1.本发明涉及一种工字轮型产品码垛结构及工字轮型产品码垛方法。
背景技术:
2.作为一种典型的工字轮型产品,金属篮筐式绕线盘应用较为广泛。绕线盘是在焊丝生产、焊丝包装及焊丝使用过程中常用到的一种耗材,而金属篮框式绕线盘与传统的塑料盘相比具有绿色环保、原材料成本低等优势。
3.在授权公告号为cn104985369b的中国发明专利中公开了一种篮筐式绕线盘,如图1所示,绕线盘100为工字轮型产品,绕线盘100以篮筐式组成单元101依次焊接拼接形成。绕线盘具有两侧轮边102,以在绕线盘100上形成环形的绕线槽,能够将焊丝、线材以分层缠绕的方式缠绕在绕线槽中。
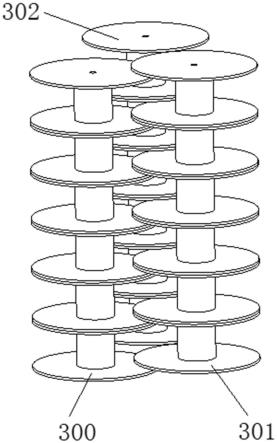
4.成型后的金属篮筐式绕线盘位于装夹夹具内,篮筐式绕线盘体积大、质量轻,以往都是人工抓取再码放的,手工抓取往往使金属篮筐式绕线盘一周受力不匀,容易导致变形开裂,而且后续的人工码垛也增加了劳动力成本。并且,在人工依次码放绕线盘时,相邻的不同摞的绕线盘依次叠加码放在一起,简单来讲,如图2所示,对于相邻两摞绕线盘来讲,码放时,先码放一个右侧绕线盘200,再码放一个左侧绕线盘201,然后再码放右侧绕线盘200,再码放一个左侧绕线盘201,依次往复逐渐上升,形成abab交替堆叠码放的方式,即对于同一摞中任意上下相邻的两绕线盘之间均夹设有其他摞的绕线盘的一个侧边。
5.上述这种人工码放方式,不仅工人劳动量大,劳动力成本较高,而且,对于后码放的一摞绕线盘来讲,如图2中的左侧一摞的绕线盘,其右侧的轮边压在同一层的右侧一摞的绕线盘上,左侧轮边压在基础上或者压在处于同一摞的下一层的绕线盘上,导致左侧一摞绕线盘的左侧低于右侧,整体倾斜布置;同样的,对于右侧一摞的绕线盘来讲,其左侧的轮边压在左侧一摞的下一层的绕线盘的轮边上,右侧的轮边压在同一摞的下一层绕线盘上,这样一来,对于右侧一摞的绕线盘来讲,除了最底层的绕线盘外,其他所有的绕线盘的左侧轮边均会高于右侧轮边,同样倾斜布置,相邻两摞绕线盘均倾斜布置,任意一摞绕线盘上下相邻层的绕线盘之间均夹有旁边一摞绕线盘的相应侧轮边,不仅每一层的倾斜角度会较大,而且,也容易将每一层的高度差累计起来,导致越向上的地倾斜角度越大,整体码垛较为松散,层数越高越容易坍塌。
技术实现要素:
6.本发明的目的在于提供一种工字轮型产品码垛结构,以解决现有技术中相邻两摞的绕线盘依次交替码放容易导致成摞布置的绕线盘倾斜角度容易过大的技术问题;同时,本发明还提供一种实现上述码垛结构的工字轮型产品码垛方法。
7.为实现上述目的,本发明所提供的工字轮型产品码垛结构的技术方案是:一种工字轮型产品码垛结构,包括:
8.至少三摞工字轮型产品,任意一摞工字轮型产品中,任意相邻的上下两层工字轮
型产品平齐的堆叠码放;
9.所述的至少三摞工字轮型产品,沿前后方向依次布置至少两行,每行布置至少一摞工字轮型产品,至少一行布置有至少两摞工字轮型产品;
10.所述的至少三摞工字轮型产品形成至少两组紧贴堆叠单元,各紧贴堆叠单元均由对应相邻的两摞工字轮型产品形成;
11.属于同一紧贴堆叠单元的两摞工字轮型产品中,其中一摞工字轮型产品均为支撑件,另一摞工字轮型产品均为压装件,两摞工字轮型产品对应水平插接,以使得任意上下相邻的压装件和支撑件中,上方的压装件的相应侧轮边均堆叠压装在下方的支撑件的相应侧轮边上。
12.有益效果是:本发明所提供的工字轮型产品码垛结构中,工字轮型产品采用紧贴堆叠码放的方式,使得每一摞工字轮型产品中任意上下相邻两产品紧贴堆叠码放,中间并不夹设其他摞的工字轮型产品,而形成紧贴堆叠单元的相邻两摞工字轮型产品中,在因为单侧的轮边堆叠压装导致倾斜时,每层倾斜角度基本一致,不会像现有交替码放时出现倾斜角度逐渐累加的情况,确保工字轮型产品不会在层数不太高时就因为倾斜度过大而造成坍塌,方便实现自动码垛。
13.作为进一步地改进,至少一个紧贴堆叠单元的两摞工字轮型产品分属前后两行。
14.有益效果是:前后两行的工字轮型产品对应水平插接,形成紧贴堆叠单元,方便在前后方上缩小码垛结构占用空间。
15.作为进一步地改进,每行工字轮型产品均包括沿左右方向依次布置的至少三摞工字轮型产品,同一行的所有工字轮型产品依次相邻两两一组形成至少两个所述的紧贴堆叠单元,同一行的所有工字轮型产品按照“支撑件-压装件-支撑件”交替布置的方式排列,或者按照“压装件-支撑件-压装件”交替布置的方式排列。
16.有益效果是:当单行中布置至少三摞工字轮型产品时,按照支撑件-压装件-支撑件交替布置,或者按照压装件-支撑件-压装件工字轮型,结合单摞内紧贴堆叠码放,可使得压装件处于基本不倾斜或者倾斜角度较小的姿态,方便保证整个码垛结构的稳定性。
17.作为进一步地改进,所有的工字轮型产品沿前后方向依次布置多行,在同一行的所有工字轮型产品按照“支撑件-压装件-支撑件”交替布置的方式排列时,每一行的奇数列工字轮型产品均为所述的支撑件,每一行的偶数列工字轮型产品均为所述的压装件。
18.作为进一步地改进,任意前后两行工字轮型产品中,后一行工字轮型产品的任一奇数列单摞工字轮型产品的轮边,均对应地堆叠压装在前一行工字轮型产品的一摞工字轮型产品的轮边上,以形成相应的紧贴堆叠单元。
19.有益效果是:前后两行的工字轮型产品对应水平插接,以形成紧贴堆叠单元,不仅可减少码垛结构的水平占地面积,还可提高整个码垛结构的整体强度。
20.作为进一步地改进,所述工字轮型产品为金属篮筐式绕线盘。
21.本发明所提供的工字轮型产品码垛方法的技术方案是:
22.根据预设的上下层数、前后行数及每行的奇偶列数码放工字轮型产品,从第一行开始,按照由前向后的顺序码放,任意相邻前后两行的工字轮型产品均按照设定步骤码放,所述设定步骤包括:
23.步骤一,在前一行奇数列位置处逐层堆叠码放工字轮型产品,直至前一行奇数列
单摞工字轮型产品的数量与前一行偶数列单摞工字轮型产品的数量差值等于2;
24.步骤二,在前一行偶数列位置处码放一层工字轮型产品,并判断前一行偶数列位置处单摞工字轮型产品数量与后一行奇数列位置处单摞工字轮型产品数量差值,在该差值小于2时,回到第一行并按照步骤一开始码放工字轮型产品,在该差值等于2时,进行步骤三;
25.偶数列位置处的工字轮型产品与相应旁侧奇数列位置处的工字轮型产品对应水平插接,且偶数列位置处的工字轮型产品堆叠压装在相应旁侧的奇数列位置处的工字轮型产品上,以形成相应的紧贴堆叠单元;
26.步骤三,在后一行奇数列位置处码放一层工字轮型产品,并判断后一行奇数列位置处单摞工字轮型产品数量与后一行偶数列位置处单摞工字轮型产品数量的差值,在该差值小于2时,回到第一行并按照步骤一开始码放工字轮型产品,在该差值等于2时,在后一行偶数列位置处码放一层工字轮型产品,然后回到第一行并按照步骤一开始码放工字轮型产品;
27.码放时,后一行偶数列位置处的工字轮型产品与后一行相应旁侧的奇数列位置处的工字轮型产品对应水平插接,且后一行偶数列位置处的工字轮型产品堆叠压装在后一行相应旁侧的奇数列位置处的工字轮型产品上,以形成相应的紧贴堆叠单元;
28.对于步骤二和步骤三中的紧贴堆叠单元来讲,属于同一紧贴堆叠单元的两摞工字轮型产品中,其中一摞工字轮型产品均为支撑件,另一摞工字轮型产品均为压装件,两摞工字轮型产品对应水平插接,以使得任意上下相邻的压装件和支撑件中,上方的压装件的相应侧轮边均堆叠压装在下方的支撑件的相应侧轮边。
29.有益效果是:本发明所提供的工字轮型产品码垛方法中,对任意前后两行的摆放顺序作出限制,能有效保证单摞中任意上下相邻工字轮型产品均堆叠码放,同一行中相邻两摞工字轮型产品水平插接而形成紧凑布置,方便进行自动码垛。
30.作为进一步地改进,在第一行码垛至设定层数后,顺次将后续的一行替换为新的第一行,并按照所述的设定步骤继续码垛,依次类推,直至所有行码垛完成。
31.作为进一步地改进,在上述步骤三中,在码放后一行奇数列位置处的工字轮型产品时,后一行奇数列位置处的工字轮型产品与前一行工字轮型产品对应水平插接,后一行奇数列位置处工字轮型产品堆叠压装在前一行相应工字轮型产品上。
32.有益效果是:在对后一行奇数列位置处码放工字轮型产品时,将其与前一行工字轮型产品对应水平插接,可减少整体占地面积,提高码垛完成后整体结构强度。
33.作为进一步地改进,所述工字轮型产品为金属篮筐式绕线盘。
附图说明
34.图1为现有的篮筐式绕线盘的结构示意图;
35.图2为现有的人工依次码放绕线盘的示意图;
36.图3为本发明所提供的工字轮型产品码垛结构的示意图;
37.图4为图3的俯视图;
38.图5为本发明所提供的码垛方法码垛前两行时的示意图;
39.图6为图5中(e)步骤的俯视图;
40.图7为按照设定层数、设定行数码放完成时最底层绕线盘分布示意图。
41.附图标记说明:
42.图1中:100、绕线盘;101、篮筐式组成单元;102、轮边。
43.图2中:200、右侧绕线盘;201、左侧绕线盘。
44.图3和图4中:300、左侧绕线盘;301、右侧绕线盘;302、后侧绕线盘。
具体实施方式
45.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
46.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.需要说明的是,术语“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法。
48.在本发明的描述中,除非另有明确的规定和限定,可能出现的术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
49.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,可能出现的术语“设有”应做广义理解,例如,“设有”的对象可以是本体的一部分,也可以是与本体分体布置并连接在本体上,该连接可以是可拆连接,也可以是不可拆连接。对于本领域技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
50.以下结合实施例对本发明作进一步的详细描述。
51.本发明所提供的工字轮型产品码垛方法的具体实施例1:
52.该码垛方法在本实施例中用于码垛金属篮筐式绕线盘,其结构如图1所示,在此不再赘述。
53.本实施例中的码垛方法实施时,根据预设的上下层数、前后行数及每行的奇偶列数码放绕线盘,具体按照由前向后的顺序码放绕线盘。
54.任意前后两行的绕线盘均安装下述设定步骤码放:
55.步骤一,在前一行奇数列位置处逐层堆叠码放绕线盘,直至前一行奇数列单摞绕线盘的数量与前一行偶数列单摞绕线盘的数量差值等于2。
56.步骤二,在前一行偶数列位置处码放一层绕线盘,并判断前一行偶数列位置处单摞绕线盘数量与后一行奇数列位置处单摞绕线盘数量差值,在该差值小于2时,回到第一行并按照步骤一开始码放绕线盘,在该差值等于2时,进行步骤三。
57.偶数列位置处的绕线盘与相应旁侧奇数列位置处的绕线盘对应水平插接,且偶数列位置处的绕线盘堆叠压装在相应旁侧的奇数列位置处的绕线盘上,以形成相应的紧贴堆叠单元。
58.步骤三,在后一行奇数列位置处码放一层绕线盘,并判断后一行奇数列位置处单摞绕线盘数量与后一行偶数列位置处单摞绕线盘数量的差值,在该差值小于2时,回到第一行并按照步骤一开始码放绕线盘,在该差值等于2时,在后一行偶数列位置处码放一层绕线盘,然后回到第一行并按照步骤一开始码放绕线盘。
59.码放时,后一行奇数列位置处的绕线盘与前一行绕线盘对应水平插接,后一行奇数列位置处绕线盘堆叠压装在前一行相应绕线盘上。后一行偶数列位置处的绕线盘与后一行相应旁侧的奇数列位置处的绕线盘对应水平插接,且后一行偶数列位置处的绕线盘堆叠压装在后一行相应旁侧的奇数列位置处的绕线盘上,以形成相应的紧贴堆叠单元。
60.对于步骤二和步骤三中的紧贴堆叠单元来讲,属于同一紧贴堆叠单元的两摞工字轮型产品中,其中一摞工字轮型产品均为支撑件,另一摞工字轮型产品均为压装件,两摞工字轮型产品对应水平插接,以使得任意上下相邻的压装件和支撑件中,上方的压装件的相应侧轮边均堆叠压装在下方的支撑件的相应侧轮边。
61.下面结合图5至图7介绍具体的码放方法,以常用的5行4列为例,层数可根据实际需要布置,采用紧贴码放的方式,具体可人工码放,或者是采用自动控制的机械码垛设备码放。
62.为方便表述,将每个绕线盘的编号设为a
ijm
,其中i为行数,j为列数,m为层数,行、列、层数都是从1开始。每一行中的列数j分为奇数列和偶数列,其中奇数列为第1、3、5、7
…
项,偶数列为2、4、6
…
项,全部码放完成后,最底层即第1层的绕线盘编号如图7所示。
63.码放绕线盘时,先在第一行奇数列开始码放一层绕线盘,按照上述步骤一中的条件,需要在奇数列再码放一层绕线盘,每一摞的上下两层绕线盘均紧贴地堆叠码放,直至第一行奇数列单摞绕线盘数量与第一行偶数列单摞绕线盘的差值等于2,码垛顺序为a
111
、a
131
、a
112
、a
132
,逐层码放,如图5中(a)所示。
64.此时,第一行奇数列单摞绕线盘数量与第一行偶数列单摞绕线盘的差值等于2,开始在第一行的偶数列处码放一层绕线盘,此处的偶数列位置处的绕线盘与相应旁侧奇数列位置处的绕线盘对应水平插接,且偶数列位置处的绕线盘堆叠压装在相应旁侧的奇数列位置处的绕线盘上,如图5中(b)所示,前6个金属篮筐式绕线盘的码垛顺序为a
111
、a
131
、a
112
、a
132
,a
121
、a
141
。
65.需要注意的是,码放时,在第一行偶数列处码放一层绕线盘后,判断第一行偶数列单摞绕线盘数量与第二行奇数列单摞绕线盘数量的差值,当差值小于2时,回到第一行并按照步骤一开始码放绕线盘,在该差值等于2时,进行步骤三,也就是说,当差值等于2时,开始向后一行码放。
66.如图5中(b)所示,第一行奇数列单摞绕线盘数量为2,第一行偶数列单摞数量为1,差值为1,该差值小于2,因此,重新回到第一行并按照上述步骤一重新开始码放绕线盘,即
重新在第一行的奇数列开始码放绕线盘,如图5中(c)所示,前8个金属篮筐式绕线盘的码垛顺序为a
111
、a
131
、a
112
、a
132
,a
121
、a
141
、a
113
、a
133
。此时,第一行奇数列单摞绕线盘数量为3,第一行偶数项单列绕线盘数量为1,差值等2,直接进行第二步,也就是紧接着在第一行偶数列处码放一层绕线盘,如图5中(d)所示,即前10个金属篮筐式绕线盘的码垛顺序为a
111
、a
131
、a
112
、a
132
,a
121
、a
141
、a
113
、a
133
、a
122
、a
142
。此时,第一行偶数列单摞绕线盘数量为2,而第二行奇数列单摞绕线盘数量为零,此时,判断第一行偶数列单摞绕线盘数量与第二行奇数列单摞绕线盘数量的差值等于2,开始向后一行码放,即开始在第二行码放绕线盘。如图5中(e)和图6所示,前12个金属篮筐式绕线盘的码垛顺序为a
111
、a
131
、a
112
、a
132
,a
121
、a
141
、a
113
、a
133
、a
122
、a
142
、a
211
、a
231
。
67.需要注意的是,在码放第二行奇数列绕线盘时,第二行奇数列位置处的绕线盘与第一行的绕线盘对应水平插接,第二行奇数列位置处的绕线盘堆叠压装在第一行相应工字轮型产品上,以形成相应的紧贴堆叠单元。
68.在第二行奇数列码放一层绕线盘后,判断第二行奇数列位置处单摞绕线盘数量与第二行偶数列位置处单摞绕线盘数量的差值,在该差值小于2时,回到第一行并按照步骤一开始码放绕线盘,在该差值等于2时,在第二行偶数列位置处码放一层绕线盘,然后回到第一行并按照步骤一开始码放绕线盘。
69.如图5中(e)所示,此时,第二行奇数列位置处单摞绕线盘数量为1,而第二行偶数列位置处单摞绕线盘数量为0,相应差值小于2,此时,需要返回第一行并重新按照步骤一开始码放绕线盘。
70.如果该差值等于2时,例如,当第二行奇数列位置处单摞绕线盘数量为2,而第二行偶数列位置处单摞绕线盘数量为0,相应差值为2,此时,可以在第二行偶数列位置处码放一层绕线盘,然后返回第一行并重新按照步骤一开始码放绕线盘。
71.并且,在第一行码垛至设定层数后,顺次将后续的一行替换为新的第一行,并按照上述的的设定步骤继续码垛,依次类推,不断往复循环,直至码放完成,其中,最底层的绕线盘的排布方式如图7所示。
72.需要注意的是,由于在码放过程中,无论是那一摞中的绕线盘均是相处两两紧贴地堆叠在一起的,如图3所示,不会形成如图2所示的交叉叠放的情况。
73.本实施例所提供的码放方法中,为尽可能的减少绕线盘码放占用空间,任意相邻前后两行绕线盘中,后一行奇数列位置处的绕线盘要与前一行绕线盘水平插接。当然,在其他实施例中,也可使后一行奇数列位置处的绕线盘与前一行绕线盘脱开,两者并不相接。
74.本发明所提供的工字轮型产品码垛结构实施例:
75.可依照上述码垛方法码放绕线盘,以形成如图3和图4的码垛结构,以三摞绕线盘为例介绍码垛结构,三摞绕线盘为左侧绕线盘300、右侧绕线盘301及后侧绕线盘302,在任意一摞工字轮型产品中,任意一摞中任意相邻的上下两层绕线盘均平齐的紧贴堆叠码放。
76.上述三摞绕线盘整体沿前后方向依次布置两行,第一行布置两摞,第二行布置一摞。
77.并且,上述三摞绕线盘形成两组紧贴堆叠单元,即左侧绕线盘300和右侧绕线盘301形成一组紧贴堆叠单元,右侧绕线盘301和后侧绕线盘302形成一组紧贴堆叠单元。对于任意一组紧贴堆叠单元来讲,相对两摞绕线盘对应水平插接,其中一摞绕线盘均为支撑绕
线盘,另一摞绕线盘均为压装绕线盘,任意上下相邻的压装绕线盘和支撑绕线盘中,压装绕线盘的相应侧轮边均堆叠压装在支撑绕线盘的相应侧轮边上。
78.这种码垛结构中,任意一摞中的所有绕线盘均是叠放布置的,以形成aabb的紧贴堆叠码放方式,中间不夹设其他摞的绕线盘,相邻两摞绕线盘插接叠放在一起,每一摞绕线盘倾斜角度始终一致,不会出现逐层累加的问题,与现有技术中交错叠放布置相比,相同型号的绕线盘码放的层数也会相对更高。
79.在本实施例中,仅码放三摞绕线盘,第一行码放两摞,第二行码放一摞,在其他实施例中,也可在在第一行内码放四摞,呈奇偶列分布,第二行码放三摞,同一行的四摞绕线盘依次相邻的两两一组,以形成三个紧贴堆叠单元,并可按照支撑绕线盘-压装绕线盘-支撑绕线盘-压装绕线盘交替布置的方式排列,即,第一摞绕线盘均为支撑绕线盘,第二摞绕线盘均为压装绕线盘,第三摞绕线盘均为支撑绕线盘,而第四罗绕线盘均为压装绕线盘,可以使第二摞绕线盘的两侧轮边对应地压装在第一摞绕线盘和第三摞绕线盘的相应侧轮边,第四摞绕线盘的相应侧轮边对应地压装在第三摞绕线盘相应侧轮边,此时,按照上述码放方法而言,第一摞和第三摞水平布置,第二摞也水平布置,第四摞则倾斜布置,但是,由于每层倾斜角度均平行一致,不会出现累加的问题。
80.当然,在其他实施例中,单行也可布置三摞绕线盘,或者五摞以上的绕线盘,三摞以上的绕线盘可按照支撑绕线盘-压装绕线盘-支撑绕线盘交替布置的方式排列,或者按照压装绕线盘-支撑绕线盘-压装绕线盘交替布置的方式排列。
81.在上述三摞绕线盘的实施例中,仅布置两行,在其他实施例中,也可沿前后方向依次布置多行,每一行的三摞绕线盘按照奇数列-偶数列-奇数列的方式排布,每一行的奇数列绕线盘均为支撑绕线盘,每一行的偶数列绕线盘均为压装绕线盘,以使得同一行的至少三摞绕线盘按照支撑绕线盘-压装绕线盘-支撑绕线盘交替布置的方式排列。而且,任意前后两行绕线盘中,后一行绕线盘的任一奇数列单摞绕线盘的轮边均对应地堆叠压装在前一行绕线盘的一摞绕线盘的轮边上以形成相应的紧贴堆叠单元。当然,在其他实施例中,如果水平码放空间足够大,也可使任意前后两行的绕线盘均邻接布置,前后两行绕线盘并不插接。
82.需要说明的是,如果前后布置多行,且对于前后任意相邻两行来讲,后一行绕线盘如果与前一行绕线盘水平插接时,后一行绕线盘会倾斜布置,这样一来,顺次向后的绕线盘均会依次倾斜布置。
83.本发明所提供的实施例中,无论是码放结构还是码放方法,均是用于码放绕线盘的,当然,也可将其应用在其他的工字轮型产品上,此时,对于码放设备来讲,可以根据实际待码放的产品更换不同的执行机械手结构即可,其他工字轮型产品,例如轮边为环板结构的绕线盘。
84.最后需要说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行不需付出创造性劳动的修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。