1.本实用新型涉及熔模精密铸造用射蜡模具技术领域,尤其是一种内壁多凸台大型筒形壳体蜡模一体化成形模具。
背景技术:
2.随着中国工业制造能力的不断提高,航天飞行器不断向高超音速方向发展,其采用筒形壳体铸件尺寸不断增大,且筒形壳体内壁装配凸台要求一体化成形,同时,为保证筒形壳体内壁非加工区域表面光洁度和尺寸精度,目前,国内多采用熔模精密铸造的方法制备筒形壳体铸件。
3.由于现有筒形壳体尺寸较大,蜡模制备多采用分段制备方法,将筒形铸件沿周向分为数段分别制备蜡模,然后通过组焊的方式装配成大型壳体蜡模。然而,由于蜡模装配过程存在一定尺寸偏差,装配凸台局部存在错型。
技术实现要素:
4.本实用新型要解决的技术问题是:为了解决上述背景技术中存在的问题,提供一种改进的内壁多凸台大型筒形壳体蜡模一体化成形模具,解决蜡模装配过程存在一定尺寸偏差,装配凸台局部存在错型问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种内壁多凸台大型筒形壳体蜡模一体化成形模具,包括下模、上模、第一端框、第二端框、第一芯撑、第二芯撑、密封圈组件、紧固螺栓、第一横梁、第二横梁和芯条组件,所示的密封组件由第一密封圈、第二密封圈、第三密封圈和第四密封圈组成,所述的芯条组件由多根子芯条装配组成,所述的第一端框设有第一冷却水进水口和第一出水口,第一芯撑端面设有第一冷却水路、第一u型密封槽和第一u型密封槽,第一芯撑沿轴向设置拔模斜度,第一端框和第一芯撑之间装配有第一密封圈和第二密封圈,并通过螺栓紧固密封;
6.第二端框设有第二冷却水进水口和第二出水口,第二芯撑端面设有第二冷却水路、第二u型密封槽和第二u型密封槽,第二芯撑沿轴向设置拔模斜度,第二端框和第二芯撑之间装配有第三密封圈和第四密封圈,并通过螺栓紧固密封;
7.子芯条侧面设置有用于实现机械精密装配的斜度。
8.所述第一芯撑和第二芯撑的筒形区域外侧和芯条组件背侧均设置 0.7~1.5
°
的拔模斜度,该斜度与芯条组件背面拔模斜度保持一致。
9.所述第一芯撑与第二芯撑之间通过第一横梁与第二横梁外侧的紧固螺栓实现轴向固定。
10.本实用新型的有益效果是:
11.本实用新型的一种内壁多凸台大型筒形壳体蜡模一体化成形模具将内壁多凸台大型筒形壳体卧放制备蜡模,外模分为上模和下模,通过射蜡机的上模板抬升实现外模的自动开模,端框和端框上的冷却水路实现厚大端框的快速冷却,芯撑和芯撑的拔模斜度实
现芯撑的快速起模,可以实现内壁多凸台大型筒形壳体蜡模的一体化成形,提高蜡模尺寸精度和制备效率。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
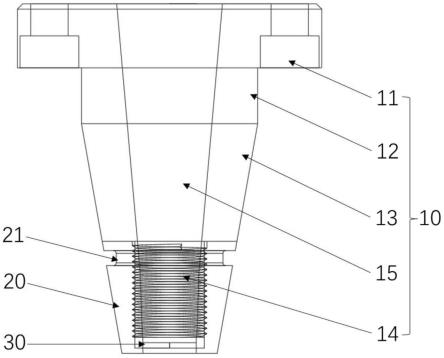
13.图1是本实用新型的结构示意图。
14.图2是本实用新型中的截面图。
15.图3是本实用新型中第一端框装配面的示意图。
16.图4是本实用新型中第二端框装配面的示意图。
17.图5是本实用新型中第一芯撑装配面的示意图。
18.图6是本实用新型中第二芯撑装配面的示意图。
具体实施方式
19.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
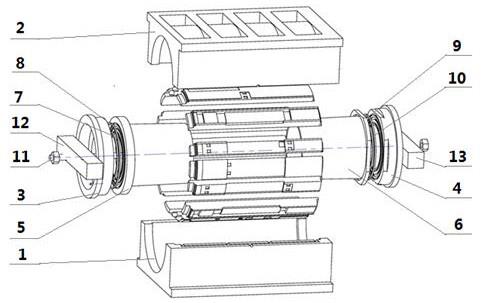
21.图1、图2、图3、图4、图5和图6所示的一种内壁多凸台大型筒形壳体蜡模一体化成形模具,包括下模1、上模2、第一端框3、第二端框4、第一芯撑5、第二芯撑6、密封圈组件、紧固螺栓11、第一横梁12、第二横梁13和芯条组件,所示的密封组件由第一密封圈7、第二密封圈8、第三密封圈9和第四密封圈10组成,所述的芯条组件由13根子芯条装配组成,分别为第一芯条14、第二芯条15、第三芯条16、第四芯条17、第五芯条18、第六芯条19、第七芯条20、第八芯条21、第九芯条22、第十芯条23、第十一芯条24、第十二芯条 25和第十三芯条26,第一端框3设有第一冷却水进水口27和第一出水口28,第一芯撑5端面设有第一冷却水路32、第一u型密封槽31和第一u型密封槽33,第一芯撑5沿轴向设置拔模斜度,第一端框3和第一芯撑5之间装配有第一密封圈7和第二密封圈8,并通过螺栓紧固密封;
22.第二端框4设有第二冷却水进水口29和第二出水口30,第二芯撑6端面设有第二冷却水路35、第二u型密封槽34和第二u型密封槽36,第二芯撑6沿轴向设置拔模斜度,第二端框4和第二芯撑6之间装配有第三密封圈9和第四密封圈10,并通过螺栓紧固密封;
23.如图2所示,第一芯条14、第二芯条15、第三芯条16、第四芯条17、第五芯条18、第六芯条19、第七芯条20、第八芯条21、第九芯条22、第十芯条 23、第十一芯条24、第十二芯条25和第十三芯条26沿轴向分布,子芯条侧面设置有用于实现机械精密装配的斜度。
24.第一芯撑5和第二芯撑6的筒形区域外侧和芯条组件背侧均设置0.7~1.5
°
的拔模斜度,该斜度与芯条组件背面拔模斜度保持一致。与相邻芯条紧密转配,并相互锁紧,保证蜡模内壁尺寸精度。
25.第一芯撑5与第二芯撑6之间通过第一横梁12与第二横梁13外侧的紧固螺栓11实现轴向固定。
26.面结合附图具体说明借助于上述实施例提供的一体化成形模具,通过模具的安装、射蜡与拆模,可实现内壁多凸台大型筒形壳体蜡模一体化成形,模具装配如图1和图2所示,实施过程具体如下:
27.步骤1:根据射蜡口位置调整下模位置,并采用压块将下模1固定于下模板;
28.步骤2:将第一端框3、第一芯撑5、第一密封圈7和第二密封圈8通过螺栓装配,并连接冷却水管;
29.步骤3:将第二端框4、第二芯撑6、第三密封圈9和第四密封圈10通过螺栓装配,并连接冷却水管;
30.步骤4:将芯条组件按照固定位置和次序依次配至第一芯撑5;
31.步骤5:将第二芯撑6装配至芯条组件另一侧,并通过两侧的紧固螺栓、第一横梁12与第二横梁13来锁紧第一端框3和第二端框4;
32.步骤6:将装配完成的型芯放置于下模1;
33.步骤7:将上模2装配至型芯和下模1,下落射蜡机上模板,采用压块将上模固定于射蜡机上模板;
34.步骤8:射蜡;
35.步骤9:抬升射蜡机上模板,起模模具上模;
36.步骤10:依次拆模第一芯撑5、第二芯撑6和芯条组件;
37.步骤11:取出蜡模,多凸台大型筒形壳体一体化蜡模制备完成。
38.由上所述,本实用新型将内壁多凸台大型筒形壳体卧放制备蜡模,外模分为上模和下模,通过射蜡机的上模板抬升实现外模的自动开模,第一端框3和第二端框4上的冷却水路实现厚大端框的快速冷却,第一芯撑5和第二芯撑6 的拔模斜度实现芯撑的快速起模,可以实现内壁多凸台大型筒形壳体蜡模的一体化成形,提高蜡模尺寸精度和制备效率。
39.本实用新型的一种内壁多凸台大型筒形壳体蜡模一体化成形模具将内壁多凸台大型筒形壳体卧放制备蜡模,外模分为上模2和下模1,通过射蜡机的上模板抬升实现外模的自动开模,第一端框3和第二端框4上的冷却水路实现厚大端框的快速冷却,第一芯撑5和第二芯撑6的拔模斜度实现芯撑的快速起模,可以实现内壁多凸台大型筒形壳体蜡模的一体化成形,提高蜡模尺寸精度和制备效率。
40.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。