1.本发明属于多点渐进与数控热渐进复合成形技术领域,特别是钛合金整体壁板这类复杂曲面件电辅助多点压机成形装置和成形方法。
背景技术:
2.钛及钛合金材料不仅具有耐高温(能在600℃左右温度下稳定使用)、耐腐蚀、比强度高、抗疲劳和使用温度范围宽等突出优点,而且钛的资源丰富,可循环利用。钛合金主要用于制作飞机发动机压气机部件,其次为火箭、导弹和高速飞机的结构件。钛合金在工业中应用,用于制作电解工业的电极,发电站的冷凝器,石油精炼和海水淡化的加热器以及环境污染控制装置等。钛合金也被人们誉为“太空金属”、“海洋金属”和“陆地金属”,是重要的战略金属材料。
3.然而,钛合金在常温下屈强比大,所需成形力大,易开裂,因此钛和钛板的塑性变形范围十分窄小;而且,钛合金在常温下弹性模量也很小,因此钣金成形后回弹严重,不易贴模,成形困难。另外,钛合金在加工后易产生各向异性,导致板材性能和尺寸精度降低。目前,钛合金整体壁板常规冷变形或温热变形方法成形对设备吨位要求较高、成形过程中易出现筋根部开裂和筋上端失稳变形等成形缺陷,且最终成形尺寸精度难以保证。虽然钛合金壁板件可采用整体化铣方法或腹板焊接加强筋的方法成形,但整体化铣方法易切断金属流线、造成关键受力位置流线不合理,而焊接加强筋容易引入残余变形和焊接缺陷。因此,迫切需要针对钛合金网格筋整体壁板件开发新的整体成形技术。
4.经检索,发现中国发明专利:铝合金飞机整体壁板多点成形方法,公开号:cn 104646475a,申请号:201510096716.0,该发明公开了一种飞机铝合金整体壁板多点成形方法,该方法将带筋的铝合金整体壁板放置于可快速重构模面的上下多点模具之间,筋条之间填充填料,壁板与多点模具之间放置弹性垫,用模具对压方式按照可控制的变形路径逐步成形出带有筋条的铝合金整体壁板零件。该发明能够用于不同筋条结构的双曲率飞机铝合金整体壁板成形,解决了大尺寸、高筋条整体壁板成形的难题,但对于钛合金这类高屈强比的材料,如果采用该方法所需成形力大而且易回弹,成形难度较大,成形尺寸精度也会较低。
5.经检索,发现中国发明专利:一种高温钛合金网格筋壁板的电辅助压弯成形工艺方法,公开号:cn 111957777 b,申请号:202010782037.x,该发明公开了一种高温钛合金网格筋壁板的电辅助压弯成形工艺方法,包括以下步骤:将高温钛合金厚板铣削加工成为平面网格筋壁板;通过连接脉冲电流发生器的两个电极分别对平面网格筋壁板两端进行接触压边;脉冲电流发生器通过电极对平面网格筋壁板进行自阻加热;控制压弯凸模下行对平面网格筋壁板进行压弯操作;待平面网格筋壁板成形至设计的几何形状。该发明将脉冲电流辅助成形的思想应用于高温钛合金网格筋壁板整体成形过程,预期利用材料自阻加热效应及电致塑性效应提高高温钛合金网格筋整体壁板件成形性,并通过电-热-力场的协同控制,实现高温钛合金网格筋整体壁板件形性一体化精确调控,但由于壁板的筋板和腹板厚
度不同,其变形抗力也不同,此方法在成形过程容易出现变形不协调现象。
6.多点成形是一种板材三维曲面成形的柔性加工方法,其基本思想是采用一系列规则排列、高度可调的基本体来离散并代替传统的整体模具。由于具有高度柔性化等特点,多点成形方法具有传统模具不可替代的优势。根据成形件的不同曲面形状来实现成形面的自由、快速构造。上述多点成形技术已成功应用于高速列车、造船与飞机蒙皮等领域,实现了商品化和产业化。多点成形技术是通过调节离散型冲头高度自由构造成形曲面,是对三维曲面板材传统生产方式的重大创新,对于多种复杂曲面的成形有着独特优势。
技术实现要素:
7.针对现有技术中存在的问题,本发明提出一种钛合金整体壁板电辅助多点压机成形装置和方法,将多点压机渐进成形与电脉冲下板材自阻加热技术复合,利用钛合金材料在加热状态下的软化和蠕变性能,使其塑性提高,从而降低成形力和改善成形性,减少零件回弹和简化加工路线,而多点压机成形可充分利用多点成形的柔性优势,对于钛合金板材中的大尺寸、多种类的多曲率复杂曲面零部件,可以大大减少生产制造成本;待成形整体壁板的温度分布是分区动态实时可控的,可通过特定工具头形成通电闭合电流回路实现;曲面成形控制系统根据不同时刻板材变形所需的温度场,实时动态地分区加热整体壁板。
8.本发明的目的是通过以下技术方案予以实现,一种钛合金整体壁板电辅助多点压机成形装置包括:
9.上支撑板上安装有第一可调工具头组;下支撑板上安装有第二可调工具头组;待成形整体壁板由两侧压块定位夹紧后,处于第一可调工具头组和第二可调工具头组之间;两组可调工具头可分别在上、下支撑板上沿着其轴线方向运动;第一可调工具头组的刚性工具头通过导线接入脉冲电源发生器的正极,第二可调工具头组的刚性工具头通过导线接入脉冲电源发生器的负极,当两组工具头同时接触待成形整体壁板时,工具头组和板材之间形成多组闭合的自阻加热回路。
10.可选地,两组可调工具头组,均包括:n
×
m组刚性工具头和n
×
m组伺服液压缸;其中,各刚性工具头通过对应的伺服液压缸与支撑板连接。
11.可选地,刚性工具头通过导线与脉冲电源发生器相连,刚性工具头的结构需采用可以带着导线接头随动的结构。
12.可选地,还包括:导线、液压管道、温度控制系统、曲面成形控制系统和液压控制系统;
13.曲面成形控制系统与温度控制系统、液压控制系统、脉冲电源发生器和红外热成像仪相连,整体壁板成形过程的各个局部区域温度和工具头组的进给运动由曲面成形控制系统控制完成。
14.第一液压电磁阀组和第二液压电磁阀组输出端分别连接第一可调工具头组和第二可调工具头组,输入端分别通过第一液压总阀门和第二液压总阀门液压和液压管道与控制系统连接。
15.可选地,还包括:第一红外热成像仪、第一支架、第二红外热成像仪和第二支架;其中,第一红外热成像仪和第二红外热成像仪分别通过第一支架和第二支架连接;第一支架和第二支架分别设置在上支撑板的两端;第一红外热成像仪和第二红外热成像仪通过导线
与温度控制系统连接。
16.可选地,还包括:脉冲电源控制开关;其中,控制开关设置第一可调工具头组与脉冲电源发生器的正极连接的导线上。
17.可选地,工具头组在进给运动过程中,相邻的工具头的进给量差值应保持在5-12mm范围内,在满足板材变形量的同时避免局部区域减薄严重,合理地实现整体壁板多点压机渐进成形。
18.本发明还公开了一种钛合金整体壁板电辅助多点压机成形方法,包括:
19.待成形整体壁板的由两侧压边块定位夹紧;
20.上下支撑板上均安装一组可调工具头组,每一组可调工具头组均包括n
×
m组伺服液压缸和n
×
m组刚性工具头;
21.第一可调工具头组通过导线接入脉冲电源发生器的正极,第二可调工具头组通过导线接入脉冲电源发生器负极,工具头组和板材之间形成闭合的自阻加热回路。
22.将第一红外热成像仪和第二红外热成像仪分别通过第一支架和第二支架固定在上支撑板的两端,实现对各工具头之间、以及各工具头与待成形整体壁板接触区域的温度监控;
23.曲面成形控制系统向温度控制系统输入加工温度参数值,设定好加工区域需要达到的温度,打开脉冲电源发生器,脉冲电源放电,整体壁板被曲面成形控制系统按照筋板和腹板变形量的不同划分为多个局部区域变温加热软化。
24.曲面成形控制系统向液压控制器输入进给参数值,液压控制器通过液压电磁阀组和伺服液压缸控制工具头组的各个工具头进给运动,保证板材的合理变形。
25.在整体壁板电辅助多点压机成形过程中,相邻的工具头的进给量差值应保持在5-12mm范围内,在满足板材变形量的同时避免局部区域减薄严重,合理地实现整体壁板多点压机渐进成形。
26.随着各对工具头进给运动完成,制作得到成形的钛合金整体壁板。
27.和现有技术相比,本发明具有以下优点:
28.(1)本发明公开了一种钛合金整体壁板电辅助多点压机成形装置和方法,第一可调工具头组的刚性工具头通过导线接入脉冲电源发生器的正极,第二可调工具头组的刚性工具头通过导线接入脉冲电源发生器负极,工具头和待成形整体壁板之间形成多组闭合的自阻加热回路,利用钛合金高电阻的特性,依据带筋板的钛合金整体壁板不同部位的变形需求施加不同强度电流,将整体壁板的腹板和筋板分为多个局部区域变温加热,以降低待成形整体壁板的变形抵抗力,增加整体壁板在成形中所能达到的变形程度,实现带筋板的钛合金整体壁板的协调变形。
29.(2)本发明公开了一种钛合金整体壁板电辅助多点压机成形装置和方法,红外热成像仪实时监测板材局部区域温度,并将温度数据反馈至温度控制器,温度控制器结合来自成形控制系统已设定的温度加工参数比较分析,动态调节脉冲电源放电状态,进而实现加工温度控制的闭环反馈调节,保证了整体壁板温度数值和加热区域分布的合理性。对于钛合金而言,合理的加工温度范围既能显著提高塑性,降低变形抗力又不会发生严重氧化现象。
30.(3)本发明公开了一种钛合金整体壁板电辅助多点压机成形装置和方法,在曲面
成形控制系统和液压控制器的控制下,第一可调工具头组和第二可调工具头组的刚性工具头协调进给运动,完成钛合金整体壁板的多点压机成形,可实现大尺寸复杂曲面零部件的柔性模加工制造。
31.(4)本发明公开了一种钛合金整体壁板电辅助多点压机成形装置和方法,将目标曲面成形的参数信息输入曲面成形控制系统,控制系统依据参数信息和温度反馈信息同步协调控制温度控制器和液压控制器,保持整体壁板的筋板和腹板的各个局部区域温升和进给量在合适的工艺范围内,以保证整体壁板的变形协调性。
附图说明
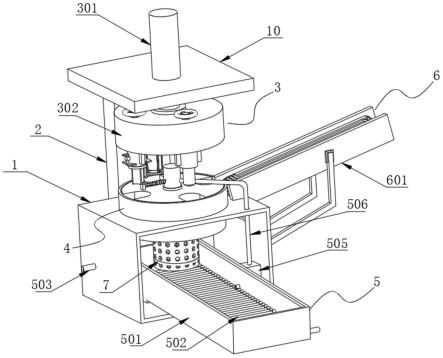
32.图1为本发明一种钛合金整体壁板电辅助多点压机成形装置的结构示意图(板材变形前);
33.图2为本发明一种钛合金整体壁板电辅助多点压机成形装置的结构示意图(板材变形后);
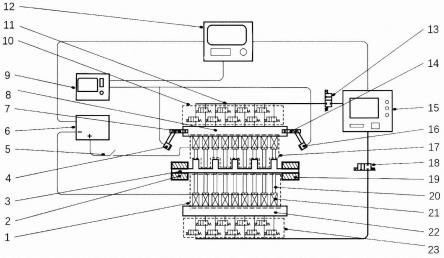
34.图3为本发明一种钛合金整体壁板电辅助多点压机成形装置工作过程示意图;
35.图4为本发明一种钛合金整体壁板电辅助多点压机成形过程中腹板的局部区域变形示意图;
36.图5为本发明一种钛合金整体壁板电辅助多点压机成形过程中筋板的局部区域变形示意图;
37.图中:1.第二可调工具头组,2.第一压边块,3.待成形整体壁板(带筋板),4.第一红外热成像仪,5.电源控制开关,6.脉冲电源发生器,7.第一支架,8.上支撑板,9.温度控制系统,10.第一液压电磁阀组,11.液压管道,12.曲面成形控制系统,13.第一液压总阀,14.第二支架,15.液压控制器,16.第二红外热成像仪,17.第一可调工具头组,18.第二液压总阀,19.第二压边块,20.刚性工具头,21.伺服液压缸,22.下支撑板,23.第二液压电磁阀组24.脉冲电流(箭头粗细代表电流强度)25.加热区域
具体实施方式
38.下面将参照附图1至图3详细地描述本发明的具体实施例。虽然附图中显示了本发明的具体实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
39.需要说明的是,在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可以理解,技术人员可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名词的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”或“包括”为一开放式用语,故应解释成“包含但不限定于”。说明书后续描述为实施本发明的较佳实施方式,然所述描述乃以说明书的一般原则为目的,并非用以限定本发明的范围。本发明的保护范围当视所附权利要求所界定者为准。
40.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
41.实施例1
42.本发明公开了一种钛合金整体壁板电辅助多点压机成形装置,将电脉冲辅助加工技术与多点压机柔性成形技术结合,所涉及的成形对象是带筋板的大尺寸钛合金整体壁板结构,该结构采用的钛合金材料室温变形抗力大、塑性差、难以变形。带筋整体壁板整体变形困难,受压变形时筋板、腹板变形极易不协调。
43.参照图1,为本发明中一种钛合金整体壁板电辅助多点压机成形装置的结构示意图,所述电辅助多点压机成形装置包括:第二可调工具头组(1)、第一压边块(2)、待成形整体壁板(3)、脉冲电源发生器(6)、上支撑板(8)、第一液压电磁阀组(10)、第一液压总阀门(13)、第一可调工具头组(17)、第二液压总阀门(18)、第二压边块(19)、下支撑板(22)和第二液压电磁阀组(23)。
44.待成形整体壁板(3)由第一压边块(2)和第二压边块(19)定位夹紧;上支撑板(8)上安装有第一可调工具头组(17);下支撑板(22)上安装有第二可调工具头组(1);待成形整体壁板(3)由两侧压边块定位夹紧,处于第一可调工具头组(17)和第二可调工具头组(1)之间;两组可调工具头可分别在两块支撑板上沿着其工具头轴线方向运动;第一可调工具头组(17)的刚性工具头(20)通过导线接入脉冲电源发生器(6)的正极,第二可调工具头组(1)的刚性工具头(20)通过导线接入脉冲电源发生器(6)负极,当两组可调工具头同时接触待成形整体壁板时,形成多组闭合的自阻加热回路,整体壁板在多个局部区域被不同电流强度变温加热;其中,局部自阻加热回路是指:对钛合金材料通入大电流,利用钛合金具有高电阻的特性在短时间内产生大量的焦耳热,使待成形整体壁板多个局部区域温度快速升高,达到热成形的目的。
45.在本发明中,如图3,第一可调工具头组(17)和第二可调工具头组(1)均包括:n
×
m组刚性工具头(20)和n
×
m组伺服液压缸(21)。其中,伺服液压缸与支撑板连接固定,刚性工具头的进给动力由伺服液压缸提供。优选的,刚性工具头和伺服液压缸的数量n
×
m可根据待成形整体壁板的形状和尺寸进行设置。一般的,对于尺寸相对较大的整体壁板,n
×
m的取值要大一些;对于待成形曲面复杂一些的带筋板的整体壁板,相邻每对工具头之间的距离要小一些,n
×
m的取值也要大一些,以提高整体壁板表面成形精度。进一步的,由于刚性工具头(20)通过导线与脉冲电源发生器相连,刚性工具头的结构需采用可以带着导线接头随动的结构。
46.在本发明中,脉冲电流的电参数是带筋钛合金整体壁板成形质量的关键因素之一,由于刚性工具头与待成形整体壁板之间的接触电阻非常大,当电脉冲幅值过和占空比过大,将导致通电之后局部区域温度极高,过高的温度会使得待成形整体壁板软化严重,并且刚性工具头与整体壁板之间的接触载荷非常大,使得整体壁板表面质量遭到破坏,严重时甚至过早导致待成形壁板开裂降低了待成形整体壁板的成形极限。当电脉冲幅值过和占空比过小,将导致通电之后局部区域温度不足,对于变形量大的区域,变形抗力大,成形效果不好,回弹严重。
47.采用的脉冲电源发生器频率为800hz,正脉冲时间为80μs,占空比为5%,脉冲峰值电流数值和电流密度依据钛合金整体壁板具体厚度设定。
48.在本发明中,如图1,所述一种钛合金整体壁板电辅助多点压机成形装置还包括:第一红外热成像仪(4)、第一支架(7)、第二红外热成像仪(16)和第二支架(14)。其中,第一
支架(7)和第二支架(14)分别设置在上支撑板(8)的两端;第一红外热成像仪(4)和第二红外热成像仪(16)分别通过第一支架(7)和第二支架(14)连接;第一红外热成像仪(4)和第二红外热成像仪(16)通过导线与温度控制系统(9)连接。
49.第一红外热成像仪(4)和第二红外热成像仪(16)可实时监测整体壁板各区域的温度状态,并将温度数据反馈至温度控制器,温度控制器结合来自成形控制系统已设定的温度加工参数比较分析,动态调节脉冲电源放电状态,进而实现加工温度控制的闭环反馈调节,保证了整体壁板温度数值和加热区域分布的合理性。对于钛合金而言,合理的加工温度范围即为能显著提高塑性,降低变形抗力又不会发生严重氧化现象的温度范围。
50.在本发明中,如图1,所述一种钛合金整体壁板电辅助多点压机成形装置还包括液压系统:液压控制器(15)、第一液压电磁阀组(10)、第二液压电磁阀组(23)、液压管道(11)、第一液压总阀门(13)和第二液压总阀门(18)。工具头组的进给运动由整个液压系统控制实现,液压控制器(15)接收来自成形控制系统的运动参数信号,控制内部的液压泵的输出量以及液压电磁阀组的通合状态,借助液压油和液压管道实现工具头组的进给运动,完成整体壁板的变形加工过程。
51.在本发明中,如图1,所述一种钛合金整体壁板电辅助多点压机成形装置还包括:控制开关(5)。其中,控制开关设置在第一可调工具头组与脉冲电源发生器的正极连接的导线上。
52.在本发明中,曲面成形控制系统作为总控制系统,一方面控制待成形整体壁板局部区域温度,依据整体壁板变形需求的不同将腹板和筋板划分为多个局部区域进行变温加热;另一方面控制工具头组的进给量,实现整体壁板的变形协调性。
53.参照图3,所述一种钛合金整体壁板电辅助多点压机成形装置的工作过程总体可分为6步,即:开机检测设备、定位夹紧待成形金属壁板、输入加工参数数据、曲面成形、板材渐进形成目标曲面、卸下已成形整体壁板和去除边料。其中曲面成形过程是最关键环节,它包括:脉冲电源放电导致整体壁板局部区域加热、工具头进给运动、温度的反馈和局部区域温度与工具头进给的实时调节。
54.实施例2
55.本发明还公开了一种钛合金整体壁板电辅助多点压机成形方法,包括:上支撑板上安装有第一可调工具头组;下支撑板上安装有第二可调工具头组;待成形整体壁板由两侧压边块定位夹紧后,处于第一可调工具头组和第二可调工具头组之间;每一组可调工具头组均包括n
×
m组伺服液压缸和n
×
m组刚性工具头;可调工具头可分别在两块支撑板上沿着其轴线方向运动;第一可调工具头组通过导线接入脉冲电源发生器的正极,第二可调工具头组通过导线接入脉冲电源发生器的负极,当两组工具头同时接触待成形板材时,工具头组和待成形整体壁板之间形成多组闭合的自阻加热回路;将第一红外热成像仪和第二红外热成像仪分别通过第一支架和第二支架固定在连杆的两端,实现对各工具头之间、以及各工具头与待成形整体壁板接触区域的温度监控;通过温度控制系统设定好加工区域需要达到的温度,打开脉冲电源发生器,脉冲电源放电,整体壁板局部区域升温软化;工具头组的进给运动由整个液压系统控制实现,液压控制器接收来自曲面成形控制系统的工艺参数信号,控制内部的液压泵的输出量以及液压电磁阀组的通合状态,借助液压油和液管道实现工具头组的进给运动,实现整体壁板的变形加工过程,随着各工具头进给运动完成,制作
得到目标形状的钛合金整体壁板。
56.本发明说明书未详细描述内容属于本领域技术人员的公知常识。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。