1.本发明涉及铜带加工技术领域,特别是涉及一种铜带绕卷张力控制系统。
背景技术:
2.极耳,是锂离子聚合物电池产品的一种原材料。例如我们生活中用到的手机电池,蓝牙电池,笔记本电池等都需要用到极耳。电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,极耳分为三种材料,其中一种为铜镀镍(ni—cu)材料,它们都是由胶片和金属带两部分复合而成。
3.现有的铜带加工技术中,铜带的收卷决定了铜带出货时以及出货后的品质,而铜带收卷的张力大小直接影响产品收卷的质量以及收得率。铜带收卷张力过大时,收卷过紧,铜带容易产生褶皱;铜带收卷张力不足时,带入铜带卷层间空气量过多,铜带卷层间的紧密度小,铜带容易在芯卷上产生轴向滑移及严重的错位导致无法卸卷。因此在铜带收卷时,通常采用张力检测辊对铜带的张力进行实时检测并以此对铜带的收卷张力进行调整。
4.然而,在现有的基于张力传感器的张力控制系统中,需要引入较大滤波器,容易降低系统动态响应速度,当铜带张力发生较大变化时,现有的张力控制系统缺少有效的缓冲功能,容易造成铜带在绕卷过程中断裂。
技术实现要素:
5.基于此,有必要针对现有的张力控制系统响应速度低并缺少缓冲功能的技术问题,提供一种铜带绕卷张力控制系统。
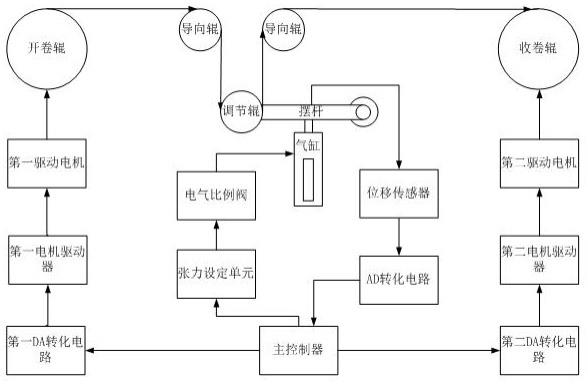
6.一种铜带绕卷张力控制系统,该铜带绕卷张力控制系统包括开卷模块、收卷模块、控制模块以及主控制器,其中,开卷模块、收卷模块以及控制模块均设置于预设安装面,铜带依序通过开卷模块、控制模块以及收卷模块,主控制器分别连接开卷模块、收卷模块以及控制模块。
7.控制模块包括两导向辊、调节辊、气缸以及摆杆,两导向辊相互平行,并分别连接于开卷模块以及收卷模块之间的预设安装面,调节辊设置于两导向辊之间的中心面的预设位点,铜带依序通过一导向辊、调节辊以及另一导向辊;摆杆的一端连接于调节辊的侧表面,摆杆的另一端转动连接于预设安装面;气缸连接于预设安装面,并且,气缸的输出轴连接于摆杆的侧表面。
8.在其中一个实施例中,上述的控制模块还包括张力设定单元、电气比例阀、位移传感器以及ad转化电路,其中,张力设定单元分别电连接主控制器以及电气比例阀,电气比例阀的输出端连接气缸;位移传感器设置于摆杆,并电连接ad转化电路,ad转化电路电连接主控制器。
9.在其中一个实施例中,上述的张力设定单元采用电位计旋钮向主控制器传输与预设张力对应的调节信号。
10.在其中一个实施例中,上述的开卷模块包括开卷辊、第一驱动电机以及第一电机
驱动器,其中,第一驱动电机的输出轴连接开卷辊的转轴,第一电机驱动器分别电连接第一驱动电机以及主控制器;开卷辊设置于两导向辊的一侧,铜带卷由开卷辊进行开卷,通过控制模块后由收卷模块进行收卷。
11.在其中一个实施例中,上述的第一驱动电机采用交流伺服电机,第一电机驱动器采用交流伺服电机驱动器。
12.在其中一个实施例中,上述的开卷模块还包括da转化电路,da转化电路分别电连接第一电机驱动器以及主控制器。主控制器依据位移传感器的检测值,并通过第一电机驱动器控制第一驱动电机的输出功率,从而将开卷辊的开卷转速调节至设定值。
13.在其中一个实施例中,上述的收卷模块包括收卷辊、第二驱动电机以及第二电机驱动器,其中,第二驱动电机的输出轴连接收卷辊的转轴,第二电机驱动器分别电连接第二驱动电机以及主控制器;收卷辊相对开卷辊设置于两导向辊的另一侧,铜带由收卷辊进行收卷。
14.在其中一个实施例中,上述的第二驱动电机采用交流伺服电机,第二电机驱动器采用交流伺服电机驱动器。
15.在其中一个实施例中,上述的收卷模块还包括第二da转化电路,第二da转化电路分别电连接第二电机驱动器以及主控制器。主控制器依据位移传感器的检测值,并通过第二电机驱动器控制第二驱动电机的输出功率,从而将收卷辊的收卷转速调节至设定值。
16.综上所述,本发明所揭示的铜带绕卷张力控制系统通过控制模块对铜带的绕卷张力进行控制,调节辊的与两导向辊的相对位置与铜带的张力大小动态相关,当铜带的张力发生变化时,摆杆能够更加准确地反映调节辊的位置变化情况,并通过位移传感器更加及时地将位移信息传递至主控制器,从而作出快速响应;气缸内部压力设定为两倍于铜带预设张力的压力值,其能够平衡铜带作用于摆杆上的张力,从而使摆杆稳定于预设的平衡位点,并在一定程度上抑制铜带的张力变化,也即对较大的张力变化进行缓冲,以此减缓张力波动对整个系统的冲击;位移传感器将摆杆的位移情况通过电信号传输至主控制器,主控制器通过分析计算,以此对开卷模块的开卷转速以及收卷模块的收卷转速进行调节,进而实现对铜带绕卷张力的控制调节。
附图说明
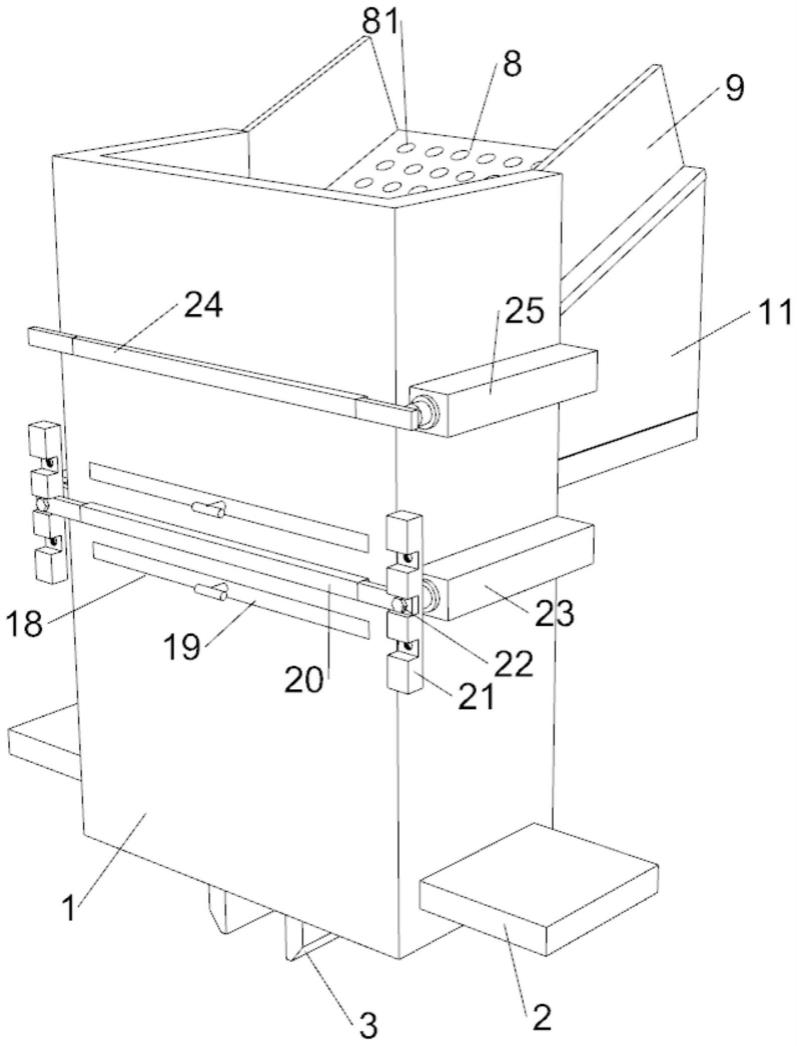
17.图1为一个实施例中铜带绕卷张力控制系统的结构示意图。
具体实施方式
18.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
19.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
21.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
22.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
23.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
24.请参阅图1,本发明揭示了一种铜带绕卷张力控制系统,该铜带绕卷张力控制系统包括开卷模块、收卷模块、控制模块以及主控制器,其中,开卷模块、收卷模块以及控制模块均设置于预设安装面,铜带依序通过开卷模块、控制模块以及收卷模块,主控制器分别连接开卷模块、收卷模块以及控制模块。
25.进一步的,控制模块包括两导向辊、调节辊、气缸以及摆杆,两导向辊相互平行,并分别连接于开卷模块以及收卷模块之间的预设安装面,调节辊设置于两导向辊之间的中心面的预设位点,铜带依序通过一导向辊、调节辊以及另一导向辊;摆杆的一端连接于调节辊的侧表面,摆杆的另一端转动连接于预设安装面;气缸连接于预设安装面,并且,气缸的输出轴连接于摆杆的侧表面。
26.具体的,当铜带以预设速度进行绕卷时,两导向辊之间的铜带段对调节辊产生两倍于铜带张力的牵引力,从而使得调节辊具有朝两导向辊之间的运动趋势,摆杆对应的端部随调节辊的运动方向具有摆动的趋势;此时,气缸的输出轴对摆杆施加与上述牵引力方向相反且两倍于铜带张力的反作用力,从而使得调节辊以及摆杆处于平衡状态。也即,操作人员能够通过调节收卷模块的收卷速度以及气缸压力从而实现对铜带张力的调节;并且,由于气缸压力能够保持恒定,其对调节辊能够输出恒定的反作用力,从而能够阻碍铜带张力发生大幅度变化,以此实现铜带收卷张力的恒定。
27.进一步的,控制模块还包括张力设定单元、电气比例阀、位移传感器以及ad转化电路,其中,张力设定单元分别电连接主控制器以及电气比例阀,电气比例阀的输出端连接气缸;位移传感器设置于摆杆,并电连接ad转化电路,ad转化电路电连接主控制器。在本实施
例中,张力设定单元采用电位计旋钮向主控制器传输与预设张力对应的调节信号。
28.具体的,在铜带开始收卷前,操作人员通过张力设定单元设定预设张力值,主控制器控制电气比例阀将气缸的内部气压调节至对应值,由于此时铜带处于松弛状态,气压将气缸输出轴推至收缩的极限位置,摆杆朝气缸方向偏摆;位移传感器以预设的平衡位点为基础对摆杆的位置偏差值进行检测,主控制器依据位置偏差值计算开卷模块的开卷速度以及收卷模块的收卷速度,从而使得铜带以预设速度进行开卷以及收卷;摆杆在铜带的张力作用下摆动至预设的平衡位点,此时,铜带的张力能够保持在预设值附近。
29.进一步的,开卷模块包括开卷辊、第一驱动电机以及第一电机驱动器,其中,第一驱动电机的输出轴连接开卷辊的转轴,第一电机驱动器分别电连接第一驱动电机以及主控制器;开卷辊设置于两导向辊的一侧,铜带卷由开卷辊进行开卷,通过控制模块后由收卷模块进行收卷。
30.具体的,在本实施例中,第一驱动电机采用交流伺服电机,第一电机驱动器采用交流伺服电机驱动器。开卷模块还包括da转化电路,da转化电路分别电连接第一电机驱动器以及主控制器。主控制器依据位移传感器的检测值,并通过第一电机驱动器控制第一驱动电机的输出功率,从而将开卷辊的开卷转速调节至设定值。
31.进一步的,收卷模块包括收卷辊、第二驱动电机以及第二电机驱动器,其中,第二驱动电机的输出轴连接收卷辊的转轴,第二电机驱动器分别电连接第二驱动电机以及主控制器;收卷辊相对开卷辊设置于两导向辊的另一侧,铜带由收卷辊进行收卷。
32.具体的,在本实施例中,第二驱动电机采用交流伺服电机,第二电机驱动器采用交流伺服电机驱动器。收卷模块还包括第二da转化电路,第二da转化电路分别电连接第二电机驱动器以及主控制器。主控制器依据位移传感器的检测值,并通过第二电机驱动器控制第二驱动电机的输出功率,从而将收卷辊的收卷转速调节至设定值。
33.综上所述,本发明所揭示的铜带绕卷张力控制系统通过控制模块对铜带的绕卷张力进行控制,调节辊的与两导向辊的相对位置与铜带的张力大小动态相关,当铜带的张力发生变化时,摆杆能够更加准确地反映调节辊的位置变化情况,并通过位移传感器更加及时地将位移信息传递至主控制器,从而作出快速响应;气缸内部压力设定为两倍于铜带预设张力的压力值,其能够平衡铜带作用于摆杆上的张力,从而使摆杆稳定于预设的平衡位点,并在一定程度上抑制铜带的张力变化,也即对较大的张力变化进行缓冲,以此减缓张力波动对整个系统的冲击;位移传感器将摆杆的位移情况通过电信号传输至主控制器,主控制器通过分析计算,以此对开卷模块的开卷转速以及收卷模块的收卷转速进行调节,进而实现对铜带绕卷张力的控制调节。
34.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
35.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。