1.本发明涉及减薄技术领域,尤其涉及晶圆减薄设备。
背景技术:
2.晶圆指的是制作硅半导体集成电路所用的硅晶片,晶圆为圆柱形的单晶硅,是生产集成电路所用的载体。其中,在对晶圆的加工过程中,需要使用晶圆减薄设备对晶圆进行减薄,即对晶圆的厚度进行减薄,以使具有较小尺寸的晶圆能够用于制作更为复杂的集成电路。
3.然而由于,目前的晶圆减薄设备仅能对单种尺寸的晶圆进行减薄,无法对多种不同尺寸的晶圆进行减薄,导致晶圆减薄设备的通用性较低。
4.因此,亟需晶圆减薄设备,能够解决以上问题。
技术实现要素:
5.本发明的目的在于提出一种晶圆减薄设备,能够对多种不同尺寸的待加工晶圆进行减薄加工,通用性较高。
6.为达此目的,本发明采用以下技术方案:
7.晶圆减薄设备,包括:
8.取料组件,包括支架、第一机械手、对中件及多种尺寸的料盒,所述第一机械手及所述对中件均设置在所述支架上,多种尺寸的所述料盒选择性地放置在所述支架上,且一种尺寸的所述料盒内放置有一种尺寸的待加工晶圆,所述第一机械手用于将所述料盒内的所述待加工晶圆移至所述对中件,所述对中件用于对中多种所述待加工晶圆的中心;
9.承料组件,包括支撑台、分度台及承片台,所述分度台转动设置在所述支撑台上,所述承片台转动设置在所述分度台上,所述承片台用于吸附所述对中件上的多种所述待加工晶圆,且所述待加工晶圆的中心与所述承片台的中心重合;
10.减薄组件,所述减薄组件用于减薄所述承片台上的所述待加工晶圆,以形成减薄晶圆。
11.进一步地,所述取料组件还包括:
12.检测件,所述检测件设置在所述料盒上,以用于检测所述料盒的尺寸;
13.扫片件,所述扫片件设置在所述支架上,以用于检测所述待加工晶圆在所述料盒内的放置位置;
14.第二机械手,设置在所述支架上,所述第二机械手用于将所述对中件上的所述待加工晶圆抓至所述承片台上;
15.清片件,设置在所述支架上;
16.第三机械手,设置在所述支架上,所述第三机械手用于将所述承片台上的所述减薄晶圆抓至所述清片件,使所述清片件清洗并甩干所述减薄晶圆,且所述第一机械手能抓取经所述清片件清洗后的所述减薄晶圆并放回至所述料盒内。
17.进一步地,所述支架内形成有清洗腔,所述清片件包括:
18.转动轴,所述转动轴转动设置在所述清洗腔内,所述减薄晶圆固定设置在所述转动轴上,所述转动轴用于带动所述减薄晶圆相对于所述支架转动;
19.气管和水管,所述气管和所述水管均设置在所述清洗腔内,所述气管和所述水管分别用于向所述减薄晶圆喷射气体和清水。
20.进一步地,所述承料组件还包括:
21.清洗件,设置在所述承片台的上方,所述清洗件用于竖直向下移动至所述减薄晶圆及所述承片台,以清洗所述减薄晶圆及所述承片台。
22.进一步地,所述支撑台的上方设置有支撑板,所述清洗件包括:
23.电机、直线气缸、防护板及刷洗件,所述直线气缸的固定端设置在所述支撑板上,所述直线气缸的驱动端与所述防护板驱动连接,所述电机的固定端设置在所述防护板上,所述电机的驱动端与所述刷洗件驱动连接,所述直线气缸用于驱动所述防护板、所述电机及所述刷洗件在竖直方向上移动,所述电机用于驱动所述刷洗件旋转,以使所述刷洗件清洗所述减薄晶圆和所述承片台。
24.进一步地,所述减薄组件包括:
25.支撑框架,设置在所述支撑台上;
26.多个主轴,每个所述主轴上设置有一个磨轮,所述主轴设置在所述支撑框架上,且所述主轴能够相对于所述支撑框架在竖直方向上移动,以使所述磨轮移至并磨削所述待加工晶圆。
27.进一步地,所述减薄组件还包括:
28.驱动件,所述驱动件的固定端设置在所述支撑框架上,所述驱动件的驱动端与所述主轴驱动连接,所述驱动件用于驱动所述主轴在竖直方向上移动,且在所述主轴与所述支撑框架中的其中一个上设置有导轨,另一个上设置有导块,所述导轨沿竖直方向延伸,所述导块能够在所述导轨上滑动;
29.冷却管路,所述冷却管路设置在所述主轴内并延伸至所述磨轮,所述冷却管路用于冷却所述主轴及所述磨轮。
30.进一步地,所述减薄组件还包括:
31.测厚传感器,设置在所述支撑台上,所述测厚传感器用于检测所述承片台上所述待加工晶圆的厚度,以控制所述主轴在竖直方向上的下降高度;
32.测力传感器,一个所述主轴上设置有一个所述测力传感器,所述测力传感器用于检测所述主轴施加至所述磨轮的磨削力,以控制所述主轴在竖直方向上的下降速率。
33.进一步地,所述承片台的数量设置有多个,多个所述承片台均匀设置在所述分度台上,且所述主轴的数量比所述承片台的数量少一个。
34.进一步地,所述对中件包括:
35.放置台,所述放置台固定设置在所述支架上,所述待加工晶圆放置在所述放置台上;
36.多个定位柱,多个所述定位柱均匀环设在所述放置台的外周,且所述定位柱能够相对于所述支架沿所述放置台的径向向靠近或远离所述放置台的方向移动,以使多个所述定位柱同时抵紧至所述待加工晶圆。
37.本发明的有益效果为:
38.通过将多种尺寸的料盒选择性地择一放置在支架上,使第一机械手将料盒内的待加工晶圆移至对中件,以使对中件对中该料盒内的待加工晶圆的中心,从而能够以待加工晶圆的中心与承片台的中心重合的方式将待加工晶圆放置在承片台上,再使分度台带动承片台转动以及使承片台相对于分度台转动,同时使减薄组件对承片台上的待加工晶圆进行减薄加工,以形成减薄晶圆,从而完成对待加工晶圆的减薄加工;由于,对中件能够对多种待加工晶圆的中心进行对中,而且承片台能够吸附对中件上的多种不同尺寸的待加工晶圆,以使减薄组件能够对承片台上的多种不同尺寸的待加工晶圆进行减薄加工;以此方式,能够对多种不同尺寸的待加工晶圆进行减薄加工,进而使整个晶圆减薄设备的通用性较高。
附图说明
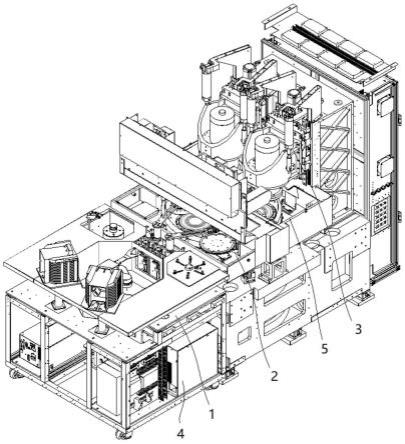
39.图1是本发明提供的晶圆减薄设备的结构示意图;
40.图2是本发明提供的取料组件的结构示意图;
41.图3是本发明提供的承料组件的结构示意图;
42.图4是本发明提供的减薄组件的结构示意图。
43.附图标记:
44.1-取料组件;11-支架;111-清洗腔;12-第一机械手;13-对中件;131-放置台;132-定位柱;14-料盒;15-第二机械手;16-第三机械手;17-清片件;171-转动轴;172-气管;173-水管;18-支撑板;
45.2-承料组件;21-支撑台;22-分度台;23-承片台;24-清洗件;241-防护板;242-刷洗件;
46.3-减薄组件;31-支撑框架;32-主轴;33-磨轮;34-驱动件;35-冷却管路;36-测厚传感器;361-测量探针;
47.4-电气保护件;5-清洗排水件。
具体实施方式
48.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
49.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
50.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示
第一特征水平高度小于第二特征。
51.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的结构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
52.本实施例中提出了一种晶圆减薄设备,该晶圆减薄设备能够对多种不同尺寸的晶圆进行减薄加工,以使整个晶圆减薄设备的通用性和兼容性均较高。本实施例中可以对尺寸为四英寸、五英寸、六英寸或者八英寸的晶圆进行减薄加工。其中,晶圆的具体类型可以为碳化硅(sic)、钽酸锂(litao3)、四氮化三硅(si3n4)、二氧化锆(zro2)或者锆钛酸铅压电陶瓷(pzt)晶圆。
53.具体地,如图1-4所示,晶圆减薄设备包括取料组件1、承料组件2以及减薄组件3。其中,减薄组件3用于减薄承片台23上的待加工晶圆,以形成减薄晶圆;取料组件1包括支架11、第一机械手12、对中件13及多种不同尺寸的料盒14,第一机械手12及对中件13均设置在支架11上,多种尺寸的料盒14可以选择性地择一放置在支架11上,且一种尺寸的料盒14内对应放置有一种尺寸的待加工晶圆,第一机械手12用于将料盒14内的待加工晶圆移至对中件13,以使对中件13对多种待加工晶圆的中心进行对中;承料组件2包括支撑台21、分度台22及承片台23,分度台22转动设置在支撑台21上,承片台23转动设置在分度台22上,承片台23用于吸附对中件13上的多种不同尺寸的待加工晶圆,由于对中件13对待加工晶圆中心的对中作用,从而能够在将对中件13上的待加工晶圆放置在承片台23上时,待加工晶圆的中心能够与承片台23的中心相重合,进而能够保证减薄组件3对待加工晶圆进行减薄加工时,待加工晶圆不会出现偏心的问题,以能够保证对待加工晶圆的加工效果。
54.值得说明的是,本实施例中的待加工晶圆和减薄晶圆仅仅只是对于在减薄加工前后对晶圆的不同称呼,两者实质为同一类型的晶圆;并且,还可以在支架11上放置两个料盒14,以将减薄加工完成后的减薄晶圆放置在新的料盒14内。对于支架11上的料盒14的数量不作限定,可以根据具体工况决定。
55.通过将多种尺寸的料盒14择一放置在支架11上,使第一机械手12将料盒14内的待加工晶圆移至对中件13,以使对中件13对中该料盒14内的待加工晶圆的中心,从而能够以待加工晶圆的中心与承片台23的中心重合的方式将待加工晶圆放置在承片台23上,再使分度台22带动承片台23转动,且使承片台23相对于分度台22转动,同时使减薄组件3对承片台23上的待加工晶圆进行减薄加工,以形成减薄晶圆,从而完成对待加工晶圆的减薄加工;由于,对中件13能够对多种不同尺寸的待加工晶圆的中心进行对中,并且承片台23能够吸附对中件13上的多种不同尺寸的待加工晶圆,从而使减薄组件3能够对承片台23上的多种不同尺寸的待加工晶圆进行减薄加工;以此方式,能够对多种不同尺寸的待加工晶圆进行减薄加工,进而使整个晶圆减薄设备的通用性和兼容性均较高。
56.并且,通过取料组件1实现对待加工晶圆的自动上料和自动对中功能,通过承料组件2实现将待加工晶圆自动且准确地放置在承片台23上的功能,通过减薄组件3实现对承片台23上的待加工晶圆的自动减薄功能;以此方式,能够实现对待加工晶圆减薄加工的自动化操作,以使整个晶圆减薄设备的自动化程度较高。
57.具体地,如图2所示,对中件13包括放置台131以及多个定位柱132;其中,放置台
131固定设置在支架11上,待加工晶圆放置在放置台131上;多个定位柱132均匀环设在放置台131的外周,且每个定位柱132均能够相对于支架11沿放置台131的径向向靠近或远离放置台131的方向移动,以使多个定位柱132能够同时抵紧至待加工晶圆,以使待加工晶圆的中心能够与放置台131的中心重合,从而能够保证在抓取待加工晶圆至承片台23上时,待加工晶圆的中心能够与承片台23上的中心相互重合。
58.进一步地,取料组件1还包括检测件以及扫片件;其中,检测件设置在料盒14上,检测件用于检测料盒14的尺寸,由于一种尺寸的料盒14内对应放置有一种尺寸的待加工晶圆,因此能够获得该料盒14内的待加工晶圆的具体尺寸;扫片件设置在支架11上,扫片件用于检测待加工晶圆在料盒14内的放置位置,即扫片件能够扫描料盒14内各层位置处放置待加工晶圆的情况,以便于第一机械手12能够从料盒14内准确抓取到待加工晶圆,并且能够使第一机械手12将经过减薄加工后的减薄晶圆准确地放回至之前从料盒14内抓取出的初始位置,即实现待加工晶圆的同一位置取出,减薄晶圆的同一位置放回的取放方式。本实施例中的检测件具体为尺度传感器,本实施例中的扫片件具体为扫描传感器。
59.具体地,如图2所示,在承片台23上设置有用于吸附待加工晶圆的真空吸盘;并且取料组件1还包括第二机械手15;第二机械手15设置在支架11上,第二机械手15用于将对中件13上的待加工晶圆同心抓取至承片台23上,并能够以待加工晶圆的中心与真空吸盘的中心相重合的放置方式将待加工晶圆放置在承片台23上的真空吸盘上;由于此时已经获得了该料盒14内的待加工晶圆的具体尺寸,因此可以通过控制真空吸盘上的吸附孔的实际打开数量,进而能够将该待加工晶圆稳定地吸附在真空吸盘上,从而使真空吸盘能够吸附多种不同尺寸的待加工晶圆。
60.进一步地,如图2所示,取料组件1还包括清片件17及第三机械手16,清片件17设置在支架11上;第三机械手16设置在支架11上,第三机械手16用于将承片台23上经过减薄加工之后的减薄晶圆抓取至清片件17处,以使清片件17清洗减薄晶圆上的杂质并甩干减薄晶圆上的残留水滴,以使减薄晶圆能够保持清洁干燥;并且经过清片件17清洗之后的减薄晶圆通过第一机械手12抓取并放回至料盒14内的初始位置,从而实现减薄晶圆的自动下料功能。本实施例中的第一机械手12、第二机械手15和第三机械手16均为六轴机械手,六轴机械手具有灵活性较好的特点。
61.具体地,如图2所示,在支架11内侧形成有清洗腔111,清片件17包括转动轴171、气管172和水管173;其中,转动轴171转动设置在清洗腔111内,减薄晶圆固定设置在转动轴171上,转动轴171能够带动减薄晶圆在清洗腔111内相对于支架11转动;气管172和水管173均设置在清洗腔111内,气管172和水管173分别用于向减薄晶圆喷射气体和清水,以使减薄晶圆在转动的同时实现清洗工作;当清洗完成后,再通过转动轴171高速旋转,从而带动减薄晶圆进行高速旋转,进而能够在离心力的作用下将减薄晶圆上的残留水滴甩干,以使减薄晶圆能够保持清洁干燥的状态。
62.进一步地,如图3所示,承料组件2还包括清洗件24,清洗件24设置在承片台23的上方,清洗件24用于竖直向下移动至减薄晶圆及承片台23处,以清洗减薄晶圆和承片台23。
63.也即是说,本实施例中的减薄晶圆进行了两次清洗工作;第一次是减薄加工完成后放置在承片台23上,在清洗件24的作用下进行一次清洗;第二次是在清洗件24完成清洗之后,由第三机械手16从承片台23上移动至清片件17处,在清片件17的作用下进行二次清
洗,进而能够保证最终加工形成的减薄晶圆的清洁度较高。
64.通过设置清洗件24,还能够对承片台23及承片台23上的真空吸盘进行清洗,以避免在减薄过程中由于从待加工晶圆上磨下的硅渣分撒在承片台23及真空吸盘上而影响真空吸盘对后续晶圆的吸附问题,从而使承片台23上以及真空吸盘上均能够保持平整光洁无脏污的状态,进而使真空吸盘能够继续且较为稳定地吸附住新的待加工晶圆。
65.进一步地,如图3所示,在支撑台21的上方设置有支撑板18,清洗件24包括电机、直线气缸、防护板241及刷洗件242,直线气缸的固定端设置在支撑板18上,直线气缸的驱动端与防护板241驱动连接,防护板241滑动扣设在支撑板18的一侧面上,电机的固定端设置在防护板241上,电机的驱动端与刷洗件242驱动连接,直线气缸用于驱动防护板241、电机及刷洗件242整体在竖直方向上移动,电机用于驱动刷洗件242旋转,以使刷洗件242能够旋转清洗减薄晶圆、承片台23以及真空吸盘上的各种杂质。其中,刷洗件242具体包括第一毛刷、第二毛刷和油石。
66.具体地,当减薄组件3完成对待加工晶圆的减薄加工之后,先使第一毛刷对真空吸盘上且经过减薄加工形成的减薄晶圆上的杂质进行清理,再使第三机械手16将经过第一毛刷清洗后的减薄晶圆移动至清片件17处进行二次清洗;同时,使油石和第二毛刷先后对承片台23及真空吸盘上的杂质进行清理,从而使刷洗件242能够旋转清洗减薄晶圆、承片台23以及真空吸盘上的各种杂质。
67.进一步地,如图4所示,减薄组件3包括支撑框架31以及多个主轴32;其中,支撑框架31竖直设置在支撑台21上;在每个主轴32上均设置有一个磨轮33,主轴32设置在支撑框架31上,且主轴32能够相对于支撑框架31在竖直方向上移动,以使磨轮33移至待加工晶圆,并在待加工晶圆转动的状态下对待加工晶圆进行磨削减薄。
68.具体地,如图4所示,减薄组件3还包括驱动件34,驱动件34的固定端设置在支撑框架31上,驱动件34的驱动端与主轴32驱动连接,驱动件34用于驱动主轴32在竖直方向上移动;并且在主轴32与支撑框架31两者中的其中一个上设置有导轨,另一个上设置有导块,导轨沿竖直方向延伸,导块能够在导轨上滑动,从而能够为主轴32在竖直方向上的移动提供导向作用,以保证主轴32在竖直方向上移动的稳定性和准确性。本实施例中,驱动件34具体为直线气缸。
69.进一步地,如图4所示,减薄组件3还包括冷却管路35,冷却管路35设置在主轴32内并延伸至磨轮33,冷却管路35用于冷却主轴32及磨轮33,以带走减薄过程中所产生的各种热量,从而避免在减薄过程中主轴32和磨轮33的温度过高而影响对待加工晶圆的减薄尺寸的问题,进而能够保证对待加工晶圆的减薄效果。其中,冷却管路35中流通有冷却水。
70.具体地,如图3和图4所示,减薄组件3还包括测厚传感器36和测力传感器,测厚传感器36设置在支撑台21上,测厚传感器36用于实时检测真空吸盘上待加工晶圆的厚度,以控制主轴32在竖直方向上的下降高度;在一个主轴32上设置有一个测力传感器,测力传感器用于检测主轴32施加至磨轮33的磨削力,以控制主轴32在竖直方向上的下降速率。
71.通过设置测厚传感器36和测力传感器,以通过测厚传感器36和测力传感器的测量值分别控制主轴32的下降高度和下降速率,从而使磨轮33能够以适宜的下降高度和下降速率对待加工晶圆进行切削,以获得满足厚度条件的减薄晶圆,并且能够提高对待加工晶圆的磨削效率以及降低对待加工晶圆的破损率。
72.具体而言,如图3所示,测厚传感器36包括两个测量探针361,其中一个测量探针361抵压在真空吸盘的顶端面,另一个测量探针361抵压在待加工晶圆的顶端面,通过对两个测量探针361测量出的高度值进行作差,并对差值取绝对值即可获得待加工晶圆的厚度值;本实施例中的测力传感器具体为三向力传感器,三向力传感器具有检测精度较高的特点;并且三向力传感器的数量设置有三个,三个三向力传感器均匀分布在主轴32的外周面,从而能够通过获得三个三向力传感器检测的平均值作为最终的主轴32的磨削力值,以使获得的磨削力值较为准确。
73.进一步地,如图3和图4所示,承片台23的数量设置有多个,多个承片台23均匀设置在分度台22上,且主轴32的数量比承片台23的数量少一个,以使承片台23与主轴32相互之间配合使用,从而实现对多个待加工晶圆的同时加工,以使对待加工晶圆的加工效率较高。本实施例中,承片台23的数量设置有三个,主轴32的数量设置有两个,其中一个主轴32为粗磨主轴,另一个主轴32为精磨主轴,粗磨主轴指的是该主轴32上的磨轮33的目数为200目-800目,粗磨主轴能够快速去除待加工晶圆表面的大量硅屑;精磨主轴指的是该主轴32上的磨轮33的目数为1500目-8000目,精磨主轴能够精加工粗磨剩余的尺寸到满足条件的厚度值,并修复或减少在粗磨过程中待加工晶圆上所产生的损伤层。其它实施例中,还可以设置抛光主轴,在抛光主轴上设置更高目的磨轮33以精修待加工晶圆的表面,从而得到表面光滑的超薄的减薄晶圆。在此,对于主轴32和承片台23的具体数量不作限定,可以根据待加工晶圆的磨削需求以及具体工况决定。其中,由于磨轮33在工作过程中会逐渐磨损,因此需要定期检修、更换各个主轴32上的磨轮33。
74.值得说明的是,晶圆减薄设备还包括多个辅助件,各个辅助件能够为晶圆减薄设备实现减薄加工提供辅助作用。其中,如图1所示,辅助件具体可以为电气保护件4、真空发生件、清洗排水件5以及多个控制阀;电气保护件4用于为整个晶圆减薄设备供电,同时能够提供有效的电源保护;真空发生件用于为真空吸盘以及晶圆减薄设备中其它需要真空吸附的装置提供真空负压,以满足对真空负压的需求;清洗排水件5用于向晶圆减薄设备中各个需要用水的装置提供去离子纯净厂务压力水,压力水的水压具体在0.2mpa-0.4mpa,同时能够回收由各个需要用水的装置排出的带脏污的废水到污水管中,以保证整个晶圆减薄设备的循环用水;各个控制阀用于控制晶圆减薄设备中各个气路、水路的通断,从而能够保证整个晶圆减薄设备的正常使用功能。本实施例中的电气保护件4、真空发生件、清洗排水件5以及控制阀均为现有技术中常见的辅助结构,因此,此处不再对各个辅助件的工作原理进行详细赘述。
75.其中,为了便于描述对同一料盒14内的多个待加工晶圆的减薄加工过程,将本实施例中的三个承片台23分别称呼为第一承片台、第二承片台及第三承片台。
76.具体地,本实施例中的晶圆减薄设备的具体减薄加工过程如下,:
77.上料:首先,将多个料盒14中的其中一个料盒14放置在支架11上的指定位置,并使料盒14上的检测件检测该料盒14的尺寸,从而获得料盒14内的待加工晶圆的具体尺寸;同时使支架11上的扫片件检测各个待加工晶圆在该料盒14内的放置位置。
78.搬运对中:使第一机械手12根据扫片件的扫描结果准确地从该料盒14内取出一个待加工晶圆;再将取出的待加工晶圆放置在对中件13上,以使对中件13对待加工晶圆的中心进行对中;当对中完成后,使第二机械手15将对中件13上的待加工晶圆抓取并放置在第
一承片台上的真空吸盘上,且使待加工晶圆的中心与真空吸盘的中心重合。其中,真空吸盘能够根据检测件的检测结果打开其上合适数量的吸附孔,从而能够将各种尺寸的待加工晶圆稳定地进行吸附。
79.粗加工:使分度台22相对于支撑台21逆时针旋转120
°
,以使第一承片台能够移动到粗磨主轴的下方;再使第一承片台相对于分度台22旋转,并使粗磨主轴竖直下降,从而使粗磨主轴上的磨轮33磨削该待加工晶圆,以完成对第一承片台上的待加工晶圆的粗加工过程;同时,重复上述上料和搬运对中步骤,使第二机械手15将经过对中的新的待加工晶圆抓取并放置在第二承片台上的真空吸盘上。
80.精加工:再使分度台22相对于支撑台21逆时针旋转120
°
,以使第一承片台能够移动到精磨主轴的下方;再使第一承片台相对于分度台22旋转,并使精磨主轴竖直下降,从而使精磨主轴上的磨轮33磨削该待加工晶圆,以完成对第一承片台上的待加工晶圆的精加工过程;同时,第二承片台能够旋转到粗磨主轴的下方,再使第二承片台相对于分度台22旋转,并使粗磨主轴竖直下降,从而使粗磨主轴上的磨轮33磨削该待加工晶圆,以完成对第二承片台上的待加工晶圆的粗加工过程;与此同时,重复上述上料和搬运对中步骤,使第二机械手15将经过对中的另一个新的待加工晶圆抓取并放置在第三承片台上的真空吸盘上。
81.清洗:再使分度台22相对于支撑台21顺时针旋转240
°
,以使第一承片台转回至初始位置;并使第一毛刷对第一承片台上且经过减薄加工形成的减薄晶圆上的杂质进行清理,再使第三机械手16将经过第一毛刷清洗后的减薄晶圆移动至清片件17处;再使油石和第二毛刷先后对第一承片台及其真空吸盘上的杂质进行清理;与此同时,第二承片台能够移动到精磨主轴的下方;再使第二承片台相对于分度台22旋转,并使精磨主轴竖直下降,从而使精磨主轴上的磨轮33磨削该待加工晶圆,以完成对第二承片台上的待加工晶圆的精加工过程;同时,第三承片台能够移动到粗磨主轴的下方;再使第三承片台相对于分度台22旋转,并使粗磨主轴竖直下降,从而使粗磨主轴上的磨轮33磨削该待加工晶圆,以完成对第三承片台上的待加工晶圆的粗加工过程;其中,由于第一承片台、第二承片台和第三承片台相互之间的统筹协作加工,极大提高了整个晶圆减薄设备的加工效率。
82.洗片:通过第三机械手16将各个承片台23上的经过减薄加工完成后的减薄晶圆抓取至清片件17处,以使减薄晶圆在清洗腔111内转动的同时实现清洗工作;当清洗完成后,再通过转动轴171高速旋转,从而带动减薄晶圆进行高速旋转,进而能够在离心力的作用将减薄晶圆上的残留水滴甩干,以使减薄晶圆能够保持清洁干燥的状态。
83.下料:当清片完成后,使第一机械手12将清片件17处的减薄晶圆抓取,并根据之前扫片件的扫描结果将减薄晶圆准确地放回至料盒14内的初始位置;当料盒14内的减薄晶圆放满之后,料盒14能够发出提醒声音,以提示操作人员取走料盒14,并放入新的料盒14。
84.通过上述减薄过程,不仅能够实现对待加工晶圆的自动减薄加工,以使自动化程度较高;也能够实现对同一料盘内的多个待加工晶圆的同时减薄加工,以使加工效率较高;并且还能够实现对多种不同尺寸的待加工晶圆的减薄加工,以使通用性和兼容性均较高。
85.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
