1.本发明涉及汽车内饰技术领域,特别是涉及一种汽车内饰一体式发泡成型工艺。
背景技术:
2.我国是汽车大国,无论是汽车工业制造数量或是汽车保有量都排在世界第一位。汽车内饰系统是汽车车身的重要组成部分,内饰系统的设计工作量占到车造型设计工作量的60%以上,远超过汽车外形。汽车前扶手设置在前排座椅中间,前部过道上面的扶手,为前排驾乘人员提供肘部支撑。后扶手则设置在后座中央扶手位于后排座椅中间,多为可收放式,可以为后排乘客提供肘部空间。如果不需要扶手则可以收起来,不会影响到车内的空间感。
3.一辆成型的轿车需用到的聚氨酯总量为30kg左右,高质量的聚氨酯制品在轿车中的使用量也是衡量轿车等级的重要因素之一。汽车扶手的结构是中间有钢骨架和门板固定、外层覆盖自结皮半硬质聚氨酯泡沫塑料,表面具有装饰性花纹,使人们在乘坐时有舒适感和安全感。在轿车的左、右门内护板上也有搁手,其材质为自结皮半硬质聚氨酯泡沫塑料。硬质聚氨酯塑料质轻、隔音、绝热性能优越、耐化学药品,电性能好,易加工,吸水率低。
4.现在常用汽车扶手生产过程是将扶手骨架与聚氨酯垫块连接,但是这种方式存在聚氨酯发泡件和骨架、外装饰表皮在组织时可能会出现的起皮、鼓包、不贴合等问题,浪费材料的同时浪费时间。
技术实现要素:
5.本发明的目的是提供一种汽车内饰一体式发泡成型工艺,将汽车部件固定在成型模具内部,聚氨酯发泡成型时即可实现与汽车部件的连接,节省原料和安装时间。
6.为实现上述目的,本发明提供了一种汽车内饰一体式发泡成型工艺,
7.s1、原料准备:称取一定量的mdi、聚醚多元醇、扩链剂、催化剂、阻燃剂和水;
8.s2、混料:将mdi、聚醚多元醇、扩链剂、催化剂、阻燃剂和水在反应釜中搅拌混合;
9.s3、零件固定:向成型模具的下模喷涂脱模剂,将汽车部件固定在下模内部,调节夹紧机构将汽车部件不包覆聚氨酯的位置夹紧;
10.s4、加料:向下模内汽车部件需包覆聚氨酯处注入聚氨酯反应料;
11.s5、成型:启动气动组件将上模与下模连接,发泡成型;
12.s6、换模:上一成型模具中注完聚氨酯反应料后,安装台旋转将下一成型模具送至聚氨酯浇注机处注料;
13.s7、脱模:打开上模并松开夹紧机构,将汽车部件从成型模具中取出。
14.优选的,所述夹紧机构位于所述下模内部,所述夹紧机构的安装块两侧对称设有第一夹紧爪和第二夹紧爪,所述第二夹紧爪与所述第一夹紧爪结构相同,所述第一夹紧爪末端与移动杆连接,所述移动杆部分位于所述安装块一侧的安装套内,所述移动杆与所述第一夹紧爪末端连接处铰接有第一限位杆,所述第一限位杆另一端与定位杆套设的定位套
下侧铰接,所述定位套上侧铰接的第二限位杆与所述安装块侧壁铰接,所述定位杆中部设有与螺纹杆螺纹连接的通孔,所述安装块安装槽内的电机与所述螺纹杆连接。
15.优选的,所述第一夹紧爪设有第一夹紧部,所述第二夹紧爪设有第二夹紧部,所述第一夹紧部和所述第二夹紧部与汽车部件不包覆聚氨酯处形状相匹配。
16.优选的,所述下模和所述上模内部均与汽车部件包覆聚氨酯处形状相匹配,所述上模和所述下模铰接,所述上模铰接的气动组件与圆形安装台铰接。
17.优选的,所述安装台边缘均匀设有若干不同汽车部件的成型模具,所述安装台边缘设有所述聚氨酯浇注机,所述安装台中央铰接有旋转轴,所述安装台侧壁的链条与驱动电机连接的链轮啮合。
18.优选的,所述安装套与所述安装块侧壁之间的距离大于所述移动杆的运动范围。
19.优选的,所述扩链剂为乙二醇、联苯二胺、三嗪二胺、丙三醇和三羟甲基丙烷中的一种或几种。
20.优选的,所述催化剂为n,n-二甲基环己胺、n,n
’‑
二乙基哌嗪、有三乙醇胺、n,n
’‑
二甲基吡啶、二丁基锡二月桂酸酯和己二酸中的一种或几种。
21.优选的,所述阻燃剂为三氧化二锑、氢氧化镁和氢氧化铝中的一种或几种。
22.因此,本发明采用上述结构的一种汽车内饰一体式发泡成型工艺,有益效果为:
23.1、将汽车部件固定在成型模具内部,聚氨酯发泡成型时即可实现与汽车部件的连接,节省原料和安装时间;
24.2、聚氨酯和汽车部件一体发泡成型,不会出现的起皮、鼓包、不贴合等现象。
25.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
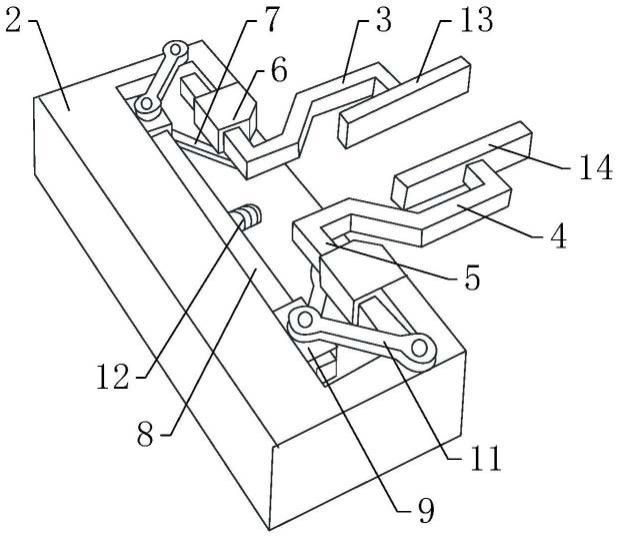
26.图1是本发明一种汽车内饰一体式发泡成型工艺成型模具夹紧机构示意图;
27.图2是本发明一种汽车内饰一体式发泡成型工艺成型模具汽车扶手下模俯视剖面图;
28.图3是本发明一种汽车内饰一体式发泡成型工艺汽车扶手(阴影为聚氨酯包覆区)侧视图;
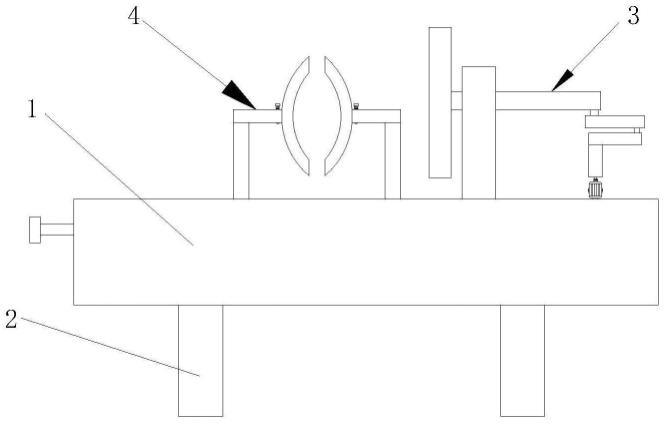
29.图4是本发明一种汽车内饰一体式发泡成型工艺侧视图。
30.附图标记
31.1、下模;2、安装块;3、第一夹紧爪;4、第二夹紧爪;5、移动杆;6、安装套;7、第一限位杆;8、定位杆;9、定位套;10、电机;11、第二限位杆;12、螺纹杆;13、第一夹紧部;14、第二夹紧部;15、上模;16、气动组件;17、安装台;18、聚氨酯浇注机;19、链条;20、驱动电机;21、链轮;22、万向轮;23、汽车扶手。
具体实施方式
32.以下通过附图和实施例对本发明的技术方案作进一步说明。
33.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等
类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
34.图1是本发明一种汽车内饰一体式发泡成型工艺成型模具夹紧机构示意图,图2是本发明一种汽车内饰一体式发泡成型工艺成型模具汽车扶手下模俯视剖面图,图3是本发明一种汽车内饰一体式发泡成型工艺汽车扶手(阴影为聚氨酯包覆区)侧视图,图4是本发明一种汽车内饰一体式发泡成型工艺侧视图,如图所示,一种汽车内饰一体式发泡成型工艺。
35.s1、原料准备:称取一定量的mdi、聚醚多元醇、扩链剂、催化剂、阻燃剂和水;
36.s2、混料:将mdi、聚醚多元醇、扩链剂、催化剂、阻燃剂和水在反应釜中搅拌混合;
37.s3、零件固定:向成型模具的下模喷涂脱模剂,将汽车部件固定在下模内部,调节夹紧机构将汽车部件不包覆聚氨酯的位置夹紧;
38.s4、加料:向下模内汽车部件需包覆聚氨酯处注入聚氨酯反应料;
39.s5、成型:启动气动组件将上模与下模连接,发泡成型;
40.s6、换模:上一成型模具中注完聚氨酯反应料后,安装台旋转将下一成型模具送至聚氨酯反应料的出料口处注料;
41.s7、脱模:打开上模并松开夹紧机构,将汽车部件从成型模具中取出。
42.夹紧机构位于下模1内部,夹紧机构的安装块2两侧对称设有第一夹紧爪3和第二夹紧爪4,第二夹紧爪4与第一夹紧爪3结构相同。第一夹紧爪3末端与移动杆5连接,移动杆5部分位于安装块2一侧的安装套6内,移动杆5与第一夹紧爪3末端连接处铰接有第一限位杆7,第一限位杆7另一端与定位杆8套设的定位套9下侧铰接。定位套9上侧铰接的第二限位杆11与安装块2侧壁铰接,定位杆8中部设有与螺纹杆12螺纹连接的通孔,安装块2安装槽内的电机10与螺纹杆12连接。
43.启动电机10带动螺纹杆12旋转,带动定位杆8向靠近移动杆5的位置移动,与此同时,第二限位杆11带动定位套9向靠近螺纹杆12的方向移动。定位杆8和定位套9移动使得第一限位杆7带动移动杆5相互靠近,最终使得第一夹紧爪3和第二夹紧爪4相互靠近将汽车部件夹紧。
44.第一夹紧爪3设有第一夹紧部13,第二夹紧爪4设有第二夹紧部14,第一夹紧部13和第二夹紧部14与汽车部件不包覆聚氨酯处形状相匹配。第一夹紧部13和第二夹紧部14根据汽车部件不包覆聚氨酯处的形状来设置,保证将汽车部件固定在下模1内部。
45.下模1和上模15内部均与汽车部件包覆聚氨酯处形状相匹配,上模15和下模1铰接,上模15铰接的气动组件16与圆形安装台17铰接。成型模具内部根据汽车部件的形状设置,夹紧机构的位置根据汽车未包覆聚氨酯处的位置而设置。气动组件16的数量为上模15两侧一侧一个,保证上模15关闭后,上模15与下模1的紧密连接。成型模具内部汽车部件包覆聚氨酯侧的聚氨酯发泡区和汽车部件未包覆聚氨酯处的放置区分隔开,保证一体成型质量。
46.安装台17边缘均匀设有若干不同汽车部件的成型模具,安装台17边缘设有聚氨酯
浇注机18,安装台17中央铰接有旋转轴,安装台17侧壁的链条19与驱动电机20连接的链轮21啮合。驱动电机20通过链轮21和链条19带动安装台17沿旋转轴旋转,安装台17底部的万向轮22与地面的环形轨道连接,保证安装台17运动时的平稳。安装台17旋转将不同的成型模具带至聚氨酯浇注机18处注入聚氨酯反应料,使得生产过程可连续进行。
47.安装套6与安装块2侧壁之间的距离大于移动杆5的运动范围,保证第一夹紧爪3和第二夹紧爪4之间的夹紧效果。
48.扩链剂为乙二醇、联苯二胺、三嗪二胺、丙三醇和三羟甲基丙烷中的一种或几种。
49.催化剂为n,n-二甲基环己胺、n,n
’‑
二乙基哌嗪、有三乙醇胺、n,n
’‑
二甲基吡啶、二丁基锡二月桂酸酯和己二酸中的一种或几种。
50.阻燃剂为三氧化二锑、氢氧化镁和氢氧化铝中的一种或几种。
51.实施例1
52.s1、原料准备:称取一定量的mdi、聚氧化丙烯二醇、三羟甲基丙烷、己二酸、三氧化二锑和水。
53.s2、混料:将mdi、聚氧化丙烯二醇、三羟甲基丙烷、己二酸、三氧化二锑和水在反应釜中搅拌混合。
54.s3、零件固定:将汽车扶手固定在成型模具的下模内部,调节夹紧机构将汽车扶手不包覆聚氨酯的位置夹紧,上模和下模具有与汽车扶手形状相匹配的凸起和凹陷,可将聚氨酯包覆区和未包覆区隔开。
55.电机启动带动定位杆向靠近移动杆的位置移动,第二限位杆带动定位套运动。定位套、定位杆和第一限位杆相互配合,带动第一夹紧爪和第二夹紧爪将汽车扶手未包覆聚氨酯的位置夹紧。
56.s4、加料:向下模内汽车扶手需包覆聚氨酯处注入聚氨酯反应料。
57.s5、成型:启动气动组件将上模与下模连接,等待聚氨酯发泡成型。
58.s6、换模:上一成型模具中注完聚氨酯反应料后,安装台旋转将下一成型模具送至聚氨酯浇注机处注料。
59.s7、脱模:打开上模并松开夹紧机构,将汽车扶手从成型模具中取出。
60.最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。