技术特征:
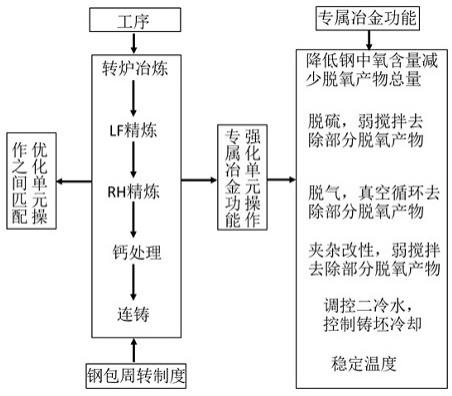
1.一种精冲钢板坯角部裂纹的综合控制方法,其特征在于包括以下步骤:步骤一:过程温降控制:控制钢水过程总温降δt总,其中,δt总=δt1 δt2 δt3 δt4 δt5;式中,δt1为出钢温降、δt2为出钢后到钢水炉外精炼运输过程温降、δt3为钢水在钢包处理过程的温降、δt4为钢包运至中间包处过程温降、δt5为钢水在中间包内温降;步骤二:转炉冶炼的控制:控制转炉终点的氧含量、碳含量和硫含量,降低出钢温度,通过全脱氧工艺出钢减少钢中一次脱氧产物,利用出钢对流混冲预造脱硫渣;步骤三:lf快速精炼:lf进站补加脱硫石灰,化渣后调整底吹并进行一次主加热升温,温度满足要求后,配加铝脱氧和强搅拌脱硫,脱硫完毕后合金化,软搅拌去除部分脱氧产物,最后出站;步骤四:rh循环脱气:rh进站后常规脱气循环处理,然后进行钙处理,软搅拌后充分上浮夹杂物并去除;步骤五:连铸二冷水控制:调整二冷比水量为0.89,增加足辊段、冷却区一至三区冷却水量,其余保持原水量;步骤六:吹氩控制:调整塞棒、浸入式水口吹氩气流量为2-3l/min,中间包上水口与浸入式水口之间的氩封流量5l/min。2.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述温降控制具体如下:通过控制转炉终点氧含量,降低合金加入量,控制δt1≤20℃;通过非处理时间全程加盖,每炉钢水等待时间≤5min,控制δt2≤10℃;通过控制lf处理过程钢水的升温速度3-4℃/min与rh处理温降,控制δt3≤25℃;通过开浇镇静时间控制在20min,控制δt4≤10℃;中间包烘烤时间不小于150分钟,并选用中间包低密度碳化稻壳保温剂覆盖钢水表面,控制浇注一炉钢水温度差δt5≤5℃;在lf炉补温条件下,控制从转炉出钢到连铸浇注过程总温降δt
总
≤70℃。3.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:上述方案的进一步改进为:所示步骤一中,控制周转包≤6,出钢时间6-8min,每炉钢水非正常等待时间≤5min,过程总温降≤70℃,保证浇铸过程过热度的稳定。4.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤二中,转炉终点碳含量范围控制在0.06
±
0.02%,出钢温度的范围控制在1610
±
5℃。5.降低出钢氧含量,减少脱氧产出生成。6.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤二中,出钢时加入铝锰钙,并预加入脱硫石灰和钢包渣改性剂。7.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤一、三、四中,延长rh出站到连铸开浇之间钢水镇静时间为20min,延长lf、rh弱搅拌时间为8min,使内生夹杂物上浮。8.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤
四中,所述钙处理为复压喂入纯钙线,再软搅拌和软吹。9.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤五中,增加了连铸二次冷却区一至三区冷却水量,确保弯曲操作时,铸坯表面温度避开710-765℃脆性温度区间。10.根据权利要求1所述的精冲钢板坯角部裂纹的综合控制方法,其特征在于:所述步骤六中,减少了塞棒、水口及氩封气体流量。
技术总结
本发明属于炼钢技术领域,进一步是一种精冲钢板坯角部裂纹的综合控制方法。本发明包括步骤一:过程温降控制;步骤二:转炉冶炼的控制;步骤三:LF快速精炼:步骤四:RH循环脱气;步骤五:连铸二冷水控制;步骤六:吹氩控制;本发明有效消除了减少由于钢中非金属夹杂物、铸坯表面晶界网状先共析铁素体的析出,第三脆性区间引起的角部裂纹;通过改进转炉冶炼降低钢种氧含量;通过LF精炼、RH精炼和钙处理进一步的去除部分脱氧产物。去除部分脱氧产物。去除部分脱氧产物。
技术研发人员:苏瑞先 杨树峰 江中块 王勇 李京社 张福君 王田田
受保护的技术使用者:上海梅山钢铁股份有限公司
技术研发日:2021.05.19
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。