一种使用选区激光熔化工艺制备snbi-xfe低熔点复合材料的方法
技术领域
1.本发明属于增材制造领域,涉及一种使用选区激光熔化工艺制备snbi-xfe低熔点复合材料的方法。
背景技术:
2.低熔点合金通常由 bi、sn、pb、in等低熔点金属元素组成,其中snbi合金及以snbi合金为基体的复合材料有着丰富的应用与理论价值。从应用上讲,snbi合金较窄的熔程与较低的熔化温度(锡铋共晶为137℃),优良的铺展浸润性,相对较高的强度及塑性等特点,使其在电子工业低温钎料应用中被视为无铅钎料的最佳替代之一;在安防领域,亦可作为保险丝及安全结构件的材料;在清洁能源光伏产业,储能工程领域,低温模具领域也有广泛应用;甚至被研究应用于弹药力热缓解结构这类军工领域。
3.但是,在作为结构件的应用场景中,传统的铸造工艺因sn相与bi相易偏析与晶粒粗大,导致成型件力学性能表现不佳。针对该问题,过往学者主要通过在铸造工艺中引入合金化,第二相强化机制,或是引入变形加工等后处理方式提升snbi基合金的力学性能。但比如铸造过程,其本身可控的工艺参数非常有限,限制了强化手段的使用,若在其中引入颗粒强化,则颗粒分布均匀性不易控制,且基体相晶粒相对粗大,使复合材料的性能难以提升;另外,使用这些工艺实现高精度与复杂结构的零件也十分困难。
技术实现要素:
4.针对上述不足,本发明提出一种使用选区激光熔化工艺制备snbi-xfe低熔点复合材料的方法。
5.为实现上述目的,本发明的技术方案如下:一种使用选区激光熔化工艺制备 snbi-xfe低熔点复合材料的方法包括以下步骤:(1)选用符合选区激光熔化技术成型要求的snbi合金粉末,与作为强化相的fe粉;(2)将snbi合金粉末与fe粉末装在一起混合均匀;混粉完成后置于干燥箱中,抽气至预设真空度,加热至预设温度并保持预设时间。
6.(3)按照成型件几何特征,以及对成型件的目标性能要求,在计算机上建立三维模型,对模型进行选区激光熔化的工艺参数设定,并对该模型进行切片处理;(4)将基板安装在选区激光熔化成型设备的成型缸并调平,然后将(2)中所得粉末,装入选区激光熔化成型设备的粉料缸中,使用刮刀将粉末铺平,并关闭设备舱门;(5)在选区激光熔化成型设备的操作系统中,通入保护气以除氧,除氧完成后,导入零件模型并开始打印。打印前可预热基板,以避免基板温度过低,促进基板与snbi-xfe粉末的冶金结合,但也不宜过高,以避免干扰粉末状态及3d打印样件的性能。
7.进一步地,步骤(1)中作为强化相的fe粉,可以是以fe元素为主要成分的不锈钢
粉,颗粒的直径可以为纳米级(0.1nm~0.1um),亚微米级(0.1um~1um),微米级(1um~100um);fe粉的质量分数,即snbi-xfe中的x值,可选0~30%中任意值,且不为0。
8.进一步地,步骤(2)中使用自动混粉机混粉2~4h,混粉机转动速率20~40rpm,干燥箱真空度设置为≤10-1
mpa,加热温度设置为40~60℃,保温时间设置为3~5h。
9.进一步地,步骤(3)中所述成型件为棒材或板材,选区激光熔化的工艺参数设定时,激光输入功率为40w~120w,扫描速度为400mm/s~2500mm/s,扫描间距为0.025mm~0.055mm,扫描层厚为20~30um,激光直径为0.06~0.1mm, n 1层相对n层的激光扫描方向顺时针或逆时针旋转为0
°
~90
°
,优选为30
°
~80
°
。可选择给成型件添加支撑,支撑在计算机三维模型上创建,能够帮助样件更好的被打印成型,以及样件从基板上分离。
10.进一步地,步骤(4)中所述刮刀,可以选用橡塑刮刀,也可以选择不锈钢刮刀;所述基板为不锈钢基板。
11.进一步地,步骤(5)中作为保护气的气体,为99.99wt%的高纯度氩气。除氧完成后以及打印过程中,打印室内的氧气含量≤100ppm。
12.进一步地,步骤(5)中基板的预热温度t
p
满足20≤t
p
≤60℃。
13.进一步地,步骤(1)所述钢粉以质量百分比计包括以下组分:cr:15%~17.5%;ni:3%~5%;cu:3%~5%;mn:≤1%;si:≤1%;mo:≤0.5%;nb:0.15%~0.45%;c:≤0.07%;s:≤0.03%;p:≤0.04%;fe:其余。
14.进一步地,步骤(1)所述fe粉为fe元素质量分数不低于99.8%的纯铁粉。
15.有益效果:本发明凭借选区激光熔化工艺多参数易调控的工艺特点,可实现特定的snbi合金组织,从而使snbi基体本身兼具较高的强度与塑性;同时增强相fe颗粒引入了颗粒强化与沉淀强化机制,进一步提高snbi基体的强度,且选区激光熔化工艺过程易保证各组分混合均匀;另外,选区激光熔化工艺在制备复杂,高精度零件场景中优势显著,大大拓展了snbi-xfe低熔点复合材料的应用场景。
具体实施方式
16.下面结合具体实施方式对本发明作进一步说明。
17.实施例1:(1)snbi-10�粉末准备:选用sn58bi合金粉末,其中sn,bi两成分比例为恰好形成共晶组织的比例,粉末粒
径30um~60um;增强相颗粒选用不锈钢粉末,粒径0~15um,钢粉原料以质量百分比计包含以下组分:cr:15%~17.5%,ni:3%~5%,cu:3%~5%,mn:≤1%,si:≤1%,mo:≤0.5%,nb:0.15%~0.45%,c:≤0.07%,s:≤0.03%,p:≤0.04%,fe:余量。记钢粉质量m
钢
,sn58bi合金粉质量为m
snbi
,取m
钢
/(m
钢
m
snbi
)=10%,即钢粉质量百分数为10%。将两种粉末装在混粉瓶中进行混粉,通过混粉机混粉,混粉时间4h,混粉转速20rpm。将混合均匀后的粉末放在烘干箱中,抽真空值10-1
mpa,加热至50℃并保温4h。该步骤为snbi-xfe各组分均匀分布创造了基础。
18.(2)模型构建:在计算机上建立三维模型,本实例创建的板材的长
×
宽
×
高=45mm
×
5mm
×
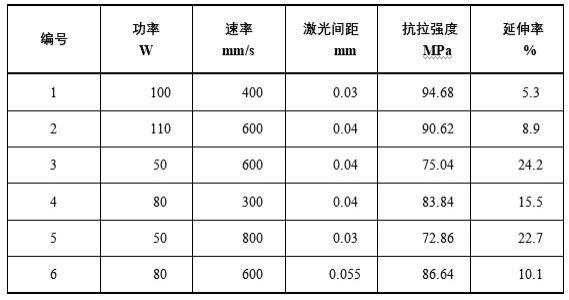
10mm。在模型底部创建支撑,支撑可辅助模型与底部不锈钢基板的连结。随后设置模型的打印参数,打印层厚固定在30um,打印过程中n层与n 1层激光路径顺序旋转67
°
,激光直径0.06mm,其余参数的设置如表1所示。将设置完成后的模型进行后处理切片,切片完成后导入选区激光熔化设备配备的软件中。该步骤通过调节选区激光融化工艺参数,实现不同的snbi相,fe颗粒分布,甚至影响晶粒尺寸结构,晶体学缺陷(如位错密度,位错类型,相界),以及基体与fe颗粒之间的关系与snfe化合物生成情况,因为微观的组织结构决定了宏观的性能,所以成分比例相同的snbi-xfe复合材料,可以在不同的参数下实现差异化的力学性能。单纯从抗拉强度来讲,本实施例相对于传统的铸造snbi,可提升约50%的强度。
19.(3)实体打印:将经过打磨,喷砂表面处理后的不锈钢板,在选区激光熔化打印机成型缸内安装并调平,按照零件几何特征,设置成型缸与粉料缸的位置,然后将(1)中准备的混合粉末,添加至打印机的粉料缸当中,使用刮刀将粉料缸中的粉末铺平,关闭打印机设备舱门,进行除氧。除氧至打印室氧气浓度≤100ppm,之后启动打印。选区激光融化技术采用逐层逐道的打印方式,熔池大小,温度场分布可受打印激光参数调控。因熔池大小可被控制在微米级,比表面积极大,且打印过程全程空冷,创造了极大的过冷度,抑制了晶粒长大与成分扩散,第二相fe颗粒被限制于小熔池内难以团聚,从而比较均匀的分布在整个零件中,实现了零件性能的稳定性。另外,fe颗粒在凝固过程中会成为异质形核的基底,进一步提高了形核率。
20.(4)打印成型后处理:采用线切割工艺,将成型件从基板上分离,获得原始成型件。
21.对成型件的力学性能测试:将成型件加工为拉伸样件,拉伸试样标距10mm,截面尺寸6mm
×
3mm,并在万能拉伸试验机上测试力学性能,拉伸速率1.8mm/min,部分测试结果见表1。
22.实施例2:与实施例1的步骤及打印工艺参数完全相同,只将打印零件换作棒材,棒材规格:直径
×
长度=φ14mm
×
82mm,测试拉伸样件标距20mm,截面直径6mm,拉伸速率1.2mm/min,部分结果如表2所示。成型零件的性能与板材并不相同。
23.这里的不同单指测试条件导致的差异,还包括材料组织本身存在的差异,零件的几何形状会对激光热源在空间和时间上的分布产生一定影响,进而影响材料组织形成过程与结果。
24.表1
表2最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本发明的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
