1.本发明属于聚丙烯合金的技术领域,尤其涉及一种具有高表面硬度的聚丙烯合金及其制备方法和应用。
背景技术:
2.聚丙烯树脂(pp)是一种结晶型聚合物,具有良好的耐热、耐腐蚀、电性能及加工性能,且密度较低,应用非常广泛。但是,由于聚丙烯分子链结构规整,韧性较差,且聚丙烯表面硬度不高,容易出现刮伤。
3.聚丙烯树脂被广泛应用于各种制品的外壳上,但由于其不耐刮擦的不足,很快会产生较为严重的表面缺陷。现有技术主要是通过在其表面喷漆来进行改善,但喷漆成本高且污染环境,因此人们迫切希望能够开发出具备高表面硬度的聚丙烯产品。
4.聚甲基丙烯酸甲脂(pmma)是一种综合性能优异的透明材料,其机械强度较高,硬度也很高(铅笔硬度4h);另外,还具有优异的抗寒性、耐候性和耐腐蚀性,且绝缘性能良好。然而,其热稳定性能较差,常温下抗冲击性不佳,限制了其在许多领域中的应用。
5.为了提高聚丙烯的表面硬度,本领域做了很多研究工作。例如,专利文件cn 111763395 a公开了一种高光钢琴黑pp/pmma合金树脂组合物及其制备方法,包括以下重量份数的组分:聚丙烯树脂母粒17 40份,聚甲基丙烯酸甲酯树脂60 75份,增韧剂0 8份,黑色色粉0.3 2.0份,抗氧剂0.1 1.5份,耐候剂0.2 1.5份。该专利得到的pp/pmma合金树脂具有高光钢琴黑的外观,但是由于pmma添加比例较高,且没有考虑到低温冲击需求,因此材料使用范围相对较窄。
6.专利文件cn 103694564 a公开了一种pp/pmma合金材料及其制备方法,该pp/pmma合金材料按重量百分比包括如下组分:pp 70~90%、pmma 2~15%、相容剂2~15%、抗氧剂0.1~0.3%、润滑剂0.1~5%。该专利以pp为基体,通过在pp中掺杂组分pmma增强合金材料的硬度、耐刮擦性能且使得材料具有良好的光泽,但由于采用的相容剂不能有效的改善pmma、pp的相容性,因此虽然硬度有提升,但冲击强度仍然偏低。
7.鉴于此,亟待开发一种具有高表面硬度的同时又具备优异的常温及低温冲击性能,以便能够满足家电、双轮电瓶车、消费电子等领域需求的聚丙烯合金材料。
技术实现要素:
8.本发明的目的在于,针对现有技术的不足,提供一种具有高表面硬度的聚丙烯合金及其制备方法和应用,该合金中各组分具有优异的相容性,从而赋予材料更好的表面效果,防止分层、流痕等问题的产生,并且采用特殊结构的有机硅改性聚氨酯作为增韧剂,能够同时赋予材料优异的常温及低温冲击性能、耐刮擦性能。
9.为了实现上述目的,本发明提供如下技术方案:
10.在第一个方面,提供一种具有高表面硬度的聚丙烯合金,基于所述聚丙烯合金的总重量计,包含如下重量百分含量的各组分:
11.聚丙烯树脂30-90wt%(例如,35wt%、40wt%、50wt%、60wt%、70wt%、85wt%),优选45-80wt%;
12.聚甲基丙烯酸树脂5-68wt%(例如,6wt%、10wt%、20wt%、30wt%、40wt%、55wt%、65wt%),优选15-50wt%;
13.有机硅改性聚氨酯1-20wt%(例如,2wt%、4wt%、6wt%、12wt%、15wt%、18wt%),优选5-10wt%;
14.相容剂母粒1-20wt%(例如,2wt%、4wt%、6wt%、12wt%、15wt%、18wt%),优选5-10wt%;
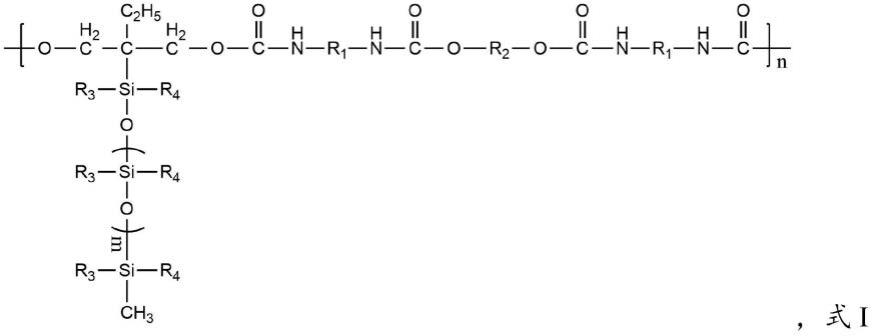
15.所述有机硅改性聚氨酯中包含有机硅结构单元,且该有机硅结构单元在有机硅改性聚氨酯中以长支链结构存在。
16.根据本发明提供的聚丙烯合金,一些实施方案中,所述有机硅改性聚氨酯的结构如式i所示:
[0017][0018]
式i中:
[0019]
为有机硅结构(重复)单元;
[0020]
r1为脂肪族二异氰酸酯残基,或者芳香族二异氰酸酯残基;
[0021]
r2为脂肪族小分子扩链剂残基;
[0022]
r3和r4相同或不同,各自独立地选自h、c1-c18的饱和烷基、c1-c18的饱和卤代烷基、c2-c18的不饱和烃基、c2-c18的卤代不饱和烃基、c6-c18芳烃基或者c6-c18卤代芳烃基;
[0023]
m为1-100的整数,例如,2、3、4、6、8、10、20、40、50、60、80、90、95、99;
[0024]
n为1-100的整数,例如,2、3、4、6、8、10、20、40、50、60、80、90、95、99。
[0025]
式i中,r1为脂肪族二异氰酸酯残基或者芳香族二异氰酸酯残基,可以是本领域常规的脂肪族二异氰酸酯或者芳香族二异氰酸酯经反应后的残基。r2为脂肪族小分子扩链剂残基,可以是本领域常规的脂肪族小分子扩链剂经反应后的残基。
[0026]
本文中,c1-c18的饱和烷基,可以是但不限于甲基、乙基、正丙基、异丙基、正丁基、戊基、己基。c1-c18的饱和卤代烷基,可以是但不限于c1-c18的饱和氯代烷基、c1-c18的饱和溴代烷基。
[0027]
本文中,c2-c18的不饱和烃基,可以是但不限于乙烯基、丙烯基;c2-c18的卤代不饱和烃基,可以是但不限于c2-c18的氯代不饱和烯基、c2-c18的溴代不饱和烯基。
[0028]
本文中,c6-c18芳烃基,可以是但不限于苯基、苯甲基、甲苯基、苯乙基。
[0029]
一些实施方案中,所述有机硅改性聚氨酯的数均分子量为4
×
104~16
×
104,例如,4.5
×
104、5
×
104、8
×
104、10
×
104、12
×
104、15
×
104。
[0030]
一些实施方案中,以该有机硅改性聚氨酯的总重量计,其中,有机硅结构单元的占比为36~77wt%,例如,38wt%、40wt%、45wt%、50wt%、60wt%、65wt%、70wt%、75wt%。
[0031]
通过有机硅改性聚氨酯的数均分子量和/或所含有机硅结构单元的占比,可以在一定程度上间接反映或者体现有机硅改性聚氨酯的如上结构中的取代基、聚合度等。
[0032]
一些实施方案中,所述聚丙烯树脂选自共聚聚丙烯或者均聚聚丙烯与共聚聚丙烯的混合物,优选为共聚聚丙烯。
[0033]
一些实施方案中,所述聚丙烯树脂在230℃和2.16kg条件下的熔融指数为15-100g/10min,例如,20g/10min、40g/10min、60g/10min、80g/10min、90g/10min。
[0034]
一些实施方案中,所述聚丙烯树脂在常温下的缺口冲击强度为50~150j/m,例如,60j/m、80j/m、100j/m。
[0035]
一些实施方案中,所述聚甲基丙烯酸树脂为聚甲基丙烯酸甲酯树脂,其在230℃和3.8kg条件下的熔融指数为3-15g/10min,例如,5g/10min、10g/10min、12g/10min。
[0036]
一些实施方案中,所述相容剂母粒的原料组分包括:聚丙烯树脂、聚甲基丙烯酸甲酯树脂、马来酸酐、任选的引发剂aibn。
[0037]
一些实施方案中,按相容剂母粒的总重量计,其中:
[0038]
聚丙烯树脂的含量为50-84wt%(例如,55wt%、60wt%、70wt%、75wt%、80wt%),
[0039]
聚甲基丙烯酸甲酯树脂的含量为15-50wt%(例如,20wt%、25wt%、30wt%、40wt%、45wt%),
[0040]
马来酸酐的含量为1-5wt%(例如,1.5wt%、2wt%、3wt%、4wt%、4.5wt%),
[0041]
引发剂aibn的含量为0-0.5wt%(例如,0.01wt%、0.1wt%、0.2wt%、0.3wt%、0.4wt%、0.45wt%)。
[0042]
一些实施方案中,所述相容剂母粒的制备方法,包括以下步骤:
[0043]
(1)按比例称取聚丙烯树脂、聚甲基丙烯酸甲酯树脂、马来酸酐、任选的引发剂aibn以及任选的塑料添加剂,并将其置于混合器内混合均匀;
[0044]
(2)将如上所得混合物加入挤出机中,物料经熔融挤出后,得到所述相容剂母粒。
[0045]
以该相容剂母粒的总重量计,所述塑料添加剂与所述相容剂母粒的配比可以为0-10wt%,例如,0.01wt%、0.1wt%、1wt%、2wt%、5wt%。
[0046]
一些实施方案中,所述聚丙烯合金中还包括塑料添加剂。
[0047]
一些实施方案中,所述塑料添加剂选自抗氧剂、润滑剂、紫外线吸收剂和着色剂中的一种或多种。
[0048]
一些实施方案中,所述聚丙烯合金的总重量计,所述塑料添加剂与所述聚丙烯合金的配比为0-10wt%(例如,0.01wt%、0.2wt%、0.8wt%、2wt%、6wt%),优选为0.1-5wt%。
[0049]
所述塑料添加剂可以是本领域常规的添加剂。例如,所述抗氧剂选自β-[3,5-二叔
丁基-4-羟基苯基]丙酸正十八碳醇酯、四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、三[2.4-二叔丁基苯基]亚磷酸酯、双[2.4-二叔丁基苯基]季戊四醇二亚磷酸酯等。
[0050]
例如,所述润滑剂选自季戊四醇硬脂酸脂和/或硬脂酸锌。
[0051]
例如,所述紫外线吸收剂选自2-(2
’‑
羟基-5’特辛基苯基)苯并三唑和/或2-(2
’‑
羟基-3’,5
’‑
双(a,a-二甲基苄基)苯基)苯并三唑等。
[0052]
例如,所述着色剂选自炭黑、钛白粉、染料等。
[0053]
在第二个方面,提供一种如上所述的聚丙烯合金的制备方法,包括以下步骤:
[0054]
按比例称取聚丙烯树脂、聚甲基丙烯酸树脂、有机硅改性聚氨酯、相容剂母粒以及任选的塑料添加剂,并将其至于混合器内混合均匀;再将所得混合物加入双螺杆挤出机中,物料经熔融挤出后造粒,制得聚丙烯合金。
[0055]
一些实施方案中,双螺杆挤出机的机筒温度为180~220℃(例如,185℃、195℃、200℃、215℃),螺杆转速为100-800rpm(例如,110rpm、150rpm、200rpm、400rpm、600rpm、750rpm)。双螺杆挤出机的喂料口温度一般为60-90℃,例如可以为80℃。
[0056]
在第三个方面,提供一种如上所述的聚丙烯合金或者通过如上所述的制备方法制得的具有高表面硬度的聚丙烯合金在家电外壳、电动车、消费电子领域的用途。
[0057]
相较于普通的有机硅改性聚氨酯,本发明在聚丙烯合金中引入具备长支链有机硅结构单元的有机硅改性聚氨酯,一方面,其含有的热塑性聚氨酯弹性体独有的软硬段结构,能够使材料具备良好的耐刮擦效果;另一方面,作为长支链的有机硅组分的存在,也使得表面摩擦系数下降,更不容易在材料表面留下刮擦痕迹,可以进一步改善材料的表面硬度;最后,有机硅改性聚氨酯还能够利用pp与tpu良好的相容性促进常低温冲击性能的提升,进而可以显著改善聚丙烯合金的常低温冲击性能。
[0058]
pp是一种半结晶材料,其常低温冲击均较差,不能满足高性能使用要求。然而,借助pp材料本身的特性,通过在聚丙烯合金中引入有机硅改性聚氨酯,则能够在很好的利用pp与tpu良好的相容性的基础上,能够显著提升聚丙烯的常低温冲击强度和耐刮擦性能。另外,通过定制的相容剂母粒,形成pp-g-pmma接枝聚合物,起到类似于表面活性剂的作用,成为pp和pmma之间的“桥梁”,显著改善pp和pmma的相容性,在这两方面的共同作用下,不仅避免了直接将pp和pmma掺混会产生的流痕、分层以及脆性问题,还克服了添加常规增韧剂在改善常低温冲击韧性过程中的相容性难的问题,在使得聚丙烯合金产品具有良好外观效果的同时,可以显著改善聚丙烯合金的常低温冲击性能和耐刮擦性能。
[0059]
相比于现有技术,本发明技术方案的有益效果如下:
[0060]
本发明所选用的有机硅改性聚氨酯具备长支链有机硅结构单元的特殊设计,使得其中的有机硅结构更容易外探在表面,从而更加能够显著改善材料耐刮擦性能,同时利用pp与tpu良好的相容性以及长支链有机硅的结构设计,还能使得该有机硅改性聚氨酯的常低温冲击性能得到进一步改善。并且通过定制的相容剂母粒,显著改善pp和pmma的相容性,两方面相容性的共同作用下,还使得聚丙烯合金产品具有良好外观效果。
具体实施方式
[0061]
为了能够详细地理解本发明的技术特征和内容,下面将更详细地描述本发明的优选实施方式。虽然实施例中描述了本发明的优选实施方式,然而应该理解,可以以各种形式
实现本发明而不应被这里阐述的实施方式所限制。
[0062]
《原料来源》
[0063]
聚丙烯树脂:均购自万华化学,
[0064]
共聚聚丙烯ep548r,230℃、2.16kg条件下熔融指数为28g/10min;
[0065]
共聚聚丙烯ep648v,230℃、2.16kg条件下熔融指数为100g/10min;
[0066]
均聚聚丙烯hp500p,230℃、2.16kg条件下,熔融指数为18g/10min;
[0067]
聚甲基丙烯酸甲酯树脂:万华化学hd03,230℃、3.8kg条件下熔融指数为3.5g/10min;
[0068]
热塑性聚氨酯:万华化学,热塑性聚氨酯弹性体wht-1185;
[0069]
有机硅改性聚氨酯:均购自万华化学股份有限公司;
[0070]
有机硅改性聚氨酯c185fa(有机硅结构为直链),数均分子量为40000,有机硅氧烷所占比例(按重量百分比计)为37%;
[0071]
有机硅改性聚氨酯s885fa(有机硅结构为支链),数均分子量为80000,有机硅氧烷所占比例(按重量百分比计)为40%;
[0072]
有机硅改性聚氨酯s175fa(有机硅结构为支链),数均分子量为100000,有机硅氧烷所占比例(按重量百分比计)为51%;
[0073]
有机硅改性聚氨酯s165fa(有机硅结构为支链),数均分子量为40000,有机硅氧烷所占比例(按重量百分比计)为36%;
[0074]
有机硅改性聚氨酯s895fa(有机硅结构为支链),数均分子量为160000,有机硅氧烷所占比例(按重量百分比计)为77%;
[0075]
抗氧剂:巴斯夫b900,其中β-[3,5-二叔丁基-4-羟基苯基]丙酸正十八碳醇酯(1076)与三[2.4-二叔丁基苯基]亚磷酸酯(168)的质量比为1:4;
[0076]
润滑剂:意大利发基,硬脂酸锌;
[0077]
紫外线吸收剂:利安隆uv329;
[0078]
马来酸酐:mah国药试剂;
[0079]
引发剂:aibn阿拉丁试剂。
[0080]
如下所用相容剂母粒的制备过程:
[0081]
(1)称取共聚聚丙烯ep548r为6.5kg、聚甲基丙烯酸甲酯树脂hd03为3.19kg、马来酸酐为0.3kg、aibn为0.01kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并将其置于高混机内混合5min后出料;
[0082]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0083]
80℃、180℃、220℃、220℃、220℃、220℃、220℃、220℃、210℃、210℃;口模温度为210℃,挤出转速为300rpm;
[0084]
物料经熔融,从口模挤出后造粒,得到所述相容剂母粒。
[0085]
实施例1
[0086]
(1)称取共聚聚丙烯ep548r为4.5kg、聚甲基丙烯酸甲酯树脂hd03为4.5kg、有机硅改性聚氨酯s885fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0087]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0088]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0089]
口模温度为200℃,挤出转速为600rpm;
[0090]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0091]
实施例2
[0092]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为2kg、有机硅改性聚氨酯s885fa为1kg、相容剂母粒为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0093]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0094]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0095]
口模温度为200℃,挤出转速为300rpm;
[0096]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0097]
实施例3
[0098]
(1)称取共聚聚丙烯ep548r为8kg、聚甲基丙烯酸甲酯树脂hd03为1kg、有机硅改性聚氨酯s885fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0099]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0100]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0101]
口模温度为200℃,挤出转速为300rpm;
[0102]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0103]
实施例4
[0104]
(1)称取共聚聚丙烯ep548r为4kg、聚甲基丙烯酸甲酯树脂hd03为5kg、有机硅改性聚氨酯s885fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst 0.03kg,并在高混机内混合5min后出料;
[0105]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0106]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0107]
口模温度为200℃,挤出转速为200rpm;
[0108]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0109]
实施例5
[0110]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为2.6kg、有机硅改性聚氨酯s885fa为0.7kg、相容剂母粒为0.7kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0111]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0112]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0113]
口模温度为200℃,挤出转速为300rpm;
[0114]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0115]
实施例6
[0116]
(1)称取共聚聚丙烯ep648v为8kg、聚甲基丙烯酸甲酯树脂hd03为1kg、有机硅改性聚氨酯s885fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0117]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0118]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0119]
口模温度为200℃,挤出转速为300rpm;
[0120]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0121]
实施例7
[0122]
(1)称取共聚聚丙烯ep648v为8kg、聚甲基丙烯酸甲酯树脂hd03为1kg、有机硅改性聚氨酯s175fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0123]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0124]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0125]
口模温度为200℃,挤出转速为300rpm;
[0126]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0127]
实施例8
[0128]
(1)称取共聚聚丙烯ep548r为3kg、聚甲基丙烯酸甲酯树脂hd03为6kg、有机硅改性聚氨酯s175fa为1kg、相容剂母粒为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0129]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0130]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0131]
口模温度为200℃,挤出转速为600rpm;
[0132]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0133]
实施例9
[0134]
(1)称取共聚聚丙烯ep548r为9kg、聚甲基丙烯酸甲酯树脂hd03为0.5kg、有机硅改性聚氨酯s175fa为0.1kg、相容剂母粒为0.4kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0135]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0136]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0137]
口模温度为200℃,挤出转速为600rpm;
[0138]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0139]
实施例10
[0140]
(1)称取共聚聚丙烯ep548r为3kg、聚甲基丙烯酸甲酯树脂hd03为3kg、有机硅改性聚氨酯s175fa为2kg、相容剂母粒为2kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0141]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0142]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0143]
口模温度为200℃,挤出转速为600rpm;
[0144]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0145]
实施例11
[0146]
(1)称取共聚聚丙烯ep548r为3kg、聚甲基丙烯酸甲酯树脂hd03为6.8kg、有机硅改性聚氨酯s175fa为0.1kg、相容剂母粒为0.1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0147]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0148]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0149]
口模温度为200℃,挤出转速为600rpm;
[0150]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0151]
实施例12
[0152]
(1)称取共聚聚丙烯ep548r为3kg、聚甲基丙烯酸甲酯树脂hd03为6kg、有机硅改性聚氨酯s175fa为0.5kg、相容剂母粒为0.5kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0153]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0154]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0155]
口模温度为200℃,挤出转速为600rpm;
[0156]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0157]
实施例13
[0158]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为2kg、有机硅改性聚氨酯s165fa为1kg、相容剂母粒为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0159]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0160]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0161]
口模温度为200℃,挤出转速为300rpm;
[0162]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0163]
实施例14
[0164]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为2kg、有机硅改性聚氨酯s895fa为1kg、相容剂母粒为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0165]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0166]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0167]
口模温度为200℃,挤出转速为300rpm;
[0168]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0169]
对比例1
[0170]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为4kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0171]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0172]
80℃、180℃、220℃、220℃、220℃、220℃、220℃、220℃、210℃、210℃;
[0173]
口模温度为210℃,挤出转速为300rpm;
[0174]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0175]
对比例2
[0176]
(1)称取均聚聚丙烯hp500p为6kg、聚甲基丙烯酸甲酯树脂hd03为4kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900 0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0177]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0178]
80℃、150℃、190℃、190℃、190℃、190℃、190℃、190℃、180℃、180℃;
[0179]
口模温度为180℃,挤出转速为600rpm;
[0180]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0181]
对比例3
[0182]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为3kg、热塑性聚氨酯wht 1185为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0183]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0184]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0185]
口模温度为200℃,挤出转速为600rpm;
[0186]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0187]
对比例4
[0188]
(1)称取共聚聚丙烯ep548r为6kg、聚甲基丙烯酸甲酯树脂hd03为2kg、有机硅改性聚氨酯s185fa为1kg、相容剂母粒为1kg、紫外线吸收剂uv329为0.03kg、抗氧剂b900为0.02kg、润滑剂znst为0.03kg,并在高混机内混合5min后出料;
[0189]
(2)将混合后的物料加入到双螺杆挤出机中,挤出机各段温度设定如下所示(从喂料口到机头):
[0190]
80℃、180℃、210℃、210℃、210℃、210℃、210℃、210℃、200℃、200℃;
[0191]
口模温度为200℃,挤出转速为300rpm;
[0192]
物料经熔融,从口模挤出后造粒,得到聚丙烯合金。
[0193]
《测试方法》
[0194]
(1)熔融指数测试
[0195]
测试标准:astm d0013,
[0196]
测试条件:230℃、2.16kg,
[0197]
测试单位:g/10min。
[0198]
(2)悬臂梁常温缺口冲击强度测试
[0199]
测试标准:astm d256,
[0200]
测试条件:23℃缺口冲击(a型缺口),
[0201]
测试单位:j/m。
[0202]
(3)悬臂梁低温缺口冲击强度
[0203]
测试标准:astm d256,
[0204]
测试条件:-30℃缺口冲击(a型缺口),
[0205]
测试单位:j/m。
[0206]
(4)铅笔硬度测试
[0207]
测试标准:atsm d3363,
[0208]
测试条件:1kg砝码,三菱铅笔。
[0209]
(5)外观测试
[0210]
测试标准:目视,观察色板表面是否存在流痕、熔接痕、分层等不良外观效果。
[0211]
以上各实施例和对比例制备的聚丙烯合金,性能测试结果如表1和2所示。
[0212]
表1产品性能测试结果
[0213]
[0214]
表2产品性能测试结果
[0215][0216][0217]
从表1-2的实验结果可以看出:
[0218]
与未添加相容剂母粒和/或有机硅改性聚氨酯的体系相比,添加相容剂母粒和有机硅改性聚氨酯的体系所得聚丙烯合金,其表面硬度和相容性显著增强,在使得聚丙烯合金产品具有良好外观效果的同时,可以显著改善聚丙烯合金的常低温冲击性能和耐刮擦性能。
[0219]
对比例4与实施例2所选用的有机硅改性聚氨酯不同;则与对比例4相比,实施例2中因使用的是含长支链有机硅结构单元的有机硅改性聚氨酯,所制得的聚丙烯合金的各个性能指标均更优异。
[0220]
以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离本发明主旨的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
