一方面均匀的滑块滑动调节,可以适应不同的表面焊接展平需求。
9.优选的,所述弹性片的内部远离喷头位置开设有安装腔体;所述安装腔的内部固连有加热片;工作时,通过设置加热片,通过加热片温热,可以促进激光焊接前的碳酸分解,进而使得焊接位置提前弥漫二氧化碳,保证焊接点特别是起始焊接点的质量。
10.优选的,所述导块的底面于展块与喷头之间固连有隔板;所述隔板的中部开设有隔热腔;所述隔板的底面开设有均匀布置的调节槽;所述调节槽的内部均滑动连接有调节块;所述调节块与对应调节槽的槽底之间固连有调节软垫;所述调节块的底部均转动连接有滚轮;工作时,通过设置隔板,通过隔板的内部开设隔热腔,起到有效的隔热作用,避免焊接过程中,火花飞溅到弹性片的表面,导致弹性片损坏或焊接高温导致弹性片粘结问题。
11.优选的,所述调节块的内部靠近对应滚轮位置均开设有转动腔;所述转动腔的内部均转动连接有转动块,且转动块与对应滚轮之间固定连接;所述转动块的表面固连有均匀布置的转动叶;所述隔板相对于展块的一侧侧面开设有进气孔,且进气孔与转动腔之间相互连通;所述隔板相对于激光头的一侧侧面开设有出气孔,且出气孔与转动腔之间相互连通;工作时,通过设置转动块和转动叶,当焊头焊接移动时,焊头下方的滚轮转动,滚轮会带动转动块转动,进而带动转动叶转动,通过转动叶使得气体不断的通过进气孔导入转动腔,进而气体通过出气孔导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果。
12.优选的,所述进气孔的位置均位于远离滚轮位置;所述出气孔的位置均位于靠近滚轮位置,且出气孔的开口方向均倾斜向下;工作时,通过将进气孔设置于高位,同时出气孔的开口朝下,避免了焊接助剂直接流入进气孔,同时保证了二氧化碳气体直接朝向焊接点喷射,进一步提高保护效果。
13.优选的,所述导块的底面固连有挡环;所述挡环为透明材料设计;工作时,通过设置挡环,且挡环为透明材料设计,不但实现了对焊接点的保护,减少二氧化碳溢出以及焊接料飞溅,而且不影响正常的观察,提高焊接的安全性,以及减少后期清理工作量。
14.优选的,所述导块的底面开设有环形槽;所述环形槽的内部转动连接有环形齿轮;所述环形齿轮的底部设有清理杆;所述导块的内部靠近环形槽位置开设有移动槽;所述移动槽的内部滑动连接有移动块;所述移动块的内部开设有控制槽;所述控制槽的内部滑动连接有控制块;所述控制块的侧面为斜面结构设计;所述移动块的侧面开设有均匀布置的齿槽;所述齿槽的内部均滑动连接有齿块;所述控制块的端面设有第一顶杆;所述连槽的底面设有第二顶杆;工作时,通过设置环形齿轮和齿块,当第二顶杆受到挤压时,第二顶杆内部的气体会进入到第一顶杆的内部,第一顶杆顶出,第一顶杆首先会带动控制块移动,控制块会带动齿块导出对应齿槽,然后移动块会和齿块同步移动,并带动环形齿轮小幅转动,通过第二顶杆的反复压缩,即可实现环形齿轮的多次单向转动,通过环形齿轮转动会带动清
理杆转动,实现对挡环内表面的清理,避免焊接料飞溅到挡环的内表面,影响到挡环的透光性。
15.优选的,所述导块与挡环之间共同开设有腔体;所述腔体的内部滑动连接有连杆;所述连杆连有第三顶杆,且第三顶杆与第二顶杆之间相互连通;所述连杆的表面铰接有均匀布置的转动板,且转动板与腔体的内表面之间转动连接;工作时,通过设置转动板,通过第二顶杆压缩,第二顶杆会带动第三顶杆顶出,第三顶杆进而会带动连杆移动,通过连杆会带动均匀的转动板转动,实现挡环透光的开闭,保证了在焊接瞬间,对挡环进行自动遮挡,减少焊接光污染,实现对工作人员眼睛的自动保护。
16.一种用于激光焊接高碳钢焊接助剂的制备方法,该制备方法适用于上述所述的用于激光焊接高碳钢焊接助剂,包括以下制备步骤:s1:首先按照原料比例要求称取有机硅改性丙烯酸树脂、乙二醇丁醚醋酸酯、松香有机酸活化剂、三乙醇胺、碳酸铜、苯二酚、草酸、纳米二氧化钛、二丙酮醇、碳酸和去离子水,并将原料分别放入到盛放罐中;s2:然后将s1中的有机硅改性丙烯酸树脂、乙二醇丁醚醋酸酯、松香有机酸活化剂、三乙醇胺、碳酸铜、苯二酚、草酸、纳米二氧化钛和二丙酮醇原料加入到反应釜中,充分搅拌混合,搅拌同时不断的向混合容器中加入去离子水,且控制混合溶液的温度在180~200℃,得到乳液;s3:将s2中的乳液过滤并收集滤液,然后将滤液加入到加压罐中,再向加压罐的内部导入碳酸,得到成品焊接助剂,最后将焊接助剂加入到成品罐中。
17.本发明的有益效果如下:1.本发明所述的一种激光焊接高碳钢焊接助剂的涂抹方法,通过焊接助剂内部的碳酸原料与焊接过程中所使用的激光焊接机相配合,有效的实现了激光焊接前的自动化涂抹焊接助剂,减少人力成本投入,大幅提高激光焊接效率,同时焊接助剂的内部含有碳酸,焊接时,高温的作用下,使得碳酸自动分解,产生二氧化碳,并且二氧化碳弥漫在焊接位置可以减少焊接过程中氧化问题,提高激光焊接质量。
18.2.本发明所述的一种激光焊接高碳钢焊接助剂的涂抹方法,通过焊接过程中所使用的激光焊接机,通过设置转动块和转动叶,当焊头焊接移动时,焊头下方的滚轮转动,滚轮会带动转动块转动,进而带动转动叶转动,通过转动叶使得气体不断的通过进气孔导入转动腔,进而气体通过出气孔导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果。
附图说明
19.下面结合附图对本发明作进一步说明。
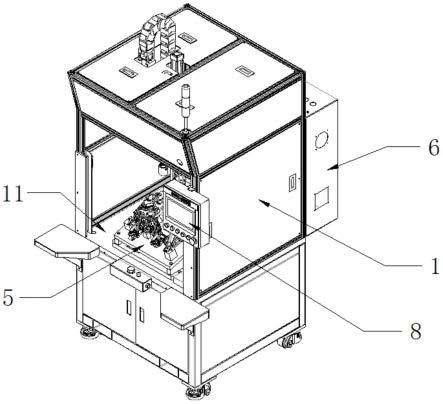
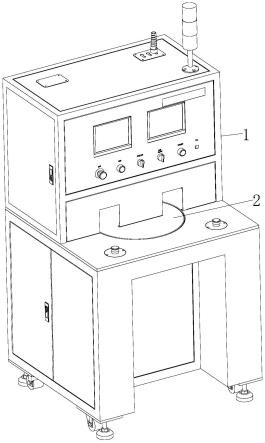
20.图1是本发明的制备方法流程图;图2是本发明的立体图;图3是本发明的主视图;图4是本发明的清理杆所在传动机构部件图;图5是图3中a处的局部放大视图;图6是图5中b处的局部放大视图;
图7是图5中c处的局部放大视图;图8是图5中d处的局部放大视图;图中:壳体1、固定座2、焊头3、导块4、第一连块5、第二连块6、激光头7、喷头8、展块9、滑块10、弹性垫11、弹性片12、球珠13、加热片14、隔板15、调节块16、调节软垫17、滚轮18、转动块19、转动叶20、进气孔21、出气孔22、挡环23、环形齿轮24、清理杆25、移动块26、控制块27、齿块28、第一顶杆29、第二顶杆30、连杆31、第三顶杆32、转动板33。
具体实施方式
21.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
22.如图1至图8所示,本发明所述的一种用于激光焊接高碳钢焊接助剂,所述焊接助剂包括以下质量份数原料:有机硅改性丙烯酸树脂20-30份、乙二醇丁醚醋酸酯18-27份、松香有机酸活化剂15-25份、三乙醇胺5-8份、碳酸铜10-15份、苯二酚3-5份、草酸20-25份、纳米二氧化钛8-13份、二丙酮醇7-9份、碳酸3-5份、去离子水80-100份;所述涂抹方法用于对上述激光焊接高碳钢焊接助剂的涂抹,该方法包括如下步骤:s1:当需要使用该焊接助剂进行激光焊接时,首先将焊接助剂与激光焊接机连接,当需要对两块金属板进行激光焊接时,首先控制焊头3移动到靠近金属板位置,并使得导块4与金属板之间挤压,进而导块4会内收入导槽的内部,导块4进而会带动第二连块6与第一连块5之间连接,实现焊接助剂导入喷头8,并通过喷头8导出,随着焊头3的不断移动,实现了激光焊接前,自动化涂抹焊接助剂;s2:通过在导块4的底面设置展块9,通过在展块9的底面滑动连接均匀布置的滑块10,一方面展块9整体可以起到对焊接助剂进行展平,保证焊接助剂的涂抹均匀性,另一方面均匀的滑块10滑动调节,可以适应不同的表面焊接展平需求;s3:通过设置加热片14,通过加热片14温热,可以促进激光焊接前的碳酸分解,进而使得焊接位置提前弥漫二氧化碳,保证焊接点特别是起始焊接点的质量;通过设置隔板15,通过隔板15的内部开设隔热腔,起到有效的隔热作用,避免焊接过程中,火花飞溅到弹性片12的表面,导致弹性片12损坏或焊接高温导致弹性片12粘结问题;s4:当焊头3焊接移动时,焊头3下方的滚轮18转动,滚轮18会带动转动块19转动,进而带动转动叶20转动,通过转动叶20使得气体不断的通过进气孔21导入转动腔,进而气体通过出气孔22导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果;通过将进气孔21设置于高位,同时出气孔22的开口朝下,避免了焊接助剂直接流入进气孔21,同时保证了二氧化碳气体直接朝向焊接点喷射,进一步提高保护效果;s5:通过设置环形齿轮24和齿块28,当第二顶杆30受到挤压时,第二顶杆30内部的气体会进入到第一顶杆29的内部,第一顶杆29顶出,第一顶杆29首先会带动控制块27移动,控制块27会带动齿块28导出对应齿槽,然后移动块26会和齿块28同步移动,并带动环形齿轮24小幅转动,通过第二顶杆30的反复压缩,即可实现环形齿轮24的多次单向转动,通过环形齿轮24转动会带动清理杆25转动,实现对挡环23内表面的清理,避免焊接料飞溅到挡环
23的内表面,影响到挡环23的透光性;s6:通过设置转动板33,通过第二顶杆30压缩,第二顶杆30会带动第三顶杆32顶出,第三顶杆32进而会带动连杆31移动,通过连杆31会带动均匀的转动板33转动,实现挡环23透光的开闭,保证了在焊接瞬间,对挡环23进行自动遮挡,减少焊接光污染,实现对工作人员眼睛的自动保护;其中,该焊接助剂在涂抹过程中所使用的激光焊接机,包括壳体1、固定座2和焊头3;所述壳体1的内部转动连接有固定座2;所述固定座2的上方设有焊头3;所述焊头3的底面开设有导槽;所述导槽的内部滑动连接有导块4;所述导槽的槽底固连有第一连块5;所述第一连块5的底面开设有连槽;所述导块4的顶面设有第二连块6;所述导块4的底面固连有激光头7;所述导块4的侧面设有喷头8;工作时,金属焊接助剂是多种成膜助剂、稳定剂、推进剂及能量吸收剂经高温反应,冷却过滤而成,现有技术中,焊接助剂在使用时,在进行激光焊接前,需要将焊接助剂均匀的涂抹于连接缝隙位置,然后再通过激光焊接机进行快速焊接,但是专门进行人工涂抹焊接助剂会严重影响激光焊接效率,同时焊接过程中,金属板焊接位置容易快速氧化,影响焊接质量,为了解决该问题, 通过在焊接位置进行空气隔绝,并充入氩气或二氧化碳气体,避免氧化问题,但是大面积导入气体以及进行密封,会大幅增加设备成本等问题,通过本发明的一种用于激光焊接高碳钢焊接助剂,当需要使用该焊接助剂进行激光焊接时,首先将焊接助剂与激光焊接机连接,当需要对两块金属板进行激光焊接时,首先控制焊头3移动到靠近金属板位置,并使得导块4与金属板之间挤压,进而导块4会内收入导槽的内部,导块4进而会带动第二连块6与第一连块5之间连接,实现焊接助剂导入喷头8,并通过喷头8导出,随着焊头3的不断移动,实现了激光焊接前,自动化涂抹焊接助剂,通过本发明有效的实现了激光焊接前的自动化涂抹焊接助剂,减少人力成本投入,大幅提高激光焊接效率,同时焊接助剂的内部含有碳酸,焊接时,高温的作用下,使得碳酸自动分解,产生二氧化碳,并且二氧化碳弥漫在焊接位置可以减少焊接过程中氧化问题,提高激光焊接质量。
23.作为本发明的一种实施方式,所述导块4的底面于喷头8与激光头7之间固连有展块9;所述展块9的底面开设有均匀布置的滑槽;所述滑槽的内部均滑动连接有均匀布置的滑块10;所述滑块10与对应滑槽的槽底之间均固连有弹性垫11;所述滑块10的底面固连有弹性片12;所述弹性片12的底面开设有均匀布置的球槽;所述球槽的内部均设有球珠13,且球珠13的最低点与弹性片12的底面之间均留有等距间隙;工作时,通过设置滑块10,通过在导块4的底面设置展块9,通过在展块9的底面滑动连接均匀布置的滑块10,一方面展块9整体可以起到对焊接助剂进行展平,保证焊接助剂的涂抹均匀性,另一方面均匀的滑块10滑动调节,可以适应不同的表面焊接展平需求。
24.作为本发明的一种实施方式,所述弹性片12的内部远离喷头8位置开设有安装腔体;所述安装腔的内部固连有加热片14;工作时,通过设置加热片14,通过加热片14温热,可以促进激光焊接前的碳酸分解,进而使得焊接位置提前弥漫二氧化碳,保证焊接点特别是起始焊接点的质量。
25.作为本发明的一种实施方式,所述导块4的底面于展块9与喷头8之间固连有隔板15;所述隔板15的中部开设有隔热腔;所述隔板15的底面开设有均匀布置的调节槽;所述调节槽的内部均滑动连接有调节块16;所述调节块16与对应调节槽的槽底之间固连有调节软
垫17;所述调节块16的底部均转动连接有滚轮18;工作时,通过设置隔板15,通过隔板15的内部开设隔热腔,起到有效的隔热作用,避免焊接过程中,火花飞溅到弹性片12的表面,导致弹性片12损坏或焊接高温导致弹性片12粘结问题。
26.作为本发明的一种实施方式,所述调节块16的内部靠近对应滚轮18位置均开设有转动腔;所述转动腔的内部均转动连接有转动块19,且转动块19与对应滚轮18之间固定连接;所述转动块19的表面固连有均匀布置的转动叶20;所述隔板15相对于展块9的一侧侧面开设有进气孔21,且进气孔21与转动腔之间相互连通;所述隔板15相对于激光头7的一侧侧面开设有出气孔22,且出气孔22与转动腔之间相互连通;工作时,通过设置转动块19和转动叶20,当焊头3焊接移动时,焊头3下方的滚轮18转动,滚轮18会带动转动块19转动,进而带动转动叶20转动,通过转动叶20使得气体不断的通过进气孔21导入转动腔,进而气体通过出气孔22导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果。
27.作为本发明的一种实施方式,所述进气孔21的位置均位于远离滚轮18位置;所述出气孔22的位置均位于靠近滚轮18位置,且出气孔22的开口方向均倾斜向下;工作时,通过将进气孔21设置于高位,同时出气孔22的开口朝下,避免了焊接助剂直接流入进气孔21,同时保证了二氧化碳气体直接朝向焊接点喷射,进一步提高保护效果。
28.作为本发明的一种实施方式,所述导块4的底面固连有挡环23;所述挡环23为透明材料设计;工作时,通过设置挡环23,且挡环23为透明材料设计,不但实现了对焊接点的保护,减少二氧化碳溢出以及焊接料飞溅,而且不影响正常的观察,提高焊接的安全性,以及减少后期清理工作量。
29.作为本发明的一种实施方式,所述导块4的底面开设有环形槽;所述环形槽的内部转动连接有环形齿轮24;所述环形齿轮24的底部设有清理杆25;所述导块4的内部靠近环形槽位置开设有移动槽;所述移动槽的内部滑动连接有移动块26;所述移动块26的内部开设有控制槽;所述控制槽的内部滑动连接有控制块27;所述控制块27的侧面为斜面结构设计;所述移动块26的侧面开设有均匀布置的齿槽;所述齿槽的内部均滑动连接有齿块28;所述控制块27的端面设有第一顶杆29;所述连槽的底面设有第二顶杆30;工作时,通过设置环形齿轮24和齿块28,当第二顶杆30受到挤压时,第二顶杆30内部的气体会进入到第一顶杆29的内部,第一顶杆29顶出,第一顶杆29首先会带动控制块27移动,控制块27会带动齿块28导出对应齿槽,然后移动块26会和齿块28同步移动,并带动环形齿轮24小幅转动,通过第二顶杆30的反复压缩,即可实现环形齿轮24的多次单向转动,通过环形齿轮24转动会带动清理杆25转动,实现对挡环23内表面的清理,避免焊接料飞溅到挡环23的内表面,影响到挡环23的透光性。
30.作为本发明的一种实施方式,所述导块4与挡环23之间共同开设有腔体;所述腔体的内部滑动连接有连杆31;所述连杆31连有第三顶杆32,且第三顶杆32与第二顶杆30之间相互连通;所述连杆31的表面铰接有均匀布置的转动板33,且转动板33与腔体的内表面之间转动连接;工作时,通过设置转动板33,通过第二顶杆30压缩,第二顶杆30会带动第三顶杆32顶出,第三顶杆32进而会带动连杆31移动,通过连杆31会带动均匀的转动板33转动,实现挡环23透光的开闭,保证了在焊接瞬间,对挡环23进行自动遮挡,减少焊接光污染,实现对工作人员眼睛的自动保护。
31.一种用于激光焊接高碳钢焊接助剂的制备方法,该制备方法适用于上述所述的用于激光焊接高碳钢焊接助剂,包括以下制备步骤:s1:首先按照原料比例要求称取有机硅改性丙烯酸树脂、乙二醇丁醚醋酸酯、松香有机酸活化剂、三乙醇胺、碳酸铜、苯二酚、草酸、纳米二氧化钛、二丙酮醇、碳酸和去离子水,并将原料分别放入到盛放罐中;s2:然后将s1中的有机硅改性丙烯酸树脂、乙二醇丁醚醋酸酯、松香有机酸活化剂、三乙醇胺、碳酸铜、苯二酚、草酸、纳米二氧化钛和二丙酮醇原料加入到反应釜中,充分搅拌混合,搅拌同时不断的向混合容器中加入去离子水,且控制混合溶液的温度在180~200℃,得到乳液;s3:将s2中的乳液过滤并收集滤液,然后将滤液加入到加压罐中,再向加压罐的内部导入碳酸,得到成品焊接助剂,最后将焊接助剂加入到成品罐中。
32.具体工作流程如下:工作时,当需要使用该焊接助剂进行激光焊接时,首先将焊接助剂与激光焊接机连接,当需要对两块金属板进行激光焊接时,首先控制焊头3移动到靠近金属板位置,并使得导块4与金属板之间挤压,进而导块4会内收入导槽的内部,导块4进而会带动第二连块6与第一连块5之间连接,实现焊接助剂导入喷头8,并通过喷头8导出,随着焊头3的不断移动,实现了激光焊接前,自动化涂抹焊接助剂;通过在导块4的底面设置展块9,通过在展块9的底面滑动连接均匀布置的滑块10,一方面展块9整体可以起到对焊接助剂进行展平,保证焊接助剂的涂抹均匀性,另一方面均匀的滑块10滑动调节,可以适应不同的表面焊接展平需求;通过设置加热片14,通过加热片14温热,可以促进激光焊接前的碳酸分解,进而使得焊接位置提前弥漫二氧化碳,保证焊接点特别是起始焊接点的质量;通过设置隔板15,通过隔板15的内部开设隔热腔,起到有效的隔热作用,避免焊接过程中,火花飞溅到弹性片12的表面,导致弹性片12损坏或焊接高温导致弹性片12粘结问题;通过设置转动块19和转动叶20,当焊头3焊接移动时,焊头3下方的滚轮18转动,滚轮18会带动转动块19转动,进而带动转动叶20转动,通过转动叶20使得气体不断的通过进气孔21导入转动腔,进而气体通过出气孔22导出,提高了分解产生的二氧化碳气体向着焊接点位置移动,实现定点保护,提高保护效果;通过将进气孔21设置于高位,同时出气孔22的开口朝下,避免了焊接助剂直接流入进气孔21,同时保证了二氧化碳气体直接朝向焊接点喷射,进一步提高保护效果;通过设置挡环23,且挡环23为透明材料设计,不但实现了对焊接点的保护,减少二氧化碳溢出以及焊接料飞溅,而且不影响正常的观察,提高焊接的安全性,以及减少后期清理工作量;通过设置环形齿轮24和齿块28,当第二顶杆30受到挤压时,第二顶杆30内部的气体会进入到第一顶杆29的内部,第一顶杆29顶出,第一顶杆29首先会带动控制块27移动,控制块27会带动齿块28导出对应齿槽,然后移动块26会和齿块28同步移动,并带动环形齿轮24小幅转动,通过第二顶杆30的反复压缩,即可实现环形齿轮24的多次单向转动,通过环形齿轮24转动会带动清理杆25转动,实现对挡环23内表面的清理,避免焊接料飞溅到挡环23的内表面,影响到挡环23的透光性;通过设置转动板33,通过第二顶杆30压缩,第二顶杆30会带动第三顶杆32顶出,第三顶杆32进而会带动连杆31移动,通过连杆31会带动均匀的转动板33转动,实现挡环23透光的开闭,保证了在焊接瞬间,对挡环23进行自动遮挡,减少焊接光污染,实现对工作人员眼睛的自动保护。
33.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。