技术特征:
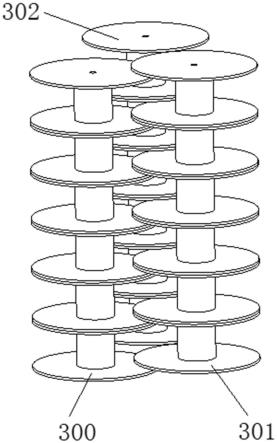
1.工字轮型产品码垛结构,其特征在于,包括:至少三摞工字轮型产品,任意一摞工字轮型产品中,任意相邻的上下两层工字轮型产品平齐的堆叠码放;所述的至少三摞工字轮型产品,沿前后方向依次布置至少两行,每行布置至少一摞工字轮型产品,至少一行布置有至少两摞工字轮型产品;所述的至少三摞工字轮型产品形成至少两组紧贴堆叠单元,各紧贴堆叠单元均由对应相邻的两摞工字轮型产品形成;属于同一紧贴堆叠单元的两摞工字轮型产品中,其中一摞工字轮型产品均为支撑件,另一摞工字轮型产品均为压装件,两摞工字轮型产品对应水平插接,以使得任意上下相邻的压装件和支撑件中,上方的压装件的相应侧轮边均堆叠压装在下方的支撑件的相应侧轮边上。2.根据权利要求1所述的工字轮型产品码垛结构,其特征在于,至少一个紧贴堆叠单元的两摞工字轮型产品分属前后两行。3.根据权利要求2所述的工字轮型产品码垛结构,其特征在于,每行工字轮型产品均包括沿左右方向依次布置的至少三摞工字轮型产品,同一行的所有工字轮型产品依次相邻两两一组形成至少两个所述的紧贴堆叠单元,同一行的所有工字轮型产品按照“支撑件-压装件-支撑件”交替布置的方式排列,或者按照“压装件-支撑件-压装件”交替布置的方式排列。4.根据权利要求3所述的工字轮型产品码垛结构,其特征在于,所有的工字轮型产品沿前后方向依次布置多行,在同一行的所有工字轮型产品按照“支撑件-压装件-支撑件”交替布置的方式排列时,每一行的奇数列工字轮型产品均为所述的支撑件,每一行的偶数列工字轮型产品均为所述的压装件。5.根据权利要求4所述的工字轮型产品码垛结构,其特征在于,任意前后两行工字轮型产品中,后一行工字轮型产品的任一奇数列单摞工字轮型产品的轮边,均对应地堆叠压装在前一行工字轮型产品的一摞工字轮型产品的轮边上,以形成相应的紧贴堆叠单元。6.根据权利要求1至5中任一项所述的工字轮型产品码垛结构,其特征在于,所述工字轮型产品为金属篮筐式绕线盘。7.工字轮型产品码垛方法,其特征在于,根据预设的上下层数、前后行数及每行的奇偶列数码放工字轮型产品,从第一行开始,按照由前向后的顺序码放,任意相邻前后两行的工字轮型产品均按照设定步骤码放,所述设定步骤包括:步骤一,在前一行奇数列位置处逐层堆叠码放工字轮型产品,直至前一行奇数列单摞工字轮型产品的数量与前一行偶数列单摞工字轮型产品的数量差值等于2;步骤二,在前一行偶数列位置处码放一层工字轮型产品,并判断前一行偶数列位置处单摞工字轮型产品数量与后一行奇数列位置处单摞工字轮型产品数量差值,在该差值小于2时,回到第一行并按照步骤一开始码放工字轮型产品,在该差值等于2时,进行步骤三;偶数列位置处的工字轮型产品与相应旁侧奇数列位置处的工字轮型产品对应水平插接,且偶数列位置处的工字轮型产品堆叠压装在相应旁侧的奇数列位置处的工字轮型产品上,以形成相应的紧贴堆叠单元;
步骤三,在后一行奇数列位置处码放一层工字轮型产品,并判断后一行奇数列位置处单摞工字轮型产品数量与后一行偶数列位置处单摞工字轮型产品数量的差值,在该差值小于2时,回到第一行并按照步骤一开始码放工字轮型产品,在该差值等于2时,在后一行偶数列位置处码放一层工字轮型产品,然后回到第一行并按照步骤一开始码放工字轮型产品;码放时,后一行偶数列位置处的工字轮型产品与后一行相应旁侧的奇数列位置处的工字轮型产品对应水平插接,且后一行偶数列位置处的工字轮型产品堆叠压装在后一行相应旁侧的奇数列位置处的工字轮型产品上,以形成相应的紧贴堆叠单元;对于步骤二和步骤三中的紧贴堆叠单元来讲,属于同一紧贴堆叠单元的两摞工字轮型产品中,其中一摞工字轮型产品均为支撑件,另一摞工字轮型产品均为压装件,两摞工字轮型产品对应水平插接,以使得任意上下相邻的压装件和支撑件中,上方的压装件的相应侧轮边均堆叠压装在下方的支撑件的相应侧轮边。8.根据权利要求7所述的工字轮型产品码垛方法,其特征在于,在第一行码垛至设定层数后,顺次将后续的一行替换为新的第一行,并按照所述的设定步骤继续码垛,依次类推,直至所有行码垛完成。9.根据权利要求7或8所述的工字轮型产品码垛方法,其特征在于,在上述步骤三中,在码放后一行奇数列位置处的工字轮型产品时,后一行奇数列位置处的工字轮型产品与前一行工字轮型产品对应水平插接,后一行奇数列位置处工字轮型产品堆叠压装在前一行相应工字轮型产品上。10.根据权利要求7或8所述的工字轮型产品码垛方法,其特征在于,所述工字轮型产品为金属篮筐式绕线盘。
技术总结
本发明涉及一种工字轮型产品码垛结构及工字轮型产品码垛方法,码垛结构包括:至少三摞工字轮型产品,任意一摞工字轮型产品中,任意相邻的上下两层工字轮型产品平齐的堆叠码放;至少三摞工字轮型产品沿前后方向依次布置至少两行;至少三摞工字轮型产品形成至少两组紧贴堆叠单元,各紧贴堆叠单元均由对应相邻两摞工字轮型产品形成。任意上下相邻两产品紧贴堆叠码放,中间并不夹设其他摞工字轮型产品,如果因为单侧轮边堆叠压装导致倾斜时,每层倾斜角度基本一致,不会像现有交替码放时出现倾斜角度逐渐累加的情况,确保工字轮型产品不会在层数不太高时就因为倾斜度过大而造成坍塌。在层数不太高时就因为倾斜度过大而造成坍塌。在层数不太高时就因为倾斜度过大而造成坍塌。
技术研发人员:夏营 李五田 高建立 刘伟 常守亮 王艺菲 曹晓玉
受保护的技术使用者:郑州高端装备与信息产业技术研究院有限公司
技术研发日:2021.05.19
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。