1.本实用新型涉及模具技术领域,尤其涉及一种用于生产变速箱壳的模具。
背景技术:
2.太阳能光伏板是利用太阳电池半导体材料的光伏效应,将太阳光辐射能直接转换为电能的一种新型发电系统;光伏支架系统需考虑地理条件及纬度等因素来计算安装角度,区域及纬度不同,光伏板的倾斜角度也就不同。
3.申请号为:cn202121302794.9,专利名称为:结构简单的光伏驱动器的中国实用新型专利提供了一种光伏驱动器,其包括变速箱、推杆,所述变速箱包括转轴,所述推杆包括蜗杆;所述蜗杆的一端朝向所述变速箱的方向延伸,形成对接段,所述蜗杆的另一端沿远离所述变速箱的方向延伸;所述对接端设有连接槽,所述连接槽具有朝向所述变速箱的开口,所述转轴延伸至所述连接槽内,使所述变速箱与所述推杆形成连接。旨在解决现有技术中,变速箱与推杆连接复杂的问题。
4.现有变速箱模具成型出来的变速箱壳容易产生气泡,本技术的目的在于提供一种生产变速箱壳的模具,以减少铸件上的气泡。
技术实现要素:
5.本实用新型的目的在于提供一种生产变速箱壳的模具,以减少成型后变速箱壳的气泡。
6.为了达到上述目的,本实用新型的基础方案如下:
7.一种用于生产变速箱壳的模具,包括动模座、定模座和油缸,所述油缸安装在所述定模座上,所述动模座靠近所述定模座的一面形成有动模仁,所述定模座上靠近所述动模座的面形成有定模仁,当所述动模座和所述定模座贴合后,所述动模仁与所述定模仁之间形成成型腔室,所述动模座远离所述定模座的一面开设有流道,所述流道与成型腔室连通;所述定模座两侧分别设置有排气条,所述排气条与所述定模仁连通。
8.相较于现有技术本技术的一种用于生产变速箱壳的模具具有以下有益效果:
9.本技术通过设置排气条可以使排气更加顺畅,同时可以减少铸件上产生气泡,提高产品的质量。
10.优选的,所述定模仁下方设置有滑座和耐磨块,所述耐磨块与所述滑座滑动连接,所述定模仁内设置有第一成型块和第二成型块,所述第一成型块与所述油缸连接,所述第二成型块与所述耐磨块连接。
11.有益效果:第一成型块和第二成型块用于形成变速箱壳内部的凹槽,在变速箱壳成型后。第一成型块通过油缸驱动使第一成型块抽出变速箱壳,第二成型块通过与耐磨块连接,耐磨块通过与滑座的滑动连接带动第二成型块抽离变速箱壳。
12.优选的,还包括插销,所述插销依次贯穿所述动模座、所述耐磨块和所述定模座设置。
13.优选的,所述插销上端部设置有卡环,所述动模座对应所述卡环设置有卡槽。
14.有益效果:卡环和卡槽的配合使得插销插在模具内时,不至于滑落,以保持插销卡主耐磨块的状态,防止耐磨块下滑。
15.优选的,所述定模座远离所述动模座的一面设置有顶板、顶针板、顶针、导向柱和顶针座,所述顶板和所述顶针板可滑动安装在所述顶针座之间,所述顶针板位于所述顶板和所述定模座之间,所述顶针一端与所述顶针板固定连接,所述顶针的一端位于所述定模仁内;所述导向柱贯穿所述顶板和所述顶针板设置。
16.优选的,所述定模座上设置有定位柱,所述动模座上对应设置有定位槽。
17.优选的,所述动模座和所述顶针座下方固定有保护柱。
附图说明
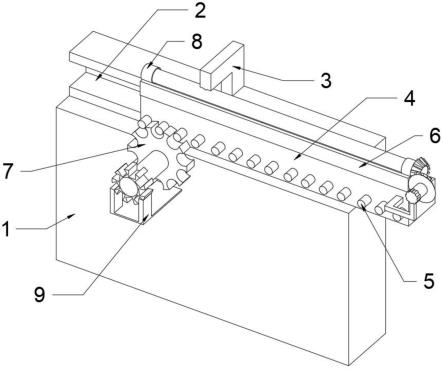
18.图1为本实用新型实施例提供的用于生产变速箱壳的模具的结构示意图;
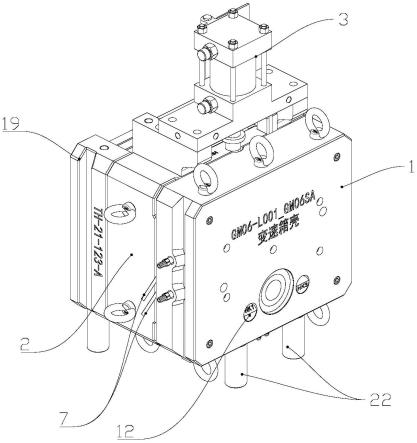
19.图2为本实用新型实施例提供的用于生产变速箱壳的模具的爆炸结构示意图;
20.图3为本实用新型实施例提供的用于生产变速箱壳的模具另一视角的爆炸结构示意图;
21.图4为本实用新型实施例提供的用于生产变速箱壳的模具的内部结构示意图;
22.图5为本实用新型实施例提供的插销的结构示意图。
具体实施方式
23.下面通过具体实施方式进一步详细说明:
24.说明书附图中的附图标记包括:动模座1、定模座2、油缸3、动模仁4、定模仁5、流道6、排气条7、滑座8、耐磨块9、第一成型块10、第二成型块11、插销12、卡环13、顶板15、顶针板16、顶针17、导向柱18、顶针座19、定位柱20、定位槽21、保护柱22。
25.如附图1-5所示,本实施例展示了一种用于生产变速箱壳的模具,包括动模座1、定模座2和油缸3,油缸3安装在定模座2上,动模座1靠近定模座2的一面形成有动模仁4,定模座2上靠近动模座1的面形成有定模仁5,当动模座1和定模座2贴合后,动模仁4与定模仁5之间形成成型腔室,动模座1远离定模座2的一面开设有流道6,流道6与成型腔室连通;定模座2两侧分别设置有排气条7,排气条7与定模仁5连通。
26.本实施例的模具包括动模座1和定模座2,在认模时可以有效地固定在压铸机上,并可以准确地滑动。当动模座1在压铸机作用下与定模座2贴合后,动模仁4与定模仁5之间形成成型腔室。此时,压铸机通过流道6向成型腔室内注入铝液,由于定模座2两侧分别有与定模仁5相通的排气条7,排气条7的设置可以使排气更加顺畅,同时可以减少铸件上产生气泡,提高产品的质量。
27.定模座2上设置有定位柱20,动模座1上对应设置有定位槽21。定位柱20和定位槽21相对应。本实施例中定位柱20和定位槽21的数量均设置为4个。
28.进一步地,定模仁5下方设置有滑座8和耐磨块9,耐磨块9与滑座8滑动连接,定模仁5内设置有第一成型块10和第二成型块11,第一成型块10与油缸3连接,第二成型块11与耐磨块9连接。
29.可以理解的是,在变速箱壳在形成腔室内成型并冷却后,第一成型块10通过油缸3
被抽出变速箱壳,第二成型块11通过耐磨块9与滑座8的滑动连接被抽出变速箱壳。在第一成型块10和第二成型块11都被抽出后,变速箱壳再通过顶针17被顶出成型腔室。
30.具体的,在注液和冷却成型的过程中,为了防止滑块下滑。本实施例设置一插销12,插销12依次贯穿动模座1、耐磨块9和定模座2设置。实际使用过程中,插销12起卡主耐磨块9的作用,防止耐磨块9下滑。当变速箱壳成型完毕后,抽掉插销12,然后耐磨块9通过与滑座8的滑动连接带动第二成型块11抽离变速箱壳。
31.在一实施例中,述插销12上端部设置有卡环13,动模座1对应卡环13设置有卡槽。卡环13和卡槽(图中未示出)的配合使得插销12插在模具内时,不至于滑落,以保持插销12卡主耐磨块9的状态,防止耐磨块9下滑。
32.在另一实施例中,定模座2远离动模座1的一面设置有顶板15、顶针板16、顶针17、导向柱18和顶针座19,顶板15和顶针板16可滑动安装在顶针座19之间,顶针板16位于顶板15和定模座2之间,顶针17一端与顶针板16固定连接,顶针17的一端位于定模仁5内;导向柱18贯穿顶板15和顶针板16设置。
33.实际使用过程中,顶针座19固定在压铸机内,顶针板16和顶板15可滑动安装在顶针座19之间,顶板15在压铸机推动下,驱动顶针板16上的顶针17靠近定模座2的方向移动,顶针17在顶板15的作用下将成型在成型腔室内的变速箱壳推出成型腔室。其中的导向柱18起到引导顶板15和顶针板16的作用。
34.动模座1和顶针座19下方固定有保护柱22,保护柱22可以起到支撑动模座1和顶针座19的作用。
35.以上的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。