技术特征:
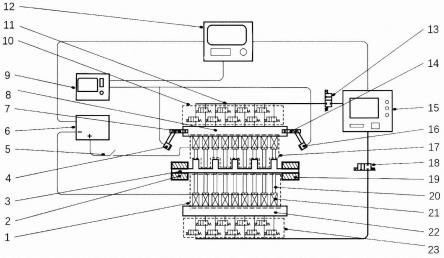
1.一种钛合金整体壁板电辅助多点压机成形装置和方法,其特征在于,包括:第二可调工具头组(1)、第一压边块(2)、待成形整体壁板(带筋板)(3)、脉冲电源发生器(6)、上支撑板(8)、第一可调工具头组(17)、第二压边块(19)、下支撑板(22);待成形整体壁板(3)由第一压边块(2)和第二压边块(19)夹紧;上支撑板(8)上安装有第一可调工具头组(17),下支撑板(22)安装有第二可调工具头组(1);第一可调工具头组(17)的运动由第一液压电磁阀组(10)和液压控制器(15)实现,第二可调工具头组(1)的运动由第二液压电磁阀组(23)和液压控制器(15)实现;第一可调工具头组(17)的刚性工具头(20)通过导线接入脉冲电源发生器(6)的正极,第二可调工具头组(1)的刚性工具头(20)通过导线接入脉冲电源发生器(6)的负极,当两组工具头同时接触待成形板材时,形成多组闭合的自阻加热回路,板材升温蠕变软化,各个局部区域的温升由与工具头相连的脉冲电源发生器(6)的放电强度决定,其放电强度由曲面成形控制系统(12)控制。2.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,其特征在于,第一可调工具头组(17)和第二可调工具头组(1)均由n
×
m组刚性工具头(20)和n
×
m组伺服液压缸(21)组成;其中,伺服液压缸与支撑板连接并固定,刚性工具头进给运动动力由伺服液压缸提供。3.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,刚性工具头(20)通过导线与脉冲电源发生器(6)相连,其结构需采用可以带着导线接头随动的结构。4.根据权利要求1所述的钛合金整体壁板电辅助多点压机成形装置,在整体壁板电辅助多点压机成形过程中,相邻的工具头的进给量差值应保持在5-12mm范围内,在满足板材变形量的同时避免局部区域减薄严重,合理地实现整体壁板多点压机渐进成形。5.根据权利要求1所述的钛合金整体壁板电辅助多点压机成形装置,其特征在于,包括:第一红外热成像仪(4)、第一支架(7)、第二红外热成像仪(16)和第二支架(14);其中,第一支架(7)和第二支架(14)分别设置在上支撑板(8)的两端;第一红外热成像仪(4)和第二红外热成像仪(16)分别通过第一支架(7)和第二支架(14)连接;第一红外热成像仪(4)和第二红外热成像仪(16)通过导线与温度控制系统(9)连接,实时监测板材各个区域温度状况。6.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,其特征在于,还包括:液压控制器(15)、第一液压电磁阀组(10)、第二液压电磁阀组(23)、液压管道(11)、第一液压总阀门(13)和第二液压总阀门(18);其中,第一液压电磁阀组(10)和第二液压电磁阀组(23)输出端分别与上支撑(8)和下支撑板(22)上的n
×
m组伺服液压缸(21)相连,输入端分别通过液压管道(11)与第一液压阀门(13)和第二液压总阀门(18)相连;液压电磁阀组在液压控制器(15)控制下调节每对工具头的进给运动,完成板材多点压机成形。7.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,待成形整体壁板(3)多个局部区域在经过多对工具头放电加热到一定程度后,两侧的第一红外热成像仪(4)和第二红外热成像仪(16)将监测到的温度数据传入温度控制系统(9)并反馈至曲面成形控制系统(12),曲面成形控制系统将信息传入液压控制器(15),动态地实时调节工具头进给运动,实现待成形整体壁板(3)的不同区域的变温多点压机成形。8.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,其特征在于,还包括:曲面成形控制系统(12);该控制系统是整个装置总控制系统,一方面调节控制脉冲电源发生器(6)的放电强度,调节板材各局部区域温升;另一方面将成形工艺参数传入液压
控制器(15),从而控制刚性工具头的进给运动;该控制系统还可以接收来自两侧的第一红外热成像仪(4)和第二红外热成像仪(16)监测到的温度信息,根据反馈的温度信息实时调节脉冲电源发生器(6)放电强度和对应刚性工具头(20)运动,避免局部区域升温过高和工具头进给过多导致的板材烧伤和破裂。9.根据权利要求1所述的一种钛合金整体壁板电辅助多点压机成形装置,涉及的成形对象是带筋板的大尺寸钛合金整体壁板结构;该结构采用的钛合金材料室温变形抗力大、塑性差、难以变形;带筋整体壁板整体变形困难,受压变形时筋板、腹板变形极易不协调。10.根据权利要求2所述的一种钛合金整体壁板电辅助多点压机成形装置,待成形整体壁板(3)的温度分布是分区动态实时可控的,可通过特定工具头形成通电闭合电流回路实现;曲面成形控制系统(12)根据不同时刻板材变形所需的温度场,实时动态地分区加热整体壁板。11.根据权利要求3所述的一种钛合金整体壁板电辅助多点压机成形装置,待成形整体壁板(3)不同部位的分区加热和变形包括三个部分:筋板和腹板之间进行分区加热变形,不同位置的腹板因变形量的不同需进行分区加热变形,不同位置的筋板因变形量的不同需进行分区加热变形;分区变形过程中局部区域的加热温度和进给量由预先输入曲面成形系统(12)的参数和来自两侧红外热成像仪的反馈信息共同决定,从而提高整体壁板成形变形协调性。
技术总结
本发明公开了一种钛合金整体壁板自阻加热多点压机渐进成形装置和成形方法,该装置和成形方法将板材电脉冲自阻加热特性与多点压机渐进成形技术结合在一起,所述成形装置包括:待成形整体壁板(带筋板)、压边块、导线、刚性工具头、红外热成像仪、可调工具头组和脉冲电源发生器、控制系统。本发明利用钛合金材料在加热状态下的软化和蠕变性能,使其塑性提高,从而降低成形力和改善成形性,减少成形工序和零件的回弹;利用多点压机渐进成形原理,实现大尺寸工件的柔性模加工过程。多点工具头连接脉冲电源发生器后可根据整体壁板不同部位的变形需求采用变温加热,对腹板和筋板分区变形,降低带筋板的钛合金整体壁板这类难变形材料成形难度。材料成形难度。材料成形难度。
技术研发人员:汤泽军 李福家 陶克梅
受保护的技术使用者:南京航空航天大学
技术研发日:2022.07.12
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。