技术特征:
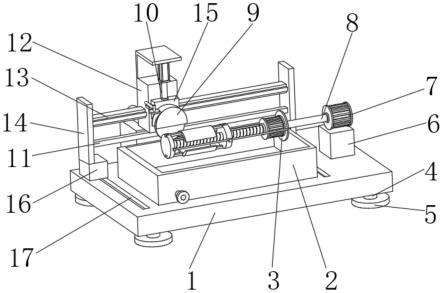
1.一种高铬合金铸球生产用锻造装置,包括切断箱(1)、转向轨道(2)、输送台(3)、输送轨道(4)、加热箱(5)、放置盒(6)、锻造台(7)和锻造组件(8),其特征在于:所述锻造组件(8)设置在所述锻造台(7)上,所述锻造组件(8)包括开合柱(801)、底座(802)、顶板(803)、锻造结构(804)、冲头结构(805)和顶出结构(806),所述开合柱(801)固定焊接在所述锻造台(7)顶部,所述底座(802)通过螺栓安装在所述锻造台(7)顶部,所述顶板(803)设置在所述开合柱(801)一侧且与所述底座(802)对应,所述锻造结构(804)设置在所述开合柱(801)内,所述冲头结构(805)设置在所述顶板(803)上,所述顶出结构(806)设置在所述底座(802)内,所述转向轨道(2)设置在所述切断箱(1)和所述输送轨道(4)之间,所述输送台(3)设置在所述切断箱(1)一侧,所述输送轨道(4)固定焊接在所述输送台(3)顶部且与所述加热箱(5)对应,所述加热箱(5)设置在所述输送台(3)一侧,所述放置盒(6)设置在所述加热箱(5)一侧,所述锻造台(7)设置在所述放置盒(6)一侧。2.根据权利要求1所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述开合柱(801)内部开设有开合腔和开合槽,所述锻造结构(804)包括开合电机(8041)、螺纹杆(8042)、螺纹环(8043)和螺纹块(8044),所述开合电机(8041)通过螺栓安装在所述开合腔内,所述螺纹杆(8042)两端分别转动安装在所述开合槽内顶壁上和固定焊接在所述开合电机(8041)的输出轴上,所述螺纹环(8043)螺纹啮合套设在所述螺纹杆(8042)上,所述螺纹块(8044)固定焊接在所述螺纹环(8043)一侧。3.根据权利要求2所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述顶板(803)固定焊接在所述螺纹块(8044)一侧,所述顶板(803)顶部开设有更换孔(9)和第一拆装槽(10),所述冲头结构(805)包括冲头柱(8051)、拆装板(8052)和拆装螺栓(8053),所述冲头柱(8051)固定焊接在所述拆装板(8052)底部且与所述更换孔(9)对应,所述拆装板(8052)顶部开设有第二拆装槽,所述拆装螺栓(8053)设置在所述第二拆装槽内且与所述第一拆装槽(10)对应。4.根据权利要求3所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述冲头柱(8051)底部开设有第一锻槽,所述底座(802)顶部开设有第二锻槽,所述第一锻槽与所述第二锻槽对应,所述第二锻槽底部开设有顶出腔和顶出槽,所述顶出结构(806)包括顶出液压缸(8061)和顶出块(8062),所述顶出液压缸(8061)通过螺栓安装在所述顶出腔内,所述顶出块(8062)固定焊接在所述顶出液压缸(8061)的输出轴上且与所述顶出槽对应。5.根据权利要求4所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述第二锻槽一侧开设有导出槽,所述导出槽一侧固定焊接有导出轨道(11),所述底座(802)顶部固定焊接有防护框(12),所述防护框(12)设置在所述第二锻槽外侧且所述防护框(12)内壁与所述冲头柱(8051)外壁对应。6.根据权利要求1所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述转向轨道(2)包括斜轨道(13)和坡轨道(14),所述斜轨道(13)固定焊接在所述切断箱(1)出口侧壁上,所述输送轨道(4)一侧开设有转向槽,所述坡轨道(14)两端分别固定焊接在所述斜轨道(13)底端和所述输送轨道(4)的所述转向槽上,所述切断箱(1)内部设置有切断结构,所述加热箱(5)内设置有加热结构。7.根据权利要求1所述的一种高铬合金铸球生产用锻造装置,其特征在于:所述输送台(3)顶部固定焊接有垫块,所述垫块顶部固定焊接有输送箱(15),所述输送箱(15)内部通过
螺栓安装有输送液压缸,所述输送液压缸的输出轴上固定焊接有输送块(16),所述输送块(16)设置在所述输送轨道(4)顶部。8.一种高铬合金铸球生产用锻造方法,其特征在于,包括以下步骤:第一步:把高铬合金棒体导进切断箱(1)内进行均匀切断工作;第二步:均匀切断后的短棒从切断箱(1)的出口落到斜轨道(13)上,到达坡轨道(14)顶部沿着坡度方向落到输送轨道(4)上;第三步:此时输送液压缸工作,输送液压缸带动输送块(16)推动第一个短棒沿着输送轨道(4)移动一段距离后回到初始位置,然后第二个短棒落到输送轨道(4)上,输送液压缸再次工作,如此往复,各个短棒依次推动进入加热箱(5)内进行加热;第四步:加热后的短棒落到放置盒(6)内,放置盒(6)材质为钢体,耐热;第五步:工人通过夹持钳把放置盒(6)内的高温短棒放在底座(802)的第二锻槽内,调节锻造结构(804)调节顶板(803)和底座(802)之间的相对位置,通过冲头柱(8051)和底座(802)完成锻造成型工作,然后顶板(803)回到初始位置,通过顶出结构(806)使成型的球体离开第二锻槽,工人通过夹持钳把球体推入导出轨道(11),进行后续的辊锻和热处理等工作;第六步:若需要锻造不同大小的球体,只需要通过拆装冲头结构(805)和更换底座(802)即可,简单方便,不需要更换其他的装置。
技术总结
本发明涉及高铬合金铸球生产技术领域,具体的说是一种高铬合金铸球生产用锻造装置及其锻造方法,包括切断箱、转向轨道、输送台、输送轨道、加热箱、放置盒、锻造台和锻造组件,通过斜轨道和坡轨道组成的转向轨道可以使切断后的短棒落到输送轨道上,再通过输送液压缸和输送块依次推动短棒进入加热箱内进行加热,不需要工人手动将钢材送入运行的加热装置中,避免工人碰触到加热箱内部的加热结构,提高安全性,降低工作成本,提高工作效率,通过顶出液压缸和顶出块带动成型后的球体在第二锻槽内悬空,防护框避免球体脱离底座,工人通过夹持钳把球体推入导出轨道,可以快速取出锻造好的球体,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:丁仕武 丁幸 徐帮明
受保护的技术使用者:宁国市宁武新材料科技有限公司
技术研发日:2022.08.29
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。