1.本发明涉及自动化技术领域,特别涉及一种自动化设备。
背景技术:
2.棱镜筒作为光学设备的主要部件,属于精密仪器,棱镜筒内各组件的稳定性严重影响棱镜筒的性能,现有技术中,棱镜筒的各组件通过人工进行安装,然而,人工安装的组件容易松动,且安装精度不高,降低棱镜筒的性能,影响光学设备的精准度。
技术实现要素:
3.本发明的主要目的是提供一种自动化设备,旨在提升光学设备装配的自动化程度,以及提升棱镜筒内部构件的安装精度。
4.为实现上述目的,本发明提出的自动化设备,应用于光学设备的生产,所述光学设备包括棱镜筒、轴承和盖体,所述棱镜筒内设置有用于装设所述轴承的轴承腔,所述轴承腔的一侧设置有安装位,所述盖体用于装设于所述安装位,以封盖所述轴承腔的该侧,所述盖体和所述棱镜筒相对应地设置有多个螺孔,所述自动化设备包括机架、第一按压件、第二按压件和电批;所述第一按压件可活动地连接于所述机架,所述第一按压件用于按压所述轴承,以使所述轴承于所述轴承腔内安装到位;所述第二按压件可活动地连接于所述机架,所述第二按压件用于将所述盖体按压于所述安装位,并使所述盖体的至少两螺孔显露;所述电批,可活动地连接于所述机架,用于在所述盖体的螺孔内打螺钉,以使所述盖体与所述棱镜筒螺钉锁附。
5.可选地,所述第二按压件的相对两侧各设置有一避让槽,一所述避让槽用于对应地避让所述盖体上的一螺孔。
6.可选地,所述机架还设置有所述盖体的供料机构,所述第二按压件还用于自所述供料机构吸取所述盖体。
7.可选地,所述第二按压件设置为真空吸盘。
8.可选地,所述第二按压件的顶部设置有缓冲垫片,所述自动化设备还包括设于所述机架的驱动件,所述驱动件用于作用于所述缓冲垫片,以抵推所述第二按压件,从而使所述第二按压件按压所述盖体。
9.可选地,所述轴承腔内装设有定位杆,所述轴承装设于所述轴承腔后,所述定位杆穿设于所述轴承的内侧,并较所述轴承凸设,所述第一按压件的底部设置有第一让位孔,所述第一让位孔用以避让所述定位杆。
10.可选地,所述盖体设置有过孔,当所述盖体位于所述安装位时,所述定位杆穿设所述过孔,所述第二按压件的底部设有第二让位孔,所述第二让位孔用以避让所述定位杆。
11.可选地,所述自动化设备还包括活动连接于所述机架的第一点胶枪和设于所述机架的第一储胶件,所述第一点胶枪与所述第一储胶件连通,所述第一点胶枪用于给所述棱镜筒的螺孔注胶。
12.可选地,所述光学设备还包括磁缸,所述棱镜筒还设置有磁缸腔,所述磁缸腔和所述轴承腔分别位于所述安装位的相对两侧,所述自动化设备还包括夹持件,所述夹持件活动连接于所述机架,用于将所述磁缸放置于所述磁缸腔。
13.可选地,所述自动化设备还包括活动连接于所述机架的第二点胶枪和设于所述机架的第二储胶件,所述第二点胶枪与所述第二储胶件连通,所述第二点胶枪用于在所述磁缸放入所述磁缸腔之前向所述磁缸腔的腔壁点胶,以供所述磁缸通过胶粘的方式连接于所述磁缸腔。
14.可选地,所述夹持件包括活动连接于所述机架的两夹持臂,两所述夹持臂的末端相背凸设有抵接凸部,所述夹持臂用于伸入所述磁缸并与所述磁缸的内周相抵接,以及通过所述抵接凸部在所述磁缸的外侧抵接于所述磁缸的端部。
15.本发明技术方案中,当棱镜筒被夹持固定于机架,且轴承放置于轴承腔的位于安装位的一侧时,第一按压件在安装位所在的一侧对轴承进行按压,以使轴承能够克服外圈与轴承腔的周壁之间的摩擦,直至轴承在轴承腔内安装到位,第一按压件移开,在盖体被放置于安装位后,盖体处于轴承的上层并盖设于轴承腔的一侧,且盖体和棱镜筒中的多个螺孔一一相对应,此时,通过第二按压件按压盖体,以使盖体紧密抵接于安装位,并且,第二按压件的按压位置避让盖体上的螺孔,以使盖体上至少两个螺孔显露,如此,保证了盖体和棱镜筒不会移位,能够方便于电批的打螺钉操作。具体地,在第二按压件按压盖体时,电批先对盖体显露的至少两个螺孔进行进行打螺钉操作,以将盖体初步固定于棱镜筒中的安装位,之后,将第二按压件移开,电批再对盖体上剩余的螺孔进行打螺钉操作,以将盖体稳定固定于棱镜筒中的安装位。由此,本发明的自动化设备能够自动化地在棱镜筒内装配轴承和盖体,与人工安装相比,提升了光学设备装配的自动化程度,并提升了棱镜筒内部构件的安装精度。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
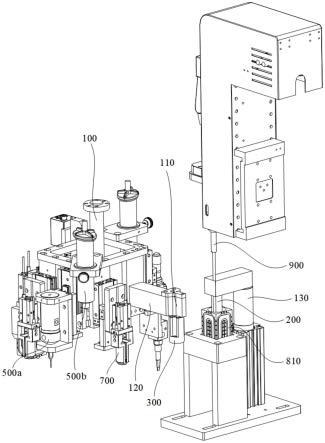
17.图1为本发明自动化设备一实施例和棱镜筒的结构示意图;
18.图2为图1中第一按压件的结构示意图;
19.图3位图1中第二按压件和缓冲垫片的结构示意图;
20.图4位图1中夹持件的结构示意图;
21.图5为本发明自动化设备一实施例的另一视角的结构示意图;
22.图6为光学设备的爆炸示意图;
23.图7为棱镜筒和定位杆的结构示意图。
24.附图标号说明:
[0025][0026][0027]
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0028]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0030]
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0031]
本发明提出一种自动化设备。在本发明实施例中,请参照图1至图7,该自动化设备应用于光学设备的生产,光学设备包括棱镜筒810、轴承820和盖体830,棱镜筒810内设置有用于装设轴承820的轴承腔811,轴承腔811的一侧设置有安装位,盖体830用于装设于安装
位,以封盖轴承腔811的该侧,盖体830和棱镜筒810相对应地设置有多个螺孔;
[0032]
自动化设备包括机架100、第一按压件200、第二按压件300和电批;第一按压件200可活动地连接于机架100,第一按压件200用于按压轴承820,以使轴承820于轴承腔811内安装到位;第二按压件300可活动地连接于机架100,第二按压件300用于将盖体830按压于安装位,并使盖体830的至少两螺孔显露;电批可活动地连接于机架100,用于在盖体830的螺孔内打螺钉840,以使盖体830与棱镜筒810螺钉840锁附。
[0033]
本发明技术方案中,当棱镜筒810被夹持固定于机架100,且轴承820放置于轴承腔811的位于安装位的一侧时,第一按压件200在安装位所在的一侧对轴承820进行按压,以使轴承820能够克服外圈与轴承腔811的周壁之间的摩擦,直至轴承820在轴承腔811内安装到位,第一按压件200移开,在盖体830被放置于安装位后,盖体830处于轴承820的上层并盖设于轴承腔811的一侧,且盖体830和棱镜筒810中的多个螺孔一一相对应,此时,通过第二按压件300按压盖体830,以使盖体830紧密抵接于安装位,并且,第二按压件300的按压位置避让盖体830上的螺孔,以使盖体830上至少两个螺孔显露,如此,保证了盖体830和棱镜筒810不会移位,能够方便于电批900的打螺钉840操作。具体地,在第二按压件300按压盖体830时,电批900先对盖体830显露的至少两个螺孔进行进行打螺钉840操作,以将盖体830初步固定于棱镜筒810中的安装位,之后,将第二按压件300移开,电批900再对盖体830上剩余的螺孔进行打螺钉840操作,以将盖体830稳定固定于棱镜筒810中的安装位。由此,本发明的自动化设备能够自动化地在棱镜筒810内装配轴承820和盖体830,与人工安装相比,提升了光学设备装配的自动化程度,并提升了棱镜筒810内部构件的安装精度。
[0034]
为方便后文描述,将棱镜筒810的安装位上设置的螺孔称为第一螺孔813,盖体830上对应第一螺孔813的螺孔称为第二螺孔831。不失一般性,机架100设置气缸130,气缸130与机架100活动连接,并驱动连接第一按压件200,以使第一按压件200按压轴承820;在第一按压件200按压轴承820前,则先通过机械手将棱镜筒810放置于机架100的承接台上并夹紧固定,而后再通过机械手将轴承820夹取至轴承腔811的一侧;并且,还可通过拍摄组件拍摄棱镜筒810内的结构,以识别轴承820及盖体830的安装位置,例如,可以通过获取第一螺孔813的位置,而后将位置信息传输至控制组件,控制组件即可控制本发明自动化设备对轴承820和盖体830进行精准安装。
[0035]
需要说明的是,如图1和图5所示,由于图幅限制,图中仅显示机架100的部分结构,第一按压件200及其驱动结构(也即本实施例中的气缸130)、承接台和电批等活动连接于机架100的组件并未显示与附图标记中的机架100相连接,实际应用中,这些组件均与整体的机架100连接,通过机架100上的控制组件以控制本自动化设备中的各组件对光学设备进行组装。
[0036]
进一步地,在本实施例中,请参照图1至图5,轴承腔811内装设有定位杆140,轴承820装设于轴承腔811后,定位杆140穿设于轴承820的内侧,并较轴承820凸设,第一按压件200的底部设置有第一让位孔210,第一让位孔210用以避让定位杆140。如此,定位杆140能够对为轴承820安放与轴承腔811时提供定位作用,便于轴承820安放于轴承腔811内,同时,在第一按压件200按压轴承腔811内的轴承820时,第一按压件200的底部的第一让位孔210避让定位杆140较轴承820凸设的部分,如此,避免了定位杆140对第一按压件200的干涉,保障了第一按压件200对轴承820的按压效果,需要说明的是,第一让位孔210可是以盲孔也可
以是通孔。
[0037]
请继续参照图1至图7,在一实施例中,自动化设备还包括活动连接于机架100的第一点胶枪500a和设于机架100的第一储胶件500b,第一点胶枪500a与第一储胶件500b连通,第一点胶枪500a用于给棱镜筒810的螺孔注胶。需要说明的是,在本实施例中,在第一按压件200将轴承820有效按压于轴承腔811内后,第一点胶枪500a对棱镜筒810上的各个螺孔(也即第一螺孔813)进行点胶,以提升后续盖体830与棱镜筒810螺钉840锁附的稳定性,在此,第一点胶枪500a与第一储胶件500b连通,为第一点胶枪500a持续提供适用于第一螺孔813的胶体,以提升第一点胶枪500a的点胶效率。当然,在其他实施例中,可以通过在第一按压件200上设对应第二螺孔831的通孔,第一点胶枪500a通过该通孔对第一螺孔813进行点胶,以在第一按压件200按压轴承820时,完成对第一螺孔813的点胶,从而保障盖体830与棱镜筒810螺钉840锁附的稳定性,并提升本发明自动化设备对光学设备的安装效率。
[0038]
请参照图1至图7,进一步地,在本实施例中,机架100还设置有盖体830的供料机构110,第二按压件300还用于自供料机构110吸取盖体830。如此,在第一点胶枪500a完成对第一螺孔813的点胶后,供料机构110通过第二按压件300能够将盖体830自供料机构110吸取至安装位,并将盖体830按压于安装位,并保障第一螺孔813对应于第二螺孔831,如此,第二按压件300可以完成将盖体830安装于安装位并对盖体830进行按压的操作,以提升本发明自动化设备对光学设备的组装效率。当然,在其他实施例中,可以在机架100上的机械手将盖体830安放于安装位,然后,再通过第二按压件300按压盖体830。
[0039]
具体而言,在本实施例中,请参照图1至图5,第二按压件300设置为真空吸盘。供料机构110与第二按压件300共同组成真空吸附装置,将盖体830吸附于第二按压件300的底部,如此,保障了第二按压件300对盖体830的吸附作用。当然,在其他实施例中,在第二按压件300不影响其他构件的前提下,第二按压件300的底部也可以设置为磁性吸附装置,以对盖体830进行吸附。
[0040]
进一步地,在本实施例中,请参照图1至图3,第二按压件300的相对两侧各设置有一避让槽320,一避让槽320用于对应地避让盖体830上的一螺孔。可以理解,盖体830上的螺孔(也即第二螺孔831)与棱镜筒810内的螺孔(也即第一螺孔813)一一对应,在第二按压件300完成对盖体830的按压后,第二按压件300依然保持按压盖体830的状态,在此,电批穿设逐一穿设避让槽320,分别在避让槽320对应的第二螺孔831内打螺钉840,以将盖体830预固定与棱镜筒810内,避免在第二按压件300移走后,盖体830发生松动,从而影响光学设备的组装精度,在此之后,机架100移走第二按压件300,电批继续对剩下的螺孔进行打螺钉840,以将盖体830彻底与棱镜筒810螺钉840锁附,以保障盖体830对轴承820的固定作用。需要说明的是,在本实施例中,第二按压件300的避让槽320设置于第二按压件300的相对两侧,也即对应于盖体830上间隔相对的两个第二螺孔831。当然,在其他实施例中,第二按压件300抵接于盖体830对应抵接轴承820的部分,而盖体830上第二螺孔831对应棱镜筒810内第一螺孔813的位置显露,以便在第二按压件300保持对盖体830的按压状态时,电批将盖体830与棱镜筒810螺钉840锁附。
[0041]
在一实施例中,请参照图1和图5,第二按压件300的顶部设置有缓冲垫片400,自动化设备还包括设于机架100的驱动件120,驱动件120用于作用于缓冲垫片400,以抵推第二按压件300,从而使第二按压件300按压盖体830。如此,在第二按压件300按压盖体830时,缓
冲垫片400缓冲来自驱动件120的作用力,在保障第二按压件300对盖体830的有效按压的前提下,避免驱动件120的作用力过大,使得第二按压件300破坏盖体830和轴承820,从而提升了光学设备的组装效率。当然,在其他实施例中,在保障第二按压件300有效吸附盖体830的前提下,缓冲垫片400可以设置于第二按压件300与盖体830的连接处。
[0042]
在一实施例中,请参照图1至图5,盖体830设置有过孔832,当盖体830位于安装位时,定位杆140穿设过孔832,第二按压件300的底部设有第二让位孔310,第二让位孔310用以避让定位杆140。如此,定位杆140能够对为盖体830安放与安装位时提供定位作用,便于盖体830安放于安装位中,同时,在第二按压件300按压安装位中的盖体830时,第二按压件300的底部的第二让位孔310避让定位杆140较轴承820凸设的部分,如此,避免了定位杆140对第二按压件300的干涉,保障了第二按压件300对盖体830的按压效果,需要说明的是,第二让位孔310可是以盲孔也可以是通孔。
[0043]
在一实施例中,请参照图1至图7,光学设备还包括磁缸,棱镜筒810还设置有磁缸腔812,磁缸腔812和轴承腔811分别位于安装位的相对两侧,自动化设备还包括夹持件700,夹持件700活动连接于机架100,用于将磁缸放置于磁缸腔812。如此,在电批将盖体830与棱镜筒810螺钉840锁附后,通过夹持件700将磁缸安放于磁缸腔812内,与通过人工将磁缸安装于光学设备内相比,能够保障光学设备中磁缸的安装的精准度,从而保障光学设备的成品质量。
[0044]
具体而言,在本实施例中,请参照图1至图7,夹持件700包括活动连接于机架100的两夹持臂710,两夹持臂710的末端相背凸设有抵接凸部711,夹持臂710用于伸入磁缸并与磁缸的内周相抵接,以及通过抵接凸部711在磁缸的外侧抵接于磁缸的端部。不失一般性,两夹持臂710能相向运动,如此,在两抵接凸部711的外周小于磁缸的内周时,夹持件700穿设磁缸的内周,紧接着,两夹持臂710相背运动,在两夹持臂710分别抵接于磁缸的内侧后,抵接凸部711的上侧与磁缸的下侧抵接,提升夹持件700以将磁缸挂载于夹持件700上,进一步地,夹持件700将磁缸放置与磁缸腔812内,两夹持臂710做相互靠近的活动,在两抵接凸部711的外周小于磁缸的内周后,提升夹持件700,从而将磁缸安放于磁缸腔812内,如此,本发明自动化设备能够避免在安装磁缸的过程中对磁缸的损坏,从而保障了磁缸对光线的有效处理。需要说明的是,在本实施例中,在两夹持臂710分别抵接于磁缸的内侧时,两抵接凸部711的外周的直径小于磁缸的外周的直径。当然,在其他实施例中,机架100可以通过真空吸盘将磁缸安装于磁缸腔812内。
[0045]
进一步地,在本实施例中,请参照图1至图7,自动化设备还包括活动连接于机架100的第二点胶枪600a和设于机架100的第二储胶件600b,第二点胶枪600a与第二储胶件600b连通,第二点胶枪600a用于在磁缸放入磁缸腔812之前向磁缸腔812的腔壁点胶,以供磁缸通过胶粘的方式连接于磁缸腔812。在电批将盖体830与棱镜筒810螺钉840锁附后,且夹持件700将磁缸安放于磁缸腔812前,第二点胶枪600a对磁缸腔812的腔壁点胶,以提升后续磁缸安装于磁缸腔812的稳定性,在此,第二点胶枪600a与第二储胶件600b连通,为第二点胶枪600a持续提供适用于磁缸安装于磁缸腔812的胶体,以提升第二点胶枪600a的点胶效率。
[0046]
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用
在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。