1.本发明涉及焦炉维修技术领域,尤其涉及一种焦炉燃烧室大面积揭顶维修方法。
背景技术:
2.焦炉是焦炭生产的大型工业设备,一般的使用年限可以达到15~30年左右,但许多焦炉尤其是捣鼓焦炉在使用10多年后就出现大规模难出焦和串漏现象,主要是炭化室炉墙变形、开裂、穿孔等原因造成。这些问题可以采用喷补、焊补、挖补、吊顶、揭顶等方式维修解决,其中揭顶是维修最彻底的一种方式。
3.但是,受许多技术因素影响,揭顶维修容易造成新砌筑的燃烧室斜道口与原来对不齐、炉墙恢复后变长、维修的边炭化室宽度锥度不正常、焖炉号结瘤等众多问题,更重要的是之前一次揭顶宽度最多不超过5个连续的燃烧室,使得大面积或整炉燃烧室揭顶维修工期过长,影响企业正常生产。
技术实现要素:
4.为了克服现有技术的不足,本发明提供了一种焦炉燃烧室大面积揭顶维修方法,缩短大面积揭顶维修工期周期,解决揭顶维修中存在的各种技术问题,提高维修质量,延长焦炉使用寿命。
5.为了达到上述目的,本发明采用以下技术方案实现:
6.一种焦炉燃烧室大面积揭顶维修方法,所述方法包括准备阶段、拆除阶段、砌筑阶段、烘炉阶段与投产阶段:
7.1)准备阶段:
8.①
燃烧室降温:将要拆除的燃烧室、焖炉号燃烧室、缓冲炉号燃烧室、次缓冲炉号燃烧室同步降温,然后保温;
9.②
焖炉号控制:拆除区域推空炉后对焖炉号炭化室做正压密封,然后装煤开始焖炉,焖炉后保证导烟孔盖、装煤孔盖,炉门刀边密封,焖炉号上升管对应的阀体翻板始终保持打开状态;
10.③
集气管、除尘干管、导烟车水封槽保护:在集气管托和翻板阀的支撑上、除尘干管托架上、导烟车水封槽托架上做滑动标记,去除滑动障碍,冷炉过程中定期检查滑动情况,确保滑动顺畅;
11.④
拦焦车滑线调整:向外调整维修区域的拦焦车滑线;
12.⑤
炉顶大车轨道加固:采用型钢组和竖向支撑结合的方式对拆除区域炉顶大车轨道进行加固;
13.⑥
上升管拆除及桥管保护:维修炭化室推空后降温到600℃以下时将上升管、桥管、水封盖一体拆除,将桥管引座口用环保陶瓷纤维毡盖严并用火泥密封;
14.⑦
防雨棚和桁车搭设:在维修区域上搭建防雨棚,将雨水排到炉区以外;
15.⑧
降温时铁件控制:降温前:放松地脚螺栓,扒开拉条沟;降温时:调节大小弹簧到
比生产大的规定吨位;
16.⑨
炉柱加固:上升管拆除后,耐火砖拆除前用型钢把维修区域炉柱和维修区域两边每侧的两根炉柱焊接在一起;
17.⑩
保护板固定:将保护板连同炉门框固定到炉柱上;
18.摘炉门:在炉顶拆除前,摘除维修区域炭化室全部机焦侧炉门;
19.斜道与调节砖和灯头砖保护:在炉顶拆除前,把陶瓷纤维毡拆成30~80mm宽的条,从立火道放下,保护调节砖以及斜道、灯头砖;
20.2)拆除阶段:
21.①
炉顶区拆除:利用挖掘机拆除炭化室过顶及以上的耐火砖;
22.②
燃烧室拆除:炉顶区拆除后,挖掘机继续向下对各燃烧室同步平行向下进行拆除,拆除的耐火砖排至机侧大车轨道中间;
23.③
炭化室底砖拆除:拆除炭化室底砖并清扫干净;
24.④
相邻燃烧室炉墙保温:拆除过程中,对两侧相邻燃烧室露出的墙面及时错缝贴2层25~30mm厚的硅酸铝纤维毡进行保温,使其暴露的墙面温度保持在850℃以上;
25.⑤
相邻燃烧室炉墙支撑:拆除过程中,边拆除边用支撑器从上到下对两侧边燃烧室露出的炉墙进行支撑;
26.⑥
蓄热室封墙拆除:在烟道走廊内要维修的蓄热室处搭设好维修操作平台,然后由人工拆除蓄热室封墙;
27.⑦
蓄热室格子砖掏出:蓄热室封墙拆除后,掏出蓄热室内全部格子砖和篦子砖,并拆除一层护板砖;
28.3)砌筑阶段:
29.①
炭化室底砌筑:
30.2~5mm的斜道缝隙用硅火泥勾缝填实,5-10mm的斜道缝隙用掺有骨料的硅火泥填实,对于10mm以上的斜道缝隙除用掺有骨料的硅火泥填实外,还要在缝隙中填入碎砖渣;
31.按照拆除后斜道区的实际尺寸进行砌筑,并预留膨胀缝;
32.②
燃烧室砌筑放线:在炭化室底部排列出燃烧室控制线,确保每个炭化室的宽度与锥度,各炭化室、燃烧室的中心线必须相互平行,且垂直于焦炉中心线或机焦侧大车轨道;
33.③
燃烧室砌筑:所有砌筑要泥浆饱满,灰缝厚度、垂直度、平整度按照《工业炉砌筑工程施工验收规范》标准验收;与未拆除燃烧室相邻的新燃烧室下部斜道区由于冷却收缩不均匀造成靠近未拆除燃烧室一侧标高高于另一侧标高,砌筑时在低的一侧底部垫3mm厚的油毡纸,油毡纸上面正常打泥砌筑,若燃烧室墙还不平,砌两层砖后再垫3mm厚的油毡纸直至燃烧室上部水平;
34.由于冷却收缩不均匀拆除区域的斜道区机、焦侧炉头比炉中部标高偏低,砌筑时也采用上述垫油毡纸的方法找平;
35.④
炉顶区砌筑:炉顶面的最后两层和看火孔墙的最后两层在整体砌筑时不砌,等烘炉结束后再进行找平砌筑;
36.⑤
搭设跳架:在炭化室内搭设跳架,跳架高度随燃烧室墙的高度进行增加;
37.⑥
墙面支撑:新墙砌筑时,每侧把边两个炭化室内每隔4火道进行一组支撑保护;
烘炉前炭化室内清理干净后,在所有的炭化室内每隔4火道进行一组支撑保护,烘炉结束后扒出所有支撑;
38.⑦
墙面保温:在新砌筑的边燃烧室靠老燃烧室一侧的墙面上分别错缝贴2层25~30mm厚的硅酸铝纤维毡,对墙面进行保温,边砌边贴;
39.⑧
炭化室底保护:炭化室底砖砌筑完成后,上面铺石棉毡和铁跳板进行保护,把边的炭化室底砖砌筑完成后放置24小时后再铺石棉毡和铁跳板;
40.⑨
边燃烧室温度控制:保持边燃烧室通风,把边燃烧室的灯头砖上口用厚油毡纸盖严,把边燃烧室的通向生产蓄热室的斜道口用石棉毡堵住,把边燃烧室的通向生产蓄热室的斜道口用石棉毡堵住,待烘炉末期时取出;
41.⑩
烘炉火床及炭化室封墙砌筑:炭化室内清理干净打好支撑后,砌筑烘炉火床和炭化室封墙;
42.蓄热室和小烟道墙面处理:对蓄热室和小烟道墙面进行勾缝处理,墙面破损严重或煤气道管砖破损部位进行局部挖补,护板砖重砌后,对护板砖与墙体之间的缝隙进行灌浆处理;
43.箅子砖和格子砖重摆:蓄热室和小烟道墙面处理完后,对箅子砖和格子砖进行重摆,重摆完成后从机、焦两侧格子砖上面向内在1~32#立火道部位放置盖砖接渣铁板;
44.蓄热室封墙重砌:对蓄热室封墙重新砌筑,封墙上部留口用于抽取接渣铁板,烘炉前抽出铁板密封留口,热态时封墙外表抹保温料;
45.4)烘炉阶段:
46.①
安装烘炉煤气管道:烘炉煤气管道从地下室的焦炉回炉煤气管道引出,分成机、焦两侧,安装在侧废气开闭器上方的炉柱上,管道上设置测压口、清扫口和防爆、放散、排水、取样装置,在每个维修的炭化室前面安装烘炉煤气支管,各支管通过孔板连接到烘炉煤气管道上;
47.②
安装烘炉烧嘴:采用煤气烧嘴,烘炉前将煤气烧嘴安装在炭化室封墙的烘炉孔上,管道连接到烘炉煤气支管上;
48.③
安装烘炉测温系统:在维修的每排燃烧室的管理火道内插入热电偶,用于烘炉测温;
49.④
烘炉升温控制:烘炉刚开始时把边两个炭化室的烘炉烧嘴不点火,控制把边两个燃烧室的温度靠相邻热墙的传热升温,到靠传热温度不在上升时再把烘炉烧嘴点火;
50.⑤
烘炉铁件控制:烘炉后每天调整斜道正面压板的弹簧,保持相应吨位压力,促进斜道内缝隙吸收;每天监测燃烧室炉肩与保护板之间的缝隙变化,当燃烧室膨胀接触到保护板后,解锁大弹簧,恢复大、小弹簧吨位,去除炉柱加固和保护板固定;
51.⑥
热态工程:烘炉温度到600℃后进行热态施工;
52.⑦
转内部加热:烘炉温度到800℃时转为地下室内部加热继续升温达到装煤要求,转内部加热后停止烘炉煤气系统的加热;
53.⑧
拆除烘炉测温系统:转内部加热后拆除烘炉测温系统改用红外高温计测温;
54.⑨
拆出烘炉煤气系统:停止烘炉煤气系统的加热后用氮气置换烘炉煤气管中的煤气,置换后拆除烘炉煤气管。
55.⑩
拆出炭化室封墙:转内部加热后拆除炭化室封墙和烘炉火床,扒出炭化室内的
支撑,清扫炭化室底部,挂好炉门;
56.5)投产阶段:
57.①
初装煤:24小时内完成全部炭化室装煤,第一轮结焦时间为1.5个结焦周期,第一轮装煤量为正常装煤量的80%;
58.②
增加装煤量达产:当推焦电流稳定且接近正常推焦电流时,逐步提高标准温度缩短结焦时间增加装煤量,直至达产。
59.1)中
⑤
在每根炉顶大车轨道两侧分别放置一个由两根工字钢焊在一起的工字钢组,工字钢组的两头分别垫上钢板压在维修区域外的两孔炭化室表面上;
60.每根轨道的两个工字钢组之间每个炭化室的位置焊上槽钢拖住并固定炉顶大车轨道;
61.每隔3~4个炭化室,在机、焦侧炭化室底到工字钢组之间做1组支撑撑住工字钢组,支撑的下部用千斤顶拖住,千斤顶下部垫上钢板和枕木压在炭化室底砖上;
62.机、焦两侧的工字钢组中间每隔4~5个炭化室用1根钢管和1根拉筋固定支撑,工字钢组外侧也用钢管和拉筋与固定炉柱的h型钢固定支撑。
63.1)中
⑨
上升管拆除后,耐火砖拆除前,对机焦侧炉柱加固,炉柱加固用h型钢把维修区域炉柱和维修区域两边每侧两根炉柱焊接在一起,炉柱与h型钢之间凹陷部分加入垫铁满焊;
64.若一侧是抵抗墙,则把该侧h型钢固定在抵抗墙上的支架基础上,炉柱固定后将固定炉柱的上部大弹簧锁死,弹簧螺帽放松,相应燃烧室区域的小弹簧松放至自由状态。
65.2)中
⑤
支撑器用钢管和千斤顶制作,
66.横向从机侧到焦侧每4个火道设置1列支撑;竖向炉顶区域均匀设置2排支撑,燃烧室区域从上到下每间隔1~1.5米设置一排支撑,最下部2米不设置支撑;每间隔3~4个炭化室,每间隔6个火道设置1个立杆,在立杆上焊托架对支撑器进行加固,使支撑器形成网格状。
67.3)中
①
每个燃烧室留1个横向膨胀缝,中间部位炭化室每1.5米长的炭化室底留1个横向膨胀缝,把边的炭化室每1米长的炭化室底留1个横向膨胀缝,每道炭化室底两边留纵向膨胀缝,把边炭化室底砖砌筑前需要先预热。
68.3)中蓄热室和小烟道墙面由于冷却时收缩不均匀留有大小不等的缝隙,需要进行勾缝处理,勾缝时对小于2mm的缝隙不做处理,对于2~5mm的缝隙用硅火泥勾缝填实,对于5~10mm的缝隙用掺有骨料的硅火泥填实,对于10mm以上的缝隙除用掺有骨料的硅火泥填实外,还要在缝隙中填入一些碎砖渣;护板砖重砌后,对护板砖与墙体之间的缝隙进行灌浆处理。
69.5)中
②
装煤量按照正常装煤量的85%、90%、95%、100%几个阶段进行增加,每增加一次装煤量后都要稳定出焦2~3轮。
70.与现有技术相比,本发明的有益效果是:
71.本发明通过拆除区域相邻燃烧室保温、拆除区域相邻燃烧室支撑、拆除区域相邻炭化室长时间焖炉的结瘤预防、炭化室底砖更换、保留的斜道区裂缝修复、保留的蓄热室裂缝修复、保留的小烟道裂缝修复、保留的砖煤气道破裂修复、燃烧室重新砌筑的炉长及膨胀控制、保证拆除区域与未拆除的燃烧室之间的炭化室宽度和锥度、保证新砌燃烧室斜道口
与原斜道区斜道口重合、未拆除燃烧室相邻的新砌筑燃烧室的砌筑控制、炉柱加固技术、保护板固定、炉顶大车轨道加固、新砌的炉体烘炉控制与新砌的炭化室装煤投产控制。在不停产的情况下,能够快速高质量大面积拆除焦炉燃烧室并重新砌筑,修复燃烧室炉墙剥蚀、开裂、穿孔、变形等问题,减轻蓄热室窜漏情况,改善蓄热式换热能力,排除炉体冒烟冒火现象,降低污染物排放,使生产上更加节能环保。利用该方法可以对问题焦炉进行分段整体大修,使其快速恢复设计产能并延长焦炉使用寿命8~10年;对于5.5米55孔捣鼓焦炉比其原地停产大修节约维修资金至少40%、节约维修时间至少4个月;可为企业创造巨大的经济效益和社会效益。
附图说明
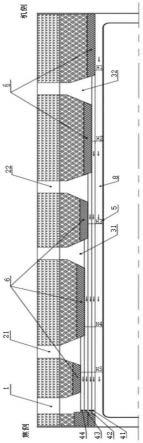
72.图1是本发明炉顶区桁车临时大棚示意图。
73.图2是本发明炉柱固定与装煤车轨道加固示意图。
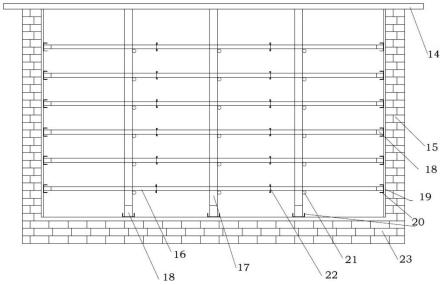
74.图3是本发明拆除区域保温支撑示意图。
75.图中:1-防雨棚底座 2-底梁 3-桁车轨道 4-斜梁 5-桁车 6-大棚支架 7-棚顶 8-走行平台 9-焦炉顶面 10-炉柱 11-炉顶大车轨道 12-钢管 13-槽钢 14-工字钢组 15-炉墙 16-横管 17-立柱 18-千金顶 19-石棉毡 20-支撑槽钢 21-支撑管 22-法兰 23-斜道
具体实施方式
76.下面结合附图对本发明的具体实施方式作进一步说明:
77.如图1~3所示,一种焦炉燃烧室大面积揭顶维修方法,包括准备阶段、拆除阶段、砌筑阶段、烘炉阶段与投产阶段。
78.(一)准备阶段
79.1、燃烧室降温
80.将要拆除的燃烧室、焖炉号燃烧室、缓冲炉号燃烧室、次缓冲炉号燃烧室同步开始降温,每天降温不超过60℃。要拆除的燃烧室和炭化室可酌情打开部分看火眼盖和导烟孔进行降温,温度降至1200℃时要拆除的炭化室开始推空炉,按推焦顺序进行关笺处理,推空炉顺序根据实际生产情况进行,推空炉后继续降温。焖炉号燃烧室、缓冲炉号燃烧室、次缓冲炉号燃烧室降温后保温,保持拆除侧炭化室炉墙温度不低于850℃。
81.2、焖炉号控制
82.焖炉号炭化室在焖炉期间如果进入空气会使焦炭燃烧产生局部高温,造成炭化室墙面结瘤影响正常生产,所以焖炉期间要采取措施防止结瘤。
83.拆除区域推空炉后把焖炉号炭化室做正压密封然后装煤开始焖炉。焖炉后对导烟孔(装煤孔)盖、炉门刀边要经常进行检查密封防止进入空气。焖炉号上升管对应的阀体翻板始终保持打开状态,使结焦后期集气管中的荒煤气能倒灌到焖炉号炭化室内,保持炭化室内正压,避免空气进入。焖炉45天左右出焦一次,出焦后再重新做炭化室正压密封,再装煤焖炉直至投产。
84.3、集气管、除尘干管、导烟车水封槽保护
85.集气管是通过管托安装在炉柱顶面上的,集气管上翻板阀的支撑也是安装在炉柱
顶面上的,炉柱的高向基本不发生变化,但炉体冷却收缩时炉柱会向炉区移动。在集气管托和翻板阀的支撑上做好滑动标记,冷炉过程中定期检查滑动情况,发现滑动不畅及时查明原因并处理,确保滑动顺畅。
86.除尘干管与导烟车水封槽都是通过托架安装在炉柱上的,在托架上做好滑动标记,去除滑动障碍,冷炉过程中定期检查滑动情况,发现滑动不畅及时查明原因并处理,确保滑动顺畅。
87.4、拦焦车滑线调整
88.适当向外调整维修区域的拦焦车滑线,防止冷炉时炉柱向炉区移动造成拦焦车滑线拍子脱离拦焦车滑线。
89.5、炉顶大车轨道加固
90.如图2所示,在每根炉顶大车轨道11两侧分别放置一个由两根300mm工字钢焊在一起的工字钢组14,工字钢组14的两头分别垫上钢板压在维修区域外的两孔炭化室表面上。每根炉顶大车轨道11的两个工字钢组14之间每个炭化室的位置焊上槽钢13拖住并固定炉顶大车轨道14。
91.每隔3~4个炭化室,在机、焦侧炭化室底到工字钢组14之间做1组支撑撑住工字钢组14,支撑的下部用千斤顶拖住,千斤顶下部垫上钢板和枕木压在炭化室底砖上,通过千斤顶适当调整支撑的高低,防止由于蓄热室冷却收缩造成轨道标高下降。机、焦两侧的工字钢组中间每隔4~5个炭化室用1根钢管12和1根拉筋固定支撑,工字钢组14外侧也用钢管12和拉筋与固定炉柱10的h型钢固定支撑。
92.6、上升管拆除及桥管保护
93.炭化室推空后,将需要拆除的上升管对应的翻板阀关闭,同时对桥管引座进行加固,拆开桥管上高压氨水阀管道的对接法兰。当要拆除的炭化室温度降到600℃时将上升管、桥管、水封盖一体拆除用吊车吊至地面。上升管拆除后,将桥管引座口用环保陶瓷纤维毡盖严并用火泥密封,每日检查处理。
94.7、防雨棚和桁车搭设
95.如图1所示,防雨棚底座1采用工字钢制作,防雨棚底座1固接在焦炉顶面9,底梁2固接在防雨棚底座1上,斜梁4固接在底梁2上,炉顶大车轨道11固定在底梁2上,桁车轨道3设置在炉顶大车轨道11。大棚支架6固接在防雨棚底座1上,棚顶7固接在大棚支架6上,棚顶7采用彩钢瓦制作。棚顶7下部设有走行平台8。
96.在维修区域上搭建防雨棚,雨水排到炉区以外。防雨棚可以为活动式,搭建在炉顶大车轨道上11,停放时与轨道固定在一起,也可以为固定式,搭建在炉顶大车轨道11加固工字钢组14上。在炉顶大车轨道11上搭设桁车5,用于施工耐材吊运,停放时与轨道固定在一起。
97.8、降温时铁件控制
98.降温前:把揭顶燃烧室炉柱地脚螺栓放松,把炉柱上横拉条的拉条沟扒开,做好铁件原始数据测量和各类滑动点标记,斜道正面安装压板和弹簧。
99.降温时:调节大小弹簧到比生产大的规定吨位,斜道正面压板上的弹簧与小炉柱弹簧吨位保持一致。大弹簧每天调一次,小弹簧每周调两次。
100.9、炉柱加固
101.上升管拆除后,耐火砖拆除前,对机焦侧炉柱加固,防止因燃烧室拆除引发炉柱的移位和变形。炉柱加固用h型钢把维修区域炉柱和维修区域两边每侧正常的两根炉柱焊接在一起,炉柱与h型钢之间凹陷部分加入垫铁满焊。如一侧是抵抗墙,则把该侧h型钢固定在抵抗墙上的支架基础上。炉柱固定后将被固定炉柱的上部大弹簧锁死,弹簧螺帽放松,相应燃烧室区域的小弹簧放松至自由状态。
102.10、保护板固定
103.用槽钢、丝杠和螺帽制作夹具,把夹具安在固定炉门框的钩头螺栓上,把保护板连同炉门框固定到炉柱上。定期检查夹具松紧,确保保护板固定牢靠。
104.11、摘炉门
105.在炉顶拆除前摘除除维修区域边炭化室外的全部机焦侧炉门。炉门摘除时先用生产车辆摘开炉门挂在检修架上,再用吊车把检修架上的炉门吊至地面。炉门摘除后用专用挡板把炉门口挡好防止落渣,排渣时再把挡板取下。边炭化室炉门待燃烧室拆除接近完成时摘除并上挡板。
106.12、斜道与调节砖和灯头砖保护
107.在炉顶拆除前,把陶瓷纤维毡拆成50mm宽的条,从立火道放下,要求斜道区覆盖厚度至少300mm,防止斜道被落砖砸损和堵塞,并保护调节砖,同时用环保陶瓷纤维毡将灯头砖掩盖。
108.(二)拆除阶段
109.1、炉顶区拆除
110.利用挖掘机拆除炭化室过顶及以上的耐火砖,废砖从导烟孔和上升管口丢入炭化室。挖掘机每天由吊车吊上炉顶,作业后再由吊车吊下,挖掘机不在炉顶拆除以外区域行走。
111.2、燃烧室拆除
112.炉顶区拆除后,挖掘机继续向下对燃烧室进行拆除。各燃烧室同步平行向下进行拆除,拆除的耐火砖先放入炭化室,再由炭化室经机侧操作平台上的排渣铁板排至机侧大车轨道中间。焦侧不排渣,部分散落在焦侧平台上的耐火砖也清运至机侧大车轨道中间,然后再统一堆放到指定位置集中处理。废弃的保温材料和耐火材料区分开,保温材料用编织袋装好放到指定位置集中处理。拆除的废砖严禁放入燃烧室内,并尽量防止拆除的砖掉入燃烧室内。
113.3、炭化室底砖拆除
114.燃烧室炉墙拆除完毕后,先把炭化室底和斜道口上的残土清扫干净,再取下斜道口上的石棉和覆盖灯头砖的石棉,回收调节砖,拆除炭化室底砖并清扫干净。上面有支撑的炭化室底砖暂不拆除,待支撑拆除后再拆除。
115.4、相邻燃烧室炉墙保温
116.拆除过程中,对两侧相邻燃烧室露出的墙面及时错缝贴2层25~30mm厚的硅酸铝纤维毡进行保温,使其暴露的墙面温度保持在850℃以上。当燃烧室拆除到距离炭化室底砖1.5米高时摘除边炭化室炉门,并对露出的炉口进行贴棉保温。
117.5、相邻燃烧室炉墙支撑
118.如图3所示,拆除过程中,边拆除边用支撑器从上到下对两侧边燃烧室露出的炉墙
15进行支撑,防止邻墙出现自由变形。
119.6个支撑器排成一排,从上到下对两侧边燃烧室露出的炉墙15进行支撑,防止邻墙出现自由变形。
120.支撑器由横管16、千斤顶19、支撑槽钢20与法兰22组成,横管16采用铁管制作,通过法兰22连成一体,千金顶19安装在横管16两端,支撑槽钢20内侧固接在千金顶19上,支撑槽钢20外侧抵在炉墙15上。石棉毡19贴在炉墙15上,位于支撑槽钢20与炉墙15之间,石棉毡19起到保温的作用。
121.横向从机侧到焦侧每4个火道设置1排支撑;竖向炉顶区域均匀设置2排支撑,燃烧室区域从上到下每间隔1~1.5米设置一排支撑,最下部2米不设置支撑。
122.在有炉顶大车轨道加固支撑的炭化室内设置立柱17与支撑管21对支撑器进行加固,每间隔6个火道设置1个立柱17,每个立杆下面用千斤顶19做支撑,千斤顶19下面垫铁板,铁板铺设在斜道23上。通过立柱17加固使支撑器形成网络状,防止支撑器变形。每层支撑器安装好后,测量每个支撑器位置的洞宽并记录,拆除及砌筑过程中定期检查洞宽,根据检查结果调节支撑的松紧,保持洞宽不发生变化。
123.6、蓄热室封墙拆除
124.降温时,在拆除炉顶看火眼砖前,把要拆开的蓄热室从机、焦侧封墙顶测温孔部位开口,对蓄热室进行降温。在开始维修蓄热室前先在烟道走廊内要维修的蓄热室处搭设好维修操作平台,然后由人工拆除蓄热室封墙。
125.7、蓄热室格子砖掏出
126.蓄热室封墙拆除后,掏出蓄热室内全部格子砖和篦子砖,并拆除一层护板砖。
127.(三)砌筑阶段
128.1、炭化室底砌筑
129.炭化室底砌筑前要对保留下来的斜道进行处理,斜道由于冷却时收缩不均匀留有大小不等的缝隙,砌筑时对小于2mm的缝隙不做处理,对于2-5mm的缝隙用硅火泥勾缝填实,对于5-10mm的缝隙用掺有骨料的硅火泥填实,对于10mm以上的缝隙除用掺有骨料的硅火泥填实外,还要在缝隙中填入一些碎砖渣。
130.按照拆除后斜道区的实际尺寸进行砌筑,并预留膨胀缝。
131.根据化验的硅砖膨胀率每个燃烧室留1个横向膨胀缝,中间部位炭化室每1.5米长的炭化室底留1个横向膨胀缝,把边的炭化室每1米长的炭化室底留1个横向膨胀缝。把边炭化室底砖砌筑前需要先预热。
132.被支撑压住的炭化室底砖待支撑拆除后进行清理砌筑。
133.2、燃烧室砌筑防线
134.在炭化室底部排列出燃烧室控制线,确保每个炭化室的宽度与锥度,可以缩小边上两个燃烧室的最外侧宽度保证边炭化室的宽度与锥度;各炭化室、燃烧室的中心线必须相互平行,且垂直于焦炉中心线(或机焦侧大车轨道)。
135.炉长放线时以燃烧室中心为基准,机、焦侧分别适当延长,但小于实际斜道区长度,重新排列后的各斜道口位置会比实际的斜道口位置偏向燃烧室中心。燃烧室砌筑时下部1/3高度的炉长按照放线长度不变,上部2/3高度的炉长逐渐缩小,到燃烧室最上面一层的炉长缩小到与原值相同。炉长放线时按照原值在保护板上画出每层砌筑的高度控制线含
灰缝厚度。
136.3、燃烧室砌筑
137.燃烧室炉墙砌筑时,严格按已经排出的控制线砌筑,保护立火道并防止泥浆和杂物掉入。所有砌筑要泥浆饱满,灰缝厚度符合要求,确保垂直度,按照《工业炉砌筑工程施工验收规范》标准验收。下部砌筑时由走台运送材料,中部和上部砌筑时由炉顶运送材料。每道燃烧室砌筑结束4小时后方可在上面备料。
138.斜道口砌筑时,部分砖会挡住斜道区的斜道口,加工燃烧室斜道口砖,完整露出斜道区的斜道口,但不要把放置调节砖的位置破坏掉。
139.燃烧室炉墙砌筑时,严格按已经排出的控制线砌筑,所有砌筑要泥浆饱满,灰缝厚度、垂直度、平整度按照《工业炉砌筑工程施工验收规范》标准验收。
140.未拆除燃烧室相邻的新燃烧室下部斜道区由于冷却收缩不均匀造成靠近未拆除燃烧室一侧标高高于另一侧标高,砌筑时在低的一侧底部垫3mm厚的油毡纸,油毡纸上面正常打泥砌筑,若燃烧室墙还不平,砌两层砖后再垫3mm厚的油毡纸直至燃烧室上部水平。
141.由于冷却收缩不均匀拆除区域的斜道区机、焦侧炉头比炉中部标高偏低,砌筑时也采用上述垫油毡纸的方法找平。
142.4、炉顶区砌筑
143.边炭化室过顶砖砌筑时,由于新砌筑的燃烧室还没有膨胀比老燃烧室低许多,在炭化室过顶砖与新燃烧室顶部之间垫适当高度的木方,减小过顶砖的倾斜度。
144.炉顶面的最后两层和看火孔墙的最后两层在整体砌筑时不砌,等烘炉结束后再进行找平砌筑。
145.5、搭设跳架
146.在炭化室内搭设跳架,长度从机侧炉柱至焦侧炉柱位置。机、焦侧分别在相应的炉柱上固定,炭化室内搭设支撑。跳架水平每层高度1.2至1.5米m,上铺铁跳板。跳架高度随燃烧室墙的高度进行增加。
147.6、墙面支撑
148.新墙砌筑时,每侧把边两个炭化室内每隔4火道进行一组支撑保护,新墙砌筑1-2天后进行支撑,支撑器用手带紧,以确保新砌筑炉墙和相邻老墙不发生形变,并注意监测炉墙垂直度,调节支撑器松紧。
149.烘炉前炭化室内清理干净后,在所有的炭化室内每隔4火道进行一组支撑保护,烘炉结束后扒出所有支撑。
150.7、墙面保温
151.在新砌筑的边燃烧室靠老燃烧室一侧的墙面上分别错缝贴2层25-30mm厚的硅酸铝纤维毡,对墙面进行保温,边砌边贴。
152.8、炭化室底保护
153.炭化室底砖砌筑完成后,上面铺石棉毡和铁跳板进行保护,把边的炭化室底砖砌筑完成后放置24小时后再铺石棉毡和铁跳板。
154.9、边燃烧室温度控制
155.斜道口砌筑完成后,把边燃烧室的通向生产蓄热室的斜道口用石棉毡堵住,防止环境中的冷空气进入还在生产的蓄热室和还在生产的蓄热室中的热空气进入将要砌筑的
边燃烧室,待烘炉末期或烘炉结束时取出石棉毡;把边燃烧室的灯头砖上口用厚油毡纸盖严。边燃烧室在砌筑过程中,下班时要把每个燃烧室内上面的接灰板打开,保持气流畅通,若在边燃烧室上面放砖时,其上面的盖板要垫起来通风或用铁跳板做盖板。
156.10、烘炉火床及炭化室封墙砌筑
157.炭化室内清理干净打好支撑后,砌筑烘炉火床和炭化室封墙。
158.11、蓄热室和小烟道墙面处理
159.蓄热室和小烟道墙面由于冷却时收缩不均匀留有大小不等的缝隙,需要进行勾缝处理,勾缝时对小于2mm的缝隙不做处理,对于2-5mm的缝隙用硅火泥勾缝填实,对于5-10mm的缝隙用掺有骨料的硅火泥填实,对于10mm以上的缝隙除用掺有骨料的硅火泥填实外,还要在缝隙中填入一些碎砖渣。
160.对炉墙破损严重和煤气道管砖破损部位要进行局部挖补,挖补时要留足卧缝膨胀缝。
161.护板砖重砌后,对护板砖与墙体之间的缝隙进行灌浆处理。
162.12、箅子砖和格子砖重摆
163.蓄热室和小烟道墙面处理完后,按照设计图纸的要求对箅子砖和格子砖进行重摆,重摆完成后从机、焦两侧格子砖上面向内在1-32#立火道部位放置盖砖接渣铁板。
164.13、蓄热室封墙重砌
165.对蓄热室封墙重新砌筑,封墙上部留口用于抽取接渣铁板,烘炉前抽出铁板密封留口。热态时封墙外表抹保温料。
166.(四)烘炉阶段
167.1、安装烘炉煤气管道
168.使用焦炉煤气进行烘炉,烘炉用煤气从地下室的回炉煤气管道引出分成机、焦两侧煤气管道,通过手动闸阀链接。在机焦侧废气开闭器上方的炉柱上用角铁焊支架架设烘炉煤气管道,管道前端设置测压口和清扫口,末端设置防爆、放散、排水、取样装置。在每个维修的炭化室前面在烘炉煤气管道上开孔焊接烘炉煤气支管,各支管在炉柱之间从地下室向上穿过机焦侧操作平台后连接法兰安装孔板。
169.2、安装烘炉烧嘴
170.采用煤气烧嘴,烘炉前安装在炭化室封墙的烘炉孔上,用胶皮管连接到烘炉煤气支管上。烘炉煤气支管末端安装有烘炉孔板控制煤气流量。
171.3、安装烘炉测温系统
172.在维修的每排燃烧室的管理火道内插入k型热电偶,用于测量烘炉期间燃烧室的温度。热电偶可以连接到计算机自动测温系统自动测温,也可以用k型表手动测温。
173.4、烘炉升温控制
174.烘炉刚开始时把边两个炭化室的烘炉烧嘴不点火,控制把边两个燃烧室的温度靠相邻热墙的传热升温,到靠传热温度不在上升时再把烘炉烧嘴点火。把边两个燃烧室升温到400℃时,用长钩子取出盖在燃烧室内斜道口上的棉。
175.5、烘炉铁件控制
176.烘炉后每天调整斜道正面压板的弹簧,保持相应吨位压力,促进斜道内缝隙吸收。每天监测燃烧室炉肩与保护板之间的缝隙变化,当燃烧室膨胀接触到保护板后,解锁大弹
簧,恢复大、小弹簧吨位,去除炉柱加固和保护板固定,调整大小弹簧、保护板顶丝等,监测炉长、曲度、炉高等变化。
177.6、热态工程
178.烘炉温度到600℃后按照烘炉方案要求进行热态施工,包括炉顶灌浆、保护板和炉门框缝隙勾精矿粉、保护板灌浆、小炉头砌筑、上升管安装恢复高低压氨水、拉条沟灌保温粉、炉顶轨枕座恢复、炉顶表面缸砖砌筑、蓄热室封墙保温、废气开闭器两叉部及根部密封、砖煤气道喷浆及清透。
179.7、转内部加热
180.烘炉温度到800℃时转为地下室内部加热继续升温达到装煤要求,转内部加热后停止烘炉煤气系统的加热。
181.8、拆除烘炉测温系统
182.转内部加热后拆除烘炉测温系统改用红外高温计测温。
183.9、拆出烘炉煤气系统
184.停止烘炉煤气系统的加热后用氮气置换烘炉煤气管中的煤气,置换后拆除烘炉煤气管。
185.10、拆出炭化室封墙
186.转内部加热后拆除炭化室封墙和烘炉火床,扒出炭化室内的支撑,清扫炭化室底部,挂好炉门。
187.(五)投产阶段
188.1、初装煤
189.装煤前检查确认炭化室内无杂物,炉门、上升管、高低压氨水安装连接完毕,上升管水封通水、高低压氨水喷晒检查合格24小时内完成全部炭化室装煤。第一轮结焦时间为1.5个结焦周期,调整好标准温度。第一轮装煤量为正常装煤量的80%。
190.2、增加装煤量达产。
191.当推焦电流稳定且接近正常推焦电流时,就可以逐步提高标准温度缩短结焦时间增加装煤量,装煤量可以按照正常装煤量的85%、90%、95%、100%几个阶段进行增加,每增加一次装煤量后都要稳定出焦2-3轮,使新修的炉墙得到充分的摩擦,降低出焦阻力。
192.本发明在不停产的情况下,能够快速高质量大面积拆除焦炉燃烧室并重新砌筑,修复燃烧室炉墙剥蚀、开裂、穿孔、变形等问题,减轻蓄热室窜漏情况,改善蓄热式换热能力,排除炉体冒烟冒火现象,降低污染物排放,使生产上更加节能环保。利用该方法可以对问题焦炉进行分段整体大修,使其快速恢复设计产能并延长焦炉使用寿命8~10年;对于5.5米55孔捣鼓焦炉比其原地停产大修节约维修资金至少40%、节约维修时间至少4个月;可为企业创造巨大的经济效益和社会效益。
193.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。