1.本发明涉及铸造技术领域,更具体的说是一种消失模铸造工艺。
背景技术:
2.消失模铸造又称实型铸造,是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模在铸造后,需要将填埋有成型铸件的沙箱内的型砂,整体倒扣过来,将型砂从沙箱内扣出后,将铸件从型砂和沙箱内取出来,但是该过程型砂和铸件从沙箱散落出来,容易烫伤工人,存在一定风险。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种消失模铸造工艺,其有益效果为本发明使型砂与成型后的铸件分离过程中,能够避免烫伤操作人员。
4.本发明解决其技术问题所采用的技术方案是:
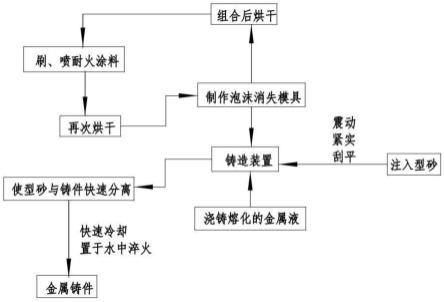
5.一种消失模铸造工艺,包括以下步骤:
6.s1:制作泡沫消失模具,模具组合后烘干;
7.s2:泡沫消失模具表面刷、喷耐火涂料后,再次烘干;
8.s3:将烘干的泡沫消失模具放于铸造装置中,注入型砂,对型砂进行震动紧实,一定时间后将型砂表面刮平;
9.s4:将熔化的金属液倒入模具进行浇铸,泡沫消失模具消失,金属液取代其位置;
10.s5:待浇铸结束后,通过铸造装置使型砂与铸件快速分离;
11.s6:待铸件快速冷却,置于水中淬火,取出后即得金属铸件。
12.所述s4中浇铸温度为1500℃,压力为0.04mpa。
13.所述s6中快速冷却至1050~1100℃。
14.所述铸造装置包括u型架,u型架上配合连接有框架,框架内固接有耐高温不锈钢板,框架的两端皆插有侧板,框架上对称滑动连接两个挡板,两个挡板分别插在u型架的两端,u型架上位于框架的下端固定连接有回字型的承接盒,所述承接盒的边缘与框架的边缘对应设置,u型架上活动连接有推杆,推杆能够将侧板向上顶起。
15.所述承接盒的前后两端向上凸起,承接盒的左右两端向下凹陷,承接盒自身左右两端的宽度大于前后两端的宽度。
16.所述框架上对称固定连接两个z型架,两个z型架皆与u型架滑动连接,u型架的两端皆固定连接有圆杆,z型架与圆杆滑动连接,u型架和z型架之间固定连接有第一弹簧;两个z型架上皆固定连接有圆杆。
17.所述u型架上固定连接有底架,底架上安装有滑动架,推杆滑动连接在滑动架上。
18.所述滑动架的一端滑动连接在导杆上,滑动架的另一端螺纹连接在螺杆ⅰ上,导杆固定连接在底架上,螺杆ⅰ转动连接在底架上。
19.所述铸造装置还包括对称固定连接在u型架两端的槽架,两个槽架上分别滑动连接有球杆,两个球杆分别与一个圆杆弹性贴合。
20.所述铸造装置还包括固定连接在框架上的固定架,所述固定架内插有伸缩架,固定架和伸缩架之间通过螺钉固定,伸缩架上通过螺钉可拆卸连接有圆柱,圆柱的下端粘接有泡沫柱,泡沫柱的下端粘接连接芯板。
附图说明
21.下面结合附图和具体实施方法对本发明做进一步详细的说明。
22.图1为一种消失模铸造工艺的流程图;
23.图2为铸造装置的结构示意图一;
24.图3为型腔的结构示意图;
25.图4为u型架和挡板的结构示意图;
26.图5为框架的结构示意图;
27.图6为回字型的承接盒的结构示意图;
28.图7为推杆的结构示意图;
29.图8为u型架和框架配合的结构示意图;
30.图9为驱动波棱杆震动的结构示意图;
31.图10为芯板的结构示意图;
32.图11和图12为铸造装置的结构示意图二。
具体实施方式
33.一种消失模铸造工艺,包括以下步骤:
34.s1:制作泡沫消失模具,模具组合后烘干;
35.s2:泡沫消失模具表面刷、喷耐火涂料后,再次烘干;
36.s3:将烘干的泡沫消失模具放于铸造装置中,注入型砂,对型砂进行震动紧实,一定时间后将型砂表面刮平;
37.s4:将熔化的金属液倒入模具进行浇铸,泡沫消失模具消失,金属液取代其位置;
38.s5:待浇铸结束后,通过铸造装置使型砂与铸件快速分离;
39.s6:待铸件快速冷却,置于水中淬火,取出后即得金属铸件。
40.所述s4中浇铸温度为1500℃,压力为0.04mpa。
41.所述s6中快速冷却至1050℃。
42.如图2至6所示:
43.所述铸造装置包括u型架101,u型架101上配合连接有框架102,框架102内固接有耐高温不锈钢板105,框架102的两端皆插有侧板103,框架102和侧板103之间固定连接有第三电动推杆,框架102上对称滑动连接两个挡板104,两个挡板104分别插在u型架101的两端,挡板104与u型架101之间固定连接有第一电动推杆,u型架101上位于框架102的下端固定连接有回字型的承接盒109,所述承接盒109的边缘与框架102的边缘对应设置,u型架101上活动连接有推杆205,推杆205能够将侧板103向上顶起;
44.u型架101上设有螺钉孔,用于插入螺钉,将装置固定在指定的位置处,框架102、耐
高温不锈钢板105、两个侧板103以及两个挡板104形成用于铸造的型腔,将泡沫消失模具放置于型腔内,向型腔内注入型砂,使得型砂将泡沫消失模具盖住,并通过震动框架102,将型砂振实,使得型砂能够将泡沫消失模充分包裹住,然后将型砂表面刮平,泡沫消失模的上端留有用于浇筑的浇筑口,将熔化的金属液倒入模具进行浇铸,泡沫消失模具消失,金属液取代其位置,形成铸件;
45.待浇铸结束后,第三电动推杆启动带动两个侧板103向下滑动,侧板103的顶面与框架102共面,两个侧板103的上端皆固定连接有限位条,限位条卡在框架102上,避免侧板103向下滑动超出行程脱离框架102,启动两个第一电动推杆,带动两个挡板104背离滑动,直至两个挡板104与框架102分离,并且使得挡板104移动至承接盒109的外端的位置,此时框架102的四端皆露出来,型腔内的型砂失去两个侧板103和两个挡板104的限制后,向四周散落,从框架102散落下的型砂直接落进承接盒109内,承接盒109对落下的型砂收集,进而实现了能够快速的将型腔内的型砂与成型后的铸件分离,省去了转动箱体,将型砂和铸件一起倒扣出来的过程,倒扣的过程使得型砂和铸件散落,容易将工作人员烫伤,存在一定的风险;但是该种直接将型砂排出的方式,快速的使铸件与型砂分离,省去了人工操作被烫伤的风险;
46.推杆205能够上下滑动,常态下的耐高温不锈钢板105位于稍微向下凹陷的形态,进而使得推杆205向上时,能够将耐高温不锈钢板105的中部顶起;推杆205向上滑动时,能够向上挤压耐高温不锈钢板105,使其中部顶起,进而促进耐高温不锈钢板105上残留的型砂向承接盒109的左右两侧排出,推杆205小幅度的间歇向上滑动,能够以震动的模式不断推顶耐高温不锈钢板105,进而进一步促进震动的耐高温不锈钢板105上的型砂彻底排出;
47.其次,排出的型砂收集在承接盒109内,不用再次进行收集,也不会散落的满地都是,承接盒109左右两端的中部皆固定连接并连通有带有锁扣的出料管,将锁扣打开后,集中将冷却后的型砂排出,再次投入到型腔内进行使用。
48.如图6所示:
49.所述承接盒109的前后两端向上凸起,落在承接盒109前后两端的型砂能够在重力作用下向承接盒109的左右两端滑动,进而使得前后两端的型砂能够自动流向承接盒109的左右两侧,进而便于从承接盒109的左右两侧的出料管将型砂集中排出;
50.承接盒109的左右两端向下凹陷,进而使得承接盒109左右两侧的型砂能够向出料管的方向集中堆放,便于后期将型砂尽数排出;
51.承接盒109自身左右两端的宽度大于前后两端的宽度;左右两侧的容腔较大,便于容纳从前后两侧输入到左右两侧的型砂,避免型砂从左右两侧溢出。
52.如图8所示:
53.所述框架102上对称固定连接两个z型架106,两个z型架106皆与u型架101滑动连接,u型架101的两端皆固定连接有圆杆107,z型架106与圆杆107滑动连接,u型架101和z型架106之间固定连接有第一弹簧;两个z型架106上皆固定连接有圆杆107;
54.两个圆杆107通过与z型架106的配合对框架102进行限位,使得框架102只能上下滑动,第一弹簧给予z型架106弹性,使得框架102具备弹性,当拨动圆杆107时,能够带动具备弹性的框架102上下震动,进而能够对型腔内的型砂进行震动,将型砂振实,使其充分包覆住泡沫消失模具。
55.如图7所示:
56.所述u型架101上焊接有底架201,底架201上安装有滑动架204,推杆205滑动连接在滑动架204上,推杆205与滑动架204之间固定连接第二电动推杆;
57.第二电动推杆启动带动推杆205上下移动,进而使得升高的推杆205能够将耐高温不锈钢板105的中部顶起,促进耐高温不锈钢板105上的型砂彻底排除;
58.也可以通过控制第二电动推杆往复伸缩,使得推杆205以震动的模式不断的推顶耐高温不锈钢板105,进一步促进耐高温不锈钢板105上的型砂向两侧滑落,其次,也可以在注入型砂后,通过推杆205不断推顶耐高温不锈钢板105,使得耐高温不锈钢板105不断震动,进而进一步的促进型腔内的型砂振实。
59.进一步的:
60.所述滑动架204的一端滑动连接在导杆202上,滑动架204的另一端螺纹连接在螺杆ⅰ203上,导杆202固定连接在底架201上,螺杆ⅰ203转动连接在底架201上,底架201上固定连接有能够驱动螺杆ⅰ203转动的驱动电机;
61.驱动电机启动带动螺杆ⅰ203转动,螺杆ⅰ203带动滑动架204左右移动,进而改变推杆205与耐高温不锈钢板105接触的部位,进而能够对整个推杆205进行推顶,震动,在水平方向上促进型腔整个内部的型砂均能够振实,还能够对角落处的型砂也能够震动到,提高型砂包裹模具的紧实度;其次,也能够对整个耐高温不锈钢板105进行推顶,使其上的型砂滑落。
62.如图9所示:
63.所述铸造装置还包括对称固定连接在u型架101两端的槽架301,两个槽架301上分别滑动连接有球杆304,两个球杆304分别与一个圆杆107弹性贴合,两个槽架301上分别转动连接螺杆ⅱ303,两个槽架301上皆固定连接有能够驱动螺杆ⅱ303转动的减速电机,所述槽架301内滑动连接在槽座302,槽座302与螺杆ⅱ303螺纹连接,球杆304插在槽座302上,球杆304和槽座302之间固定连接第二弹簧;
64.球杆304与圆杆107弹性贴合,弹簧处于压缩的状态,减速电机启动带动螺杆ⅱ303转动,螺杆ⅱ303带动槽座302在槽架301内往复移动,槽座302带动球杆304左右移动,使得球杆304移动过程中与圆杆107上的凸棱不断接触,进而带动圆杆107进行震动,圆杆107将震动的力度通过z型架106传递到框架102上,进而对型腔内的型砂进行振实;
65.排出型砂时,也可以通过移动球杆304使得框架102整体震动,促进型砂排出。
66.如图10所示:
67.所述铸造装置还包括固定连接在框架102上的固定架401,所述固定架401内插有伸缩架402,固定架401和伸缩架402之间通过螺钉固定,伸缩架402上通过螺钉可拆卸连接有圆柱403,圆柱403的下端粘接有泡沫柱404,泡沫柱404的下端粘接连接芯板405;
68.由于通过该种消失模具铸造出来的铸件,其整体的强度不高,因此,待型砂掩盖住泡沫消失模具后,将下端通过泡沫柱404连接有芯板405的圆柱403插在伸缩架402上,并通过螺钉将圆柱403固定在伸缩架402上,芯板405选取强度较高的合金材料,控制伸缩架402向下移动,使得芯板405向下插入到泡沫消失模具内,直至泡沫柱404与泡沫消失模具的浇筑口位子重合,然后在进行浇筑后,泡沫消失模具消失的同时,泡沫柱404也被金属浇筑后气化而取代,进而使得芯板405被完全包裹在铸件的内部,进而制得一种内部包裹有强度较
高的芯板405的金属逐渐,提高逐渐的强度;
69.同时泡沫柱404被金属取代后,圆柱403与芯板405之间断开,在将型砂排出之前,调节圆柱403的位置,使得圆柱403向下滑动,并从上端压制在型砂内部成型的铸件上,然后再次将圆柱403和伸缩架402之间的位置通过螺钉锁定,此时圆柱403将型砂内部的铸件压制在圆柱403和耐高温不锈钢板105之间,进而使得当型砂排出时,流动的型砂不会带动铸件的位置发生改变,避免铸件在耐高温不锈钢板105形态改变时发生窜动;
70.可以根据实际的需求选择是否使用芯板405,不使用芯板405时,可以在浇筑完成后,通过调节圆柱403,将铸件压制固定在型腔内,将铸件固定住,可以根据实际的需求挑选指定的形状或强度的芯板405进行浇筑。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
