0.23%,si≤0.6%,mn:0.5-1%,p≤0.03%,s≤0.02%,cr≤0.3%,ni:0.28-0.4%,mo≤0.12%,cu≤0.3%,v≤0.03%,余量为fe以及不可避免的杂质元素。
14.进一步地,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.18-0.23%, si≤0.6%,mn:0.5-1%,p≤0.03%,s≤0.02%,cr≤0.3%,ni:0.28-0.4%,mo≤0.12%,cu≤0.3%,v≤0.03%, 余量为fe以及不可避免的杂质元素。
15.进一步地,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.19%, si:0.5%,mn:0.7%,p:0.01%,s:0.02%,cr:0.2%,ni:0.35%,mo:0.10%,cu:0.1%,v: 0.02%,余量为fe以及不可避免的杂质元素。钢材采用双效材质的化学成分,热处理后的钢材铸件同时可以符合两种材质机械性能标准的要求。
16.与现有技术相比,本发明具有以下有益效果:本发明所述的双标共效铸钢和生产工艺,可以将两种不同标准的材质按照一种双效材质进行生产,便于生产管理,提高生产效率,降低生产成本。同时客户无论按照其中的任一种材质标准进行检验,铸件均能满足成分和性能要求。总体上提高了产品的质量和使用寿命,降低了成本、提高了产品利润。
具体实施方式
17.下面结合实施例对本发明做进一步描述:以下通过具体实施例对本发明作进一步说明,但不用以限制本发明,凡在本发明精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
18.实施例1本实施例所述双标共效铸钢,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.18%, si:0.6%,mn:0.5%,p:0.01%,s:0.01%,cr:0.1%,ni:0.28%,mo:0.12%,cu:0.1%,v:0.03%,余量为fe以及不可避免的杂质元素。钢材采用双效材质的化学成分,热处理后的钢材铸件同时可以符合两种材质机械性能标准的要求。
19.实施例2本发明所述双标共效铸钢的生产工艺,其特征在于:包括步骤:(1)、钢材正火处理步骤:双标共效铸钢的钢材在<300
°
c装炉,按升温速度≤200
°
c/h升温到920
°
c,保温3h,出炉水冷;(2)、钢材回火处理步骤:当正火处理后出炉水冷到630
°
c时回炉保温3h,出炉水冷。
20.本实施例所使用的双标共效铸钢的钢材与实施例1相同。
21.实施例3本实施例所述双标共效铸钢,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.19%, si:0.5%,mn:0.7%,p:0.01%,s:0.02%,cr:0.2%,ni:0.35%,mo:0.10%,cu:0.1%,v: 0.02%,余量为fe以及不可避免的杂质元素。钢材采用双效材质的化学成分,热处理后的钢材铸件同时可以符合两种材质机械性能标准的要求。
22.实施例4本发明所述双标共效铸钢的生产工艺,包括步骤:(1)、钢材正火处理步骤:双标共效铸钢的钢材在<300
°
c装炉,按升温速度≤200
°
c/h升温到920
°
c,保温3h,出炉水冷;(2)、钢材回火处理步骤:当正火处理后出炉水冷到630
°
c时回炉保温3h,出炉水冷。
23.本实施例所使用的双标共效铸钢的钢材与实施例3相同。
24.实施例5本实施例所述双标共效铸钢,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.20%, si:0.4%,mn:0.8%,p:0.02%,s:0.02%,cr:0.3%,ni:0.4%,mo:0.08%,cu:0.2%,v:0.01%,余量为fe以及不可避免的杂质元素。钢材采用双效材质的化学成分,热处理后的钢材铸件同时可以符合两种材质机械性能标准的要求。
25.实施例6本发明所述双标共效铸钢的生产工艺,包括步骤:(1)、钢材正火处理步骤:双标共效铸钢的钢材在<300
°
c装炉,按升温速度≤200
°
c/h升温到920
°
c,保温3h,出炉水冷;(2)、钢材回火处理步骤:当正火处理后出炉水冷到630
°
c时回炉保温3h,出炉水冷。
26.本实施例所使用的双标共效铸钢的钢材与实施例5相同。
27.实施例7本实施例所述双标共效铸钢,所述双标共效铸钢的钢材由以下成分(以质量百分比计)组成:c:0.23%, si:0.05%,mn:1%,p:0.03%,s:0.02%,cr:0.3%,ni:0.4%,mo:0.03%,cu:0.3%,v:0.01%,余量为fe以及不可避免的杂质元素。钢材采用双效材质的化学成分,热处理后的钢材铸件同时可以符合两种材质机械性能标准的要求。
28.实施例8本发明所述双标共效铸钢的生产工艺,包括步骤:(1)、钢材正火处理步骤:双标共效铸钢的钢材在<300
°
c装炉,按升温速度≤200
°
c/h升温到920
°
c,保温3h,出炉水冷;(2)、钢材回火处理步骤:当正火处理后出炉水冷到630
°
c时回炉保温3h,出炉水冷。
29.本实施例所使用的双标共效铸钢的钢材与实施例7相同。
30.将上述实施例2、4、6、8制成的双标共效铸钢进行力学性能测试,测试结果如表1所示。实施例/性能抗拉强度(mpa)屈服强度(mpa)延伸率%实施例257036535实施例459837640实施例659534536实施例858036939
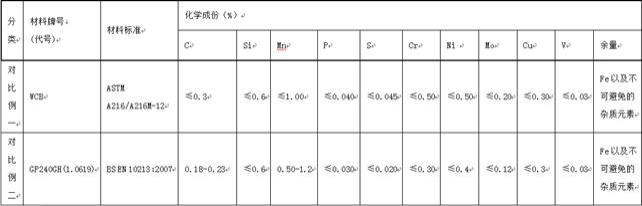
31.表1:实施例2、4、6、8性能测试结果对比例1和对比例2分别称取如表2对比例1、2中组成成分及其质量百分比的原料, 制成钢材,然后将钢材进行正火处理和回火处理。
32.表2:本发明对比例1-2所用钢材的组成成分及其质量百分比将上述对比例1-2正火处理和回火处理后的钢材进行力学性能测试,测试结果如表3所示。
33.表3:对比例1、2性能测试结果综上,从表1和表3的测试结果可知,采用本发明组成成分及其质量百分比配伍而成的钢材,并运用本发明的制备方法制备而成的双标共效铸钢,在性能上要优于采用普通钢材或者采用现有制备方法制备而成的铸钢的性能。
34.另外,wcb材质的铸钢和1.0619材质的铸钢,这两种材质化学成分的交集很窄,铸造熔炼时比较困难。本发明可以将两种不同标准的材质按照一种双效材质进行生产,便于生产管理,提高生产效率,降低生产成本。同时客户无论按照其中的任一种材质标准进行检验,铸件均能满足成分和性能要求。总体上提高了产品的质量和使用寿命,降低了成本提高了产品利润。
35.所述双标共效铸钢的应用,用于加工流量控制阀,具体步骤如下:先用双标共效铸钢的钢材加工出流量控制阀的铸件,并运用本发明的制备方法制备而成流量控制阀阀体。某公司所生产的流量控制阀,其中阀体需要铸造生产,该公司在国内和欧美地区均有该产品的使用客户,不同国家和地区对该产品的材质与性能要求有所不同。通过对双标共效材质的应用,同时解决了国内与欧美地区对材质成分的检测标准要求,并且能够同时达到相应的机械性能的要求。在满足客户需求的同时,降低了生产过程中的成本,提高了产品的质量与竞争力。
36.以上显示和描述了本发明的基本原理、主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及
其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
