1.本发明涉及一种精密冷拔无缝管的退火工艺,具体涉及一种精密冷拔无缝管微变形去应力退火工艺。
背景技术:
2.冷拔管尺寸精度高材料利用率高,在液压油缸、输油管道等领域被广泛应用。虽然冷拔管具有以上优势,但在生产和应用过程中存在多种缺陷:冷拔成型后的残余应力,造成成型尺寸精度不稳定、冷拔直线度差、切削加工尺寸精度不稳定性;冷作硬化造成强度提高但韧性下降。现有技术中,通常在冷拔后进行500℃-600℃退火,去除冷拔后产生的残余应力,提高冷拔管成品韧性。经过该工艺退火后冷拔管直线度变差,全长直线度增加值为8mm-15mm,后续校直效率较低,且校直后薄壁钢管内孔椭圆度增大0.1mm以上,严重影响产品质量和生产效率。
3.如现有的技术方案:专利号cn201310339380.7 名称一种高强度冷拔钢管的制造方法将冷拔管引入退火炉进行成品热处理,目的在于确保钢管的强度,使由冷拔产生的加工应变残留,当退火温度过高时,加工应变恢复,不能得到加工硬化的效果,退火温度为500-600℃,可以得到加工硬化的效果,为了除去冷拔钢管的强度偏差,冷拔钢管的炉内保持时间为8-10小时,冷拔钢管的出炉温度为300-400℃,得到高强度冷拔钢管,但是这种方式的冷拔管在500℃-600℃退火后直线度变化较大,校直过程存在压扁风险,影响校直工序效率和质量,并且退火升温、降温时间长,整体能耗较高、效率较低。
技术实现要素:
4.针对上述现有技术存在的问题,本发明提供一种精密冷拔无缝管微变形去应力退火工艺,不同于传统的500℃-600℃保温2-8小时退火
→
校直工艺,使用定制高强韧性毛坯料,采用粗校直
→
400℃-450℃保温2.5小时,控冷至300
±
10℃,出炉空冷
→
精校直工艺,装炉过程冷拔管摆放整齐两端悬空长度长度≤0.5m,混装时薄壁管摆放靠近炉体上侧,厚壁管摆放靠近炉体下侧,减小热处理过程工件直线度变化量,提高校直效率,避免出现校直过程压扁现象,本工艺在保证满足冷拔管强韧性能的前提下,减少热处理后工件变形最大限度的同时发挥了冷拔管的强度、韧性和精度优势,实现了质量和经济效益的最大化。
5.为了实现上述目的,本发明采用的技术方案是:一种精密冷拔无缝管微变形去应力退火工艺,包括如下步骤:步骤一、对冷拔后的无缝管进行粗校直;步骤二、对粗校直后的无缝管进行退火处理;即:将无缝管整齐摆放在退火炉中,较长和壁厚较厚工件放在底部,两端悬空长度长度≤0.5m,退火温度为400-450℃,35-45min升温至350℃,均温10min后35-45min后升温至目标温度,保温时间2-2.5h,控冷至300
±
10℃,出炉空冷;
步骤三、对退火后处理后的无缝管进行精校直。
6.进一步的,所述冷拔的无缝管材质采用v型冲击功≥80kv2/j的20mnv6,冷拔后椭圆度≤0.2mm,直线度≤10mm。
7.进一步的,所述步骤一中,对冷拔后无缝管使用点式压力机进行粗校直,校直后使用百分表测量任意位置圆跳动保证任意无缝管上的位置圆跳动≤2mm。
8.进一步的,对退火处理后的无缝管冷却至室温后,通过点式压力机进行精校直,校直后使用百分表测量无缝管上的任意位置圆跳动≤1mm,椭圆度增加量≤0.05mm。
9.本发明的有益效果是:(1)通过400℃-450℃退火后直线度变化小,后续校直效率高、校后椭圆度变化量小;(2)退火温度的保温时间2.5h,用时短,节省时间,提高效率,减少能耗;(3)400℃-450℃退火升温、降温时间短,整体能耗较低、效率高;(4)通过对无缝管的摆放,减少底部工件变形量,提高校直效率,缩短退火的时间和温度,提高生产效率、改善产品质量;(5)通过对无缝管的粗校
→
退火
→
精校,可以更好地保证产品质量。
附图说明
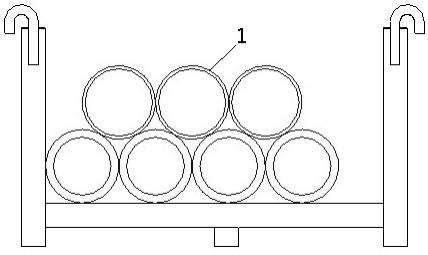
10.图1为步骤二中无缝管摆放示意图;图中:1、无缝管。
具体实施方式
11.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本发明进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限制本发明的范围。
12.除非另有定义,本文所使用的所有的技术术语和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
13.实例1一种精密冷拔无缝管1微变形去应力退火工艺,包括如下步骤:步骤一、对冷拔后的无缝管1进行粗校直;步骤二、对粗校直后的无缝管1进行退火处理;即:如图1所示,将无缝管1整齐摆放在退火炉中,较长和壁厚较厚工件放在底部,两端悬空长度长度≤0.5m,退火温度为410℃,保温时间2.4h,41min升温至350℃,均温10min后42min后升温至目标温度,控冷至300
±
10℃,出炉空冷;步骤三、对退火后处理后的无缝管1进行精校直。
14.冷拔的无缝管1材质采用v型冲击功≥80kv2/j的20mnv6,冷拔后椭圆度≤0.2mm,直线度≤10mm。
15.步骤一中,对冷拔后无缝管1使用点式压力机进行粗校直,校直后使用百分表测量任意位置圆跳动保证任意无缝管1上的位置圆跳动≤2mm。
16.步骤三,对退火处理后的无缝管1冷却至室温后,通过点式压力机进行精校直,校直后使用百分表测量无缝管1上的任意位置圆跳动≤1mm,椭圆度增加量≤0.05mm。
17.实例2一种精密冷拔无缝管1微变形去应力退火工艺,包括如下步骤:步骤一、对冷拔后的无缝管1进行粗校直;步骤二、对粗校直后的无缝管1进行退火处理;即:如图1所示,将无缝管1整齐摆放在退火炉中,较长和壁厚较厚工件放在底部,两端悬空长度长度≤0.5m,退火温度为440℃,保温时间2.1h,37min升温至350℃,均温10min后40min后升温至目标温度,控冷至300
±
10℃,出炉空冷;步骤三、对退火后处理后的无缝管1进行精校直。
18.冷拔的无缝管1材质采用v型冲击功≥80kv2/j的20mnv6,冷拔后椭圆度≤0.2mm,直线度≤10mm。
19.步骤一中,对冷拔后无缝管1使用点式压力机进行粗校直,校直后使用百分表测量任意位置圆跳动保证任意无缝管1上的位置圆跳动≤2mm。
20.步骤三,对退火处理后的无缝管1冷却至室温后,通过点式压力机进行精校直,校直后使用百分表测量无缝管1上的任意位置圆跳动≤1mm,椭圆度增加量≤0.05mm。
21.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种精密冷拔无缝管微变形去应力退火工艺,其特征在于,包括如下步骤:步骤一、对冷拔后的无缝管进行粗校直;步骤二、对粗校直后的无缝管进行退火处理;即:将无缝管整齐摆放在退火炉中,较长和壁厚较厚工件放在底部,两端悬空长度长度≤0.5m,退火温度为400-450℃,35-45min升温至350℃,均温10min后35-45min后升温至目标温度,保温时间2-2.5h,控冷至300
±
10℃,出炉空冷;步骤三、对退火后处理后的无缝管进行精校直。2.根据权利要求1所述的一种精密冷拔无缝管微变形去应力退火工艺,其特征在于,所述冷拔的无缝管材质采用v型冲击功≥80kv2/j的20mnv6,冷拔后椭圆度≤0.2mm,直线度≤10mm。3.根据权利要求1所述的一种精密冷拔无缝管微变形去应力退火工艺,其特征在于,所述步骤一中,对冷拔后无缝管使用点式压力机进行粗校直,校直后使用百分表测量任意位置圆跳动保证任意无缝管上的位置圆跳动≤2mm。4.根据权利要求1所述的一种精密冷拔无缝管微变形去应力退火工艺,其特征在于,对退火处理后的无缝管冷却至室温后,通过点式压力机进行精校直,校直后使用百分表测量无缝管上的任意位置圆跳动≤1mm,椭圆度增加量≤0.05mm。
技术总结
本发明公开一种精密冷拔无缝管微变形去应力退火工艺,包括如下步骤:对冷拔后的无缝管进行粗整形、对粗整形后的无缝管进行退火处理、对退火后处理后的无缝管进行精整形,退火处理:将无缝管整齐摆放在退火炉中,两端悬空长度长度≤0.5m,退火温度为400-450℃,保温时间2-2.5h,控冷至300
技术研发人员:刘洋 刘庆教 王家聪 刘贤翠 韦金钰
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:2022.08.26
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。