1.本发明涉及包胶工艺,尤其涉及颈挂耳机或者其他产品的软质胶包胶模具及包胶方法。
背景技术:
2.颈挂式蓝牙耳机根据项圈材质的不同,可分为硬质项圈和软质项圈,硬质项圈材质选用较硬的塑胶壳居多,佩戴起来与项圈与肌肤接触的部分相对佩戴更不适,收纳起来不方便,优点是因为材质选用硬质塑胶,可设计空间更广,续航能力更长,软质项圈佩戴起来项圈与肌肤接触的部分相对更舒适,相对收纳起来更方便,缺点是受限于目前的成型工艺,包胶只包到项圈部分,再与左右控制盒部分组装,可设计空间有局限性,续航能力相对更短,颈挂式蓝牙耳机使用场景要求具有较好的防水性跟耐汗性能,目前颈挂式耳机设备制作工艺无论硬质项圈和软质项圈,行业里基本都是采用各部件分别成型后再拼接组装而成,拼接组装时,关键的密封部位会使用特殊处理剂来粘接密封达到防水耐汗效果,而处理剂有时效性,长时间使用,密封效果会衰减,组装的部件之间有脱落现象。
3.例如,参考中国专利cnn201810299581.1,公开了一种内包金属丝和线材的软胶耳机头带制备工艺,通过两次软胶注塑,仅能将线材部分通过软胶包裹,难以实现耳机的整体包胶,防水耐汗效果差。再者,在该专利中,在第一模仁进行一次注塑后,需要将第一半成品取出,将线材和金属丝放入第一半成品后,再将第一半成品放入第二模仁中进行二次注塑,将第一半成品取出后,由于第一半成品是软件,故很难将线材和金属丝平整的放入第一半成品中,而后续时第一半成品需要从第一模仁取出再放入第二模仁,极有可能造成第一半成品的变形以及其上凹槽的卷曲,最后制成的成品效果差,也使得该专利的包胶材料为tpu、tpe、pvc或eva之类比硅胶较硬的软胶料,制成的软胶耳机颈挂体验差。
4.故,急需一种可解决上述问题的颈挂耳机硅胶注压模具和硅胶包胶方法。
技术实现要素:
5.本发明的目的是提供一种颈挂耳机软质胶旋转式注压模具及包胶方法,包胶效果好,且可在颈挂耳机外直接注压包裹硅胶,且包胶效率高。
6.为了实现上述目的,本发明公开了一种颈挂耳机软质胶旋转式注压模具,包括上模芯和下模芯,所述下模芯上具有主安装腔和控制端安装腔,所述主安装腔内转动安装有一转动模芯,所述转动模芯上形成有相对于其转动轴对称的两个半环成型通道,两所述半环成型通道可在第一注压位和第二注压位之间转动定位;所述上模芯上分别形成有与所述第一注压位和第二注压位位置对应的第一上模仁和第二上模仁,所述上模芯和下模芯合模时,所述第一上模仁与所述第一注压位处的所述半环成型通道之间形成横截面为半环状的一次注压腔,用于注胶形成承载耳机颈部的软质胶承载件;所述第二上模仁与所述第二注压位处的所述半环成型通道之间二次注压腔,用于注胶形成包裹耳机颈部的条形包胶件;所述控制端安装腔用于安装两个控制端注压模具,两所述控制端注压模具内分别形成有控
制端注压腔,用于注胶形成包裹耳机控制器绝缘壳的控制端软质胶套,两所述控制端注压腔与所述二次注压腔分别通过两供耳机颈部穿过的颈部通道密封连通,以使所述控制端软质胶套与所述条形包胶件组成完全包裹所述颈挂耳机的一体式的全软质胶套。
7.较佳地,所述控制端注压模具包括第一模具、与第一模具配合形成控制端注压腔的第二模具,以及安装于所述控制端注压腔中与所述耳机控制器绝缘壳开口处对应的镶块;所述第一模具上形成有贯穿并可供耳机线材穿过的第一线孔,其中一所述镶块上形成有贯穿所述镶块且延伸至所述第一线孔处并与所述第一线孔连通的第二线孔。
8.较佳地,所述软质胶为硅胶,软质胶注压模具为lsr注压模具。
9.较佳地,所述控制端注压腔与二次注压腔之间间隔有一间隔墙,所述颈部通道凹设于所述间隔墙上,所述间隔墙连接所述第二注压位的半环成型通道与所述控制端注压腔。
10.较佳地,所述转动模芯上形成有两个相对于其转动轴心对称的定位台,两所述半环成型通道分别形成于两所述定位台上;所述上模芯上凹设有两个与所述定位台凹凸配合的定位凹槽,所述第一上模仁和第二上模仁分别形成于两所述定位凹槽中。
11.较佳地,所述第一上模仁为与所述半环成型通道形状对应的半环形凸起,所述半环形凸起横截面呈半圆形,且所述半环形凸起横截面的径长小于所述半环成型通道横截面的径长;所述第二上模仁为与所述半环成型通道形状大小相同的成型通道。
12.较佳地,所述上模芯还具有与所述控制端安装腔位置相对的定位腔,所述定位腔内形成有对两所述控制端注压模具定位的定位凸块。
13.较佳地,所述转动模芯可相对于所述主安装腔升降以脱离或进入所述主安装腔,所述主安装腔为非圆形腔体。
14.具体地,所述颈挂耳机软质胶旋转式注压模具还包括与所述转动模芯的转动轴相连的驱动板以及带动所述驱动板升降、转动的驱动部。
15.本发明还公开了一种使用如上所述的颈挂耳机软质胶旋转式注压模具对颈挂耳机进行软质胶包胶的方法,包括:所述转动模芯安装于所述主安装腔;控制所述上模芯和下模芯合模,在所述一次注压腔内注胶成型承载耳机颈部的软质胶承载件;控制所述上模芯和下模芯分模,转动所述转动模芯并重新定位至所述下模芯中,以使所述第一注压位处的所述半环成型通道转动并定位至所述第二注压位处,所述第二注压位处的所述半环成型通道转动并定位至所述第一注压位处,所述软质胶承载件随之移动至所述第二注压位;将定型条、耳机线材、两耳机控制器绝缘壳组装在一起形成包胶素材,两所述耳机控制器绝缘壳安装于所述耳机线材两端;将包胶素材中连接有定型条的耳机线材装入所述第二注压位处,所述软质胶承载件的半环状承载区内,使用所述控制端注压模具安装两所述耳机控制器绝缘壳,并将安装有所述耳机控制器绝缘壳的控制端注压模具安装在所述控制端安装腔;控制所述上模芯和下模芯合模,在所述二次注压腔和所述控制端注压腔内注胶,以在包胶素材上一次注压软质胶并固化成型后形成一体式的全软质胶套,所述全软质胶套包括软质胶承载件、配合所述软质胶承载件包裹耳机颈部的条形包胶件、与所述条形包胶件和软质胶承载件一体式连接并包裹耳机控制器绝缘壳的控制端软质胶套。
16.与现有技术相比,本发明可实现颈挂耳机的整体包胶,使得颈挂耳机的线材部分和控制器端部分实现一体包胶,防水耐汗效果好。
附图说明
17.图1是本发明颈挂耳机软质胶旋转式注压模具的剖视图。
18.图2是本发明注压模芯的剖视图。
19.图3是本发明注压模芯的立体分解图。
20.图4是本发明上模芯的立体图。
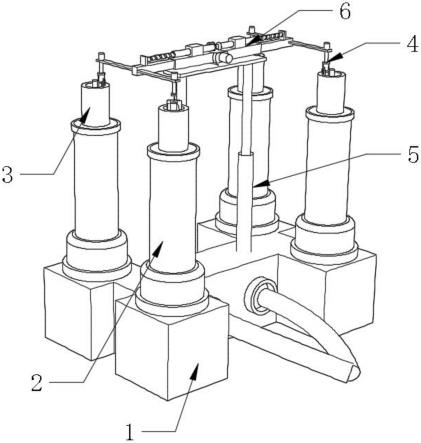
21.图5是本发明控制端注压模具安装于下模芯的结构图。
22.图6是本发明软质胶承载件的结构图。
23.图7是本发明包胶素材的结构图。
24.图8是本发明完成包胶的颈挂耳机的结构图。
具体实施方式
25.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
26.参考图1至图8,本发明公开了一种颈挂耳机软质胶旋转式注压模具100,包括上模具1、下模具2、形成于上模具中的上模芯10和形成于下模具中的下模芯20,所述下模芯20上具有主安装腔21和控制端安装腔22,所述主安装腔21内转动安装有一转动模芯30,所述转动模芯30上形成有相对于其转动轴31的轴芯心对称的两个半环成型通道32,两所述半环成型通道32可在第一注压位211和第二注压位212之间转动定位;所述上模芯10上分别形成有与所述第一注压位211和第二注压位212对应的第一上模仁11和第二上模仁12,所述上模具和下模具合模时,所述第一上模仁11与所述第一注压位211处的所述半环成型通道32之间形成一横截面为半环状的一次注压腔201,用于注胶形成承载耳机颈部的软质胶承载件41;所述第二上模仁12与所述第二注压位212处的所述半环成型通道32之间二次注压腔202,用于注胶形成于软质胶承载件41配合并包裹颈挂耳机颈部的条形包胶件51;所述控制端安装腔22用于对两个控制端注压模具200进行安装定位,两所述控制端注压模具200内分别形成有控制端注压腔201,用于注胶形成包裹耳机控制器绝缘壳44的控制端软质胶套52,两所述控制端注压腔201与第二注压位212处的所述二次注压腔202通过两供耳机颈部穿过的颈部通道231密封连通,以使所述控制端软质胶套52与所述条形包胶件51组成完全包裹所述颈挂耳机的一体式的全软质胶套50。
27.参考图5,所述控制端注压模具200包括第一模具31、与第一模具31配合形成控制端注压腔201的第二模具32,以及安装于所述控制端注压腔201中与所述耳机控制器绝缘壳44开口处对应的镶块33;所述第一模具31上形成有贯穿并可供耳机线材穿过的第一线孔34,其中一所述镶块33上形成有贯穿所述镶块33且延伸至所述第一线孔34处并与所述第一线孔34连通的第二线孔35。
28.其中,注压全软质胶套前,将所述耳机线材43的端部通过第二线孔35和第一线孔34引导至控制端注压模具200外。
29.其中,所述软质胶为硅胶,软质胶注压模具100为lsr注压模具。
30.参考图5,所述控制端注压腔201与二次注压腔212之间间隔有一间隔墙23,所述颈部通道231凹设于所述间隔墙23上,所述间隔墙23连接所述第二注压位212的半环成型通道32与所述控制端注压腔201。
31.参考图3和图4,所述转动模芯30上形成有两个相对于其转动轴31心对称的定位台301,两所述半环成型通道32分别形成于两所述定位台301上;所述上模芯10上凹设有两个与所述定位台301凹凸配合定位凹槽的101,所述第一上模仁11和第二上模仁12分别形成于两所述定位凹槽101中。
32.参考图2和图4,所述第一上模仁11为与所述半环成型通道32形状对应的半环形凸起11,所述半环形凸起11横截面呈半圆形,且所述半环形凸起11横截面的径长小于所述半环成型通道32横截面的径长;所述第二上模仁12为与所述半环成型通道32形状大小相同的成型通道12。
33.参考图4,所述上模芯10还具有与所述控制端安装腔22位置相对的定位腔13,所述定位腔13内形成有对两所述控制端注压模具200定位的定位凸块131。
34.参考图3,所述转动模芯30可相对于所述主安装腔21升降以脱离或进入所述主安装腔21,所述主安装腔21为非圆形腔体。本实施例中,主安装腔21为长条形安装腔。
35.参考图1,所述颈挂耳机软质胶旋转式注压模具100还包括与所述转动模芯30的转动轴31相连的驱动板32以及带动所述驱动板32升降的驱升降动部(图中未示)。当需要转动该转动模芯30时,按下控制按钮使得驱升降动部动作以带动驱动板32上升,直至转动模芯30脱离下模芯20,然后人工或者电动转动该转动模芯30到180度,然后按下控制按钮使得驱升降动部动作以带动驱动板32下降,直至所述转动模芯30进入上模芯20的主安装腔21内。
36.本发明还公开了一种使用如上所述的颈挂耳机软质胶旋转式注压模具100对颈挂耳机进行软质胶包胶的方法,所述转动模芯30安装于所述主安装腔21。包括以下步骤:
37.(1)控制所述上模具1和下模具2合模,在所述一次注压腔201内注胶成型承载耳机颈部的软质胶承载件41。
38.(2)控制所述上模具1和下模具2分模。
39.(3)转动所述转动模芯30并将转动模芯30重新定位至所述下模芯20中,以使所述第一注压位211处的所述半环成型通道32转动并定位至所述第二注压位212处,所述第二注压位212处的所述半环成型通道32转动并定位至所述第一注压位211处,所述软质胶承载件41随之移动至所述第二注压位212。
40.(4)将定型条42、耳机线材43、两耳机控制器绝缘壳44组装在一起形成包胶素材40,两所述耳机控制器绝缘壳44安装于所述耳机线材43两端。
41.(5)将包胶素材40中连接有定型条42的耳机线材43装入所述第二注压位处,所述软质胶承载件41的半环状承载区411内,使用所述控制端注压模具200安装两所述耳机控制器绝缘壳44,将所述耳机线材43的端部通过第二线孔35和第一线孔34引导至控制端注压模具200外。将安装有所述耳机控制器绝缘壳44的控制端注压模具200安装在所述控制端安装腔22。
42.(6)控制所述上模具1和下模具2合模,在所述二次注压腔202和所述控制端注压腔201内注胶,以在包胶素材40上一次注压软质胶并固化成型后形成一体式的全软质胶套50,所述全软质胶套包括软质胶承载件41、配合所述软质胶承载件41包裹耳机颈部的条形包胶件51、与所述条形包胶件51和软质胶承载件51一体式连接并包裹耳机控制器绝缘壳44的控制端软质胶套52。
43.与此同时,还在所述一次注压腔201内注胶成型承载耳机颈部的软质胶承载件41。
44.(7)控制上模具1和下模具2分模,取出制备好的包裹有全软质胶套50的颈挂耳机。
45.在步骤(6)在二次注压腔202注胶的同时,还在一次注压腔201中注胶形成另一软质胶承载件41,即,步骤(6)和步骤(1)在非初次作业中是同时进行地,本发明可同时进行一次注压和二次注压,包胶速率高。
46.在步骤(7)之后重复步骤(3)-(7)直至加工到需要数量的产品。
47.参考图7,本实施例中,定位条42包括镍钛记忆钢丝,当然定型条也可以包括其他记忆金属或者其他可定型的材质。将定型条42、耳机线材43组装时,先使用治具对镍钛记忆钢丝尺寸检测管控,获得长短形状符合要求的镍钛记忆钢丝,然后将镍钛记忆钢丝放入模具中对镍钛记忆钢丝的两头包裹硬胶成型,形成形状符合规定的定型条42,并通过治具对定型条42进行检测和尺寸管控。接着,将耳机线材43放入点胶治具中,使用点胶机在耳机线材43(芯线)表面点胶,点胶好后,将定型条42放入耳机线材43的上方,使得耳机线材43与定位条42通过胶水固定在一起。当然,耳机线材43与定位条42的固定方式不限于点胶固定。在另一实施例中,耳机线材43与定位条42无需单独固定,直接将耳机线材和定位条未固定的放入软质胶承载件41的中空区域中。其中,在前序步骤制作包胶素材40时,还使用销钉将左右耳机线材两端的两耳机控制器绝缘壳44与耳机线材43、定型件42固定组合,再将安装耳机控制器绝缘壳44的耳机线材43和定型件42(耳机颈部)安装于软质胶承载件41中。
48.该方案使得本发明可实现颈挂耳机的整体包胶,使得颈挂耳机的线材部分和控制器端部分实现一体包胶,防水耐汗效果好。其中,所述二次注压腔202分别连通至两所述控制端注压模具200中。
49.本实施例中,所述软质胶为硅胶,软质胶注压模具100为lsr(热固性液态硅橡胶)注压模具。当然,该软质胶也可以为其他类型的软胶,不限于硅胶,软质胶注压模具也可以为其他类型的注压模具。
50.以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。