1.本实用新型涉及炮弹领域,尤其涉及一种具备卧式紧口装置的全自动紧口专机。
背景技术:
2.小口径炮弹在装配时,需要通过紧口装置将弹丸与药筒紧密结合起来,以保证拔弹力在一定范围内,从而达到预期内的弹道目标。
3.现有小口径炮弹紧口方式不论是采用卧式紧口还是立式紧口均较为落后,存在以下问题:1.无论是卧式紧口模刀瓣或立式紧口刀瓣,模座与模芯均为一体,不可单独调节。在调节过程中,易造成拔弹力不够或者产生鼓包、翻边等现象,造成产品过不了合膛;2.模具刀瓣在制作时要求硬度高,从而脆性大,易断裂。反之硬度低,脆性小,易磨损。总的因模具刀瓣为一个整体零件,不可调节,存在使用寿命短的缺点;3.在更换模具或切换产品时,要使产品各参数均到达要求,需经反复试验,调节困难,造成浪费。
4.针对以上问题,急需开发出一种适用于小口径炮弹的紧口装置,解决紧口过程中出现的各种问题。
技术实现要素:
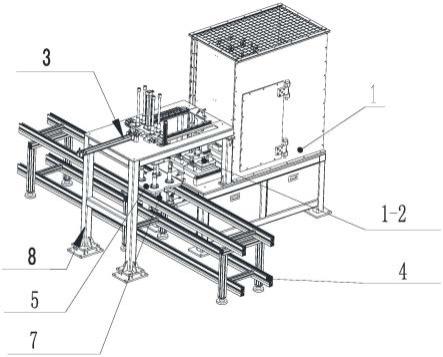
5.本实用新型的目的是提供一种具备卧式紧口装置的全自动紧口专机,包括用于抓取炮弹的机械手、用于输送的输送线、用于盛放炮弹的托盘、顶升旋转机构、设于抗爆间内的卧式紧口装置和用于控制所述卧式紧口装置的气液增压缸和下模气缸、气源两联件,所述气源两联件用于为所述全自动紧口专机提供动力,所述机械手设于机械手支架上,所述顶升旋转机构用于将机械手上的炮弹调整到卧式紧口装置适应位置,所述气液增压缸用于控制卧式紧口装置的上模机构进行上下压合,所述下模气缸用于控制所述卧式紧口装置的下模机构从抗爆间外移动至抗爆间内,所述机械手从输送线上的托盘上抓取已经顶升旋转机构进行顶升旋转到适应位置的炮弹放置在卧式进口装置的下模机构上,所述下模气缸带动下模机构从抗爆间外移动至抗爆间内,所述气液增压缸下压带动上模机构下行与下模机构压合,从而对炮弹进行紧口动作。
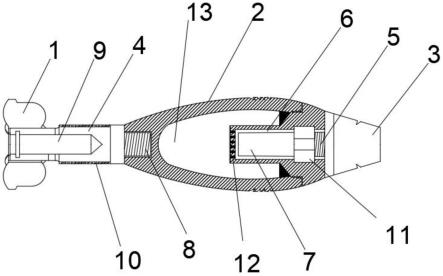
6.作为优选,所述卧式紧口装置包括上模机构、下模机构和定位座,所述上模机构和下模机构在紧口时上下平齐设置,所述下模机构和定位座处于同一轴线上。
7.作为优选,所述下模机构包括下模座、设于下模座上的下垫板、设于下垫板上的下夹板,所述下夹板顶面通过至少一个下模弹簧连接至下脱板,还包括设于下垫板上并穿过所述下夹板和下脱板设置的可抵紧炮弹表面的下模芯。
8.作为优选,所述下模弹簧顶端与下脱板底端固定,所述下模弹簧底端穿过所述下夹板和下垫板连接至下模座顶端。
9.作为优选,所述上模机构包括上模座、设于上模座下的上垫板、设于上垫板下的上夹板,所述上夹板底面通过至少一个上模弹簧连接至上脱板,还包括设于上垫板下端并穿过所述上夹板和上托板设置的可抵紧炮弹表面的上模芯。
10.作为优选,所述上模弹簧底端与上脱板顶端固定,所述上模弹簧顶端穿过所述上夹板和上垫板连接至上模座底端。
11.作为优选,所述下脱板顶面和上脱板底面均依照炮弹外表面成型设置。
12.作为优选,所述定位座包括设于下模座上的定位基座,还包括设于定位基座上的定位块,所述定位块的容纳空腔与下脱板上的容纳空间高度一致。
13.作为优选,所述上脱板和下脱板上设有用于相互固定的数个定位销。
14.采用了上述技术方案,本实用新型具有以下的有益效果:(1)本实用新型结构巧妙,采用卧式结构,通过先抱住易翻边处再压的紧口方式,整个解决以前紧口装置(如立式紧口装置、模瓣紧口装置等)在紧口过程中,拔弹力不易满足要求或易产生鼓包、翻边现象造成过不了合膛的问题,杜绝了鼓包、翻边现象的产生,做到了紧口后合膛合格率100%。
15.(2)本实用新型模芯和模座分开设置,可以使紧口装置先护住炮弹外围,再压,防止移动,解决现有技术模座和模芯为一体化导致的无护位的技术问题,加工精度大大提高。
16.(3)所述紧口装置通过采用先抱住易翻边处,再压的方式,通过大距离直径抱住炮弹,可使炮弹与紧口装置同轴设置,自行校正,提高紧口精确度,拔弹力易满足要求。
17.(4)所述紧口装置的模芯和模座分开设置,可快速方便换模。
18.(5)解决以前紧口装置使用寿命短的缺陷,一般生产两批产品即需更换成新模具,本技术的卧式紧口设备设计使用寿命达100批次产品以上,比原模具使用寿命延长了50倍,技术效果达到质的飞跃。
附图说明
19.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
20.图1为全自动紧口专机的结构示意图;
21.图2为全自动紧口专机某一视角的剖视图;
22.图3为本实用新型中卧式紧口装置的结构示意图;
23.图4为图3中上模机构和下模机构的分开状态示意图;
24.图5为图4的主视图;
25.图6为图5中a-a的剖视图。
具体实施方式
26.实施例一
27.见图1至图6,本实施例的具备卧式紧口装置的全自动紧口专机,包括用于抓取炮弹2的机械手3、用于输送的输送线4、用于盛放炮弹的托盘5、顶升旋转机构7、设于抗爆间10内的卧式紧口装置1和用于控制所述卧式紧口装置的气液增压缸6和下模气缸、气源两联件9,所述气源两联件用于为所述全自动紧口专机提供动力,所述机械手设于机械手支架8上,所述顶升旋转机构用于将机械手上的炮弹调整到卧式紧口装置适应位置,所述气液增压缸用于控制卧式紧口装置的上模机构1-1进行上下压合,所述下模气缸用于控制所述卧式紧口装置的下模机构1-2从抗爆间外移动至抗爆间内,所述机械手从输送线上的托盘上抓取已经顶升旋转机构进行顶升旋转到适应位置的炮弹放置在卧式进口装置的下模机构上,所
述下模气缸带动下模机构从抗爆间外移动至抗爆间内,所述气液增压缸下压带动上模机构下行与下模机构压合,从而对炮弹进行紧口动作。
28.所述抗爆间设有防爆门,所述防爆门由防爆门气缸进行开关控制。
29.所述卧式紧口装置1包括上模机构1-1、下模机构1-2和定位座1-3,所述上模机构和下模机构在紧口时上下平齐设置,所述下模机构和定位座处于同一轴线上。
30.所述下模机构包括下模座1-2-1、设于下模座上的下垫板1-2-2、设于下垫板上的下夹板1-2-3,所述下夹板顶面通过至少一个下模弹簧1-2-5连接至下脱板1-2-4,还包括设于下垫板上并穿过所述下夹板和下脱板设置的可抵紧炮弹表面的下模芯1-2-6。
31.所述下模弹簧顶端与下脱板底端固定,所述下模弹簧底端穿过所述下夹板和下垫板连接至下模座顶端。
32.所述上模机构包括上模座1-1-1、设于上模座下的上垫板1-1-2、设于上垫板下的上夹板1-1-3,所述上夹板底面通过至少一个上模弹簧1-1-5连接至上脱板1-1-4,还包括设于上垫板下端并穿过所述上夹板和上托板设置的可抵紧炮弹表面的上模芯1-1-6。
33.所述上模弹簧底端与上脱板顶端固定,所述上模弹簧顶端穿过所述上夹板和上垫板连接至上模座底端。
34.所述下脱板顶面和上脱板底面均依照炮弹外表面成型设置。
35.所述定位座1-3包括设于下模座上的定位基座1-3-1,还包括设于定位基座上的定位1-3-2块,所述定位块的容纳空腔与下脱板上的容纳空间高度一致。所述定位座内设有用于抵接定位块的定位块弹簧1-3-3,用来自适应上模机构和下模机构的高度调整。
36.所述上脱板和下脱板上设有用于相互固定的数个定位销1-1-7。
37.在实施过程种,全自动紧口专机进行紧口时,包括如下步骤:
38.步骤1,机械手3从输送线4上的托盘5上抓取炮弹2放置在卧式紧口装置1的下模机构凹穴上;
39.步骤2,连接下模机构1-2的下模气缸缩回将其带至上模机构正下方;
40.步骤3,防爆门气缸下压关闭抗爆间10的防爆门;
41.步骤4,气液增压缸6下压带动上模机构1-1下行与下模机构1-2压合,采用所述卧式紧口装置对炮弹进行紧口动作;具体来说,在实施过程中,将产品炮弹放置在下脱板的产品位,当在上模座顶端垂直施加压力时,上下模机构闭合,上脱板与下脱板形成一个型腔护住产品中间段的外径。此时在持续压力下,上下模中的弹簧产生压缩形变,上下垫板顶着模芯往中心挤压,从而将产品挤压成型。
42.步骤5,紧口完毕后,气液增压缸上行带动上模机构与下模机构进行脱离开来;
43.步骤6,防爆门气缸上升打开防爆门;
44.步骤7,下模气缸伸出将下模机构送出来;
45.步骤8,机械手抓取下模机构凹穴上的炮弹放回输送线托盘相应位置,完成整个紧口过程。
46.本实用新型通过全自动紧口专机自动完成小口径炮弹的上料、紧口、下料动作,以设备代替人工,新模具生产出来的产品所测试的拔弹力,合格范围18.6~31kn,集中在24~27kn为最佳。测试结果显示,本技术的紧口模具生产出来的产品的拔弹力合格率为100%。
47.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一
步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。