一种基于臭氧提高pe/pp共混合金相容性的方法及得到的产品
技术领域
1.本发明属于高分子材料技术领域,尤其涉及一种基于臭氧提高pe/pp共混合金相容性的方法及得到的产品。
背景技术:
2.聚烯烃,包括聚乙烯(pe)和聚丙烯(pp),由于具有价格低廉和易加工等特点被广泛应用于食品,医疗和汽车零部件等领域。据文献报道,自上世纪50年代起,pe和pp树脂生产总量约占全球非纤维塑料产量的57%,并且pe和pp主要用于使用寿命较短的包装行业。这两个主要原因导致了快速产生大量的废旧pe和废旧pp。此外,由于两者具有相似的物理和化学性能,在工业上采用传统的沉浮法难以将两者分离。而pe/pp共混合金的性能优劣取决于两者的界面相容性。虽然,通过添加合适的相容剂可提高pe/pp共混合金的界面相容性,但价格昂贵的相容剂会增加回收的成本。因此,迫切需要一种经济环保,快速高效的方法提高pe/pp共混合金的界面相容性。
3.目前,改善pe/pp共混合金的界面相容性可通过提高pe或pp表面极性实现,而提高pe或pp表面极性的方法可通过引入极性基团于分子链当中。目前在pe或pp分子链上引入官能团的主要方法包括两大类:第一类,在合成pe或pp过程中,直接催化乙烯或丙烯单体与极性气体进行聚合生成含极性官能团的pe或pp,例如催化合成;第二类,对pe或pp树脂进行极性改性,例如化学试剂处理和辐射处理等。第一类方法通常需要在高温高压条件下进行制备,对反应设备要求较高且制备过程易产生副产物。第二类方法处理过程简单,制备条件较易满足,但常常局限于对pe或pp树脂表面处理。中国专利cn1048770541a《一种端羟基功能化的超支化聚乙烯及其制备方法》采用亚乙基苊(α-二亚胺)镍为主催化剂、烷基铝为助催化剂、二乙基锌为链转移催化剂催化乙烯单体进行均聚,通过配位链转移聚合制备羟基封端的超支化聚乙烯。但该催化合成方法主要针对在聚乙烯树脂合成过程引入极性基团,此方法难以应用于对聚乙烯树脂的改性。darvish等人采用等离子体对双轴定向拉伸pp进行处理,不同种类含氧官能团和含氮官能团在pp分子链中的生成改善了pp表面的极性(darvish f,sarkari n m,khani m,et al.direct plasma treatment approach based on non-thermal gliding arc for surface modification of biaxially-oriented polypropylene with post-exposure hydrophilicity improvement and minus aging effects[j].applied surface science,2020(509),144815)。但此方法所需设备昂贵,且只局限于pp表面改性,无法实现工业化大规模生产。因此,提出可快速规模化生产,工艺流程简单,反应过程环保的方法来提高pe/pp共混合金的界面相容性,是本技术领域中的一项重要任务。
技术实现要素:
[0004]
为了克服现有技术的上述缺点与不足,本发明的首要目的在于提供一种有效提高
聚乙烯/聚丙烯(pe/pp)共混合金相容性的方法。本发明提供了一种基于臭氧提高pe/pp共混合金相容性的方法,经臭氧处理过后的pe/pp共混合金的性能优异。
[0005]
本发明可适应大规模生产,工艺流程简单,且反应过程可控环保。
[0006]
本发明的目的通过以下技术方案实现:
[0007]
一种基于臭氧提高pe/pp共混合金相容性的方法,包括以下步骤:
[0008]
(1)按质量份数计,将聚乙烯类树脂和聚丙烯类树脂于高速混合机中搅拌均匀,得到pe/pp混合料;所述聚乙烯类树脂的质量份数为1~100份,所述聚丙烯类树脂的质量份数为1~100份;
[0009]
(2)设置挤出机的温度,开启臭氧发生器;挤出机的料筒上设有臭氧输入和排出的出入孔,出入孔设置在熔融段和/或均化段;臭氧在出入孔处通入,经过与pe/pp反应后排出;挤出机在臭氧出入孔处的温度为160℃~300℃;
[0010]
(3)将步骤(1)的pe/pp混合料加入挤出机料斗内;
[0011]
(4)待挤出机达到设定温度后,开启挤出机,pe/pp混合料经过挤出机熔融和混合,在熔融段和/或均化段通入臭氧进行氧化反应,最后经过挤出机口模挤出并冷却造粒。
[0012]
优选地,步骤(1)所述聚乙烯类树脂为高密度聚乙烯(hdpe),低密度聚乙烯(ldpe),线型低密度聚乙烯(lldpe)或茂金属聚乙烯(m-pe)中的至少一种。更优选地为ldpe。
[0013]
优选地,步骤(1)所述聚丙烯树脂为均聚聚丙烯、嵌段共聚聚丙烯或无规共聚聚丙烯中的至少一种。更优选地为均聚聚丙烯。
[0014]
优选地,步骤(2)所述臭氧由臭氧发生器制备,臭氧发生器的气体源为干燥的空气或者干燥的氧气中的至少一种;臭氧气体的浓度为10g
·
m-3
~16g
·
m-3
,臭氧气体的流动速率为10l
·
min-1
~16l
·
min-1
。
[0015]
更优选地,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
。
[0016]
优选地,步骤(3)所述挤出机为双螺杆挤出机,长径比优选为40∶1。
[0017]
优选地,步骤(4)所述挤出机料筒温度设置为:加料段100℃,熔融段160℃,均化段温度范围为160℃~300℃。
[0018]
优选地,步骤(4)所述挤出机的喂料速度为20rpm~90rpm,更优选为50rpm。
[0019]
优选地,步骤(4)所述挤出机的主机转速为50rpm~150rpm,更优选为100rpm。
[0020]
本发明提供一种由上述方法制备得到的改性pe/pp共混合金。
[0021]
本发明采用臭氧功能化熔融态pe/pp共混合金制备性能优异的pe/pp共混合金,该反应发生于双螺杆挤出机挤出过程中。挤出机的料筒上开设有臭氧通入和排出的出入孔。臭氧由臭氧发生器制备。pe/pp混合物在挤出机的喂料口加入,经过挤出机熔融和混合,在出入孔处与臭氧发生氧化反应,然后经过挤出机口模挤出即可制备性能优异的pe/pp共混合金,即经臭氧功能化后pe/pp合金的力学性能得到提高。
[0022]
在pe/pp混合物的挤出过程中,采用臭氧对pe/pp进行反应增容,其原理如下所示:
[0023][0024]
在pe/pp共混合金的挤出过程中,臭氧迅速与熔融态pe和/或熔融态pp发生自由基链式反应,将氧原子和/或氧分子引入pe和/或pp的分子链中生成极性含氧官能团。在含氧官能团的相互作用下(如共价键、氢键以及范德华力),pe与pp分子链间发生缠结,进而提高两相间的界面相容性。
[0025]
与现有技术相比,本发明具有如下优点以有益效果:
[0026]
(1)本发明利用双螺杆挤出机,采用臭氧对pe/pp共混合金进行反应增容,反应设备简单,反应时间短,可实现连续大量生产。获得的pe/pp共混合金性能优异,可替代价格昂贵的相容剂,应用于回收废旧聚乙烯和废旧聚丙烯混合物。
[0027]
(2)本发明通过控制双螺杆挤出机料筒温度,主机转速,喂料速度,臭氧浓度以及臭氧流动速率等因素,可实现可控反应。
[0028]
(3)本发明采用臭氧,该试剂环境友好,反应过程环保。反应产物无毒无害。
附图说明
[0029]
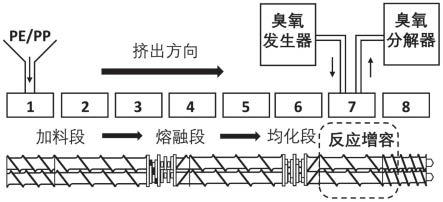
图1为本发明实施例所用的双螺杆挤出机、臭氧发生器和臭氧分解器的装置示意图。
[0030]
图2为实施例1~3制备的改性pe/pp共混合金的傅里叶变换红外光谱ftir随双螺杆挤出机料筒温度的变化曲线图。
[0031]
图3为实施例2制备的改性pe/pp共混合金与纯ldpe/(homo)pp共混物的sem图。
[0032]
图4为实施例1~3制备的改性pe/pp共混合金与纯ldpe/(homo)pp共混物的冲击强度随双螺杆挤出机料筒温度的变化曲线图。
[0033]
图5为实施例2与实施例4~5制备的改性pe/pp共混合金的冲击强度随臭氧浓度的变化曲线图。
[0034]
图6为实施例2与实施例6~7制备的改性pe/pp共混合金的冲击强度随臭氧流动速率的变化曲线图。
[0035]
图7为实施例2与实施例8~9制备的改性pe/pp共混合金的冲击强度随双螺杆挤出机主机转速的变化曲线图。
[0036]
图8为实施例2与实施例10~11制备的改性pe/pp共混合金的冲击强度随双螺杆挤出机喂料速度的变化曲线图。
[0037]
图9为实施例2与实施例12~15制备的改性pe/pp共混合金的冲击强度随pe含量的变化曲线图。
[0038]
图10为纯hdpe/(homo)pp与实施例16制备的改性pe/pp共混合金的冲击强度对比图。
[0039]
图11为纯ldpe/(copolymer)pp与实施例17制备的改性pe/pp共混合金的冲击强度对比图。
具体实施方式
[0040]
下面结合实施例及附图对本发明的技术方案作进一步详细的描述,显然,下述的实施例仅仅是本发明的一部分实施例,基于本发明的实施例并不限于此。
[0041]
本发明实施例中未注明具体条件者,按照常规条件或者制造商建议的条件进行。所用未注明生产厂商者的原料、试剂等,均为可以通过市售购买获得的常规产品。
[0042]
实施例所用的双螺杆挤出机为经过结构改造所得的装置,具体为:在挤出机的料筒上设有臭氧输入和排出的出入孔,出入孔设置在均化段;臭氧在出入孔处通入和排出。改造后的装置示意图如图1所示,其中加料段为1区和2区,熔融段为3区至5区,均化段为6区至7区,机头口模为8区。采用聚四氟乙烯(ptfe)管将臭氧发生器与臭氧分解器与双螺杆挤出机7区进行连接。所述双螺杆挤出机本体的结构为现有技术,本领域普通技术人员应当普遍得知,在此不做赘述。
[0043]
实施例1
[0044]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0045]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0046]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0047]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区160℃,7区160℃,8区160℃;
[0048]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0049]
实施例2
[0050]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0051]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0052]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0053]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0054]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/
pe/pp共混合金。
[0073]
实施例6
[0074]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0075]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0076]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为10l
·
min-1
;
[0077]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0078]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0079]
实施例7
[0080]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0081]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0082]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为13l
·
min-1
;
[0083]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料转速50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0084]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0085]
实施例8
[0086]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0087]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0088]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0089]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)50rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0090]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/
50-pe/pp共混合金。
[0091]
实施例9
[0092]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0093]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0094]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0095]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)150rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0096]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0097]
实施例10
[0098]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0099]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0100]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0101]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度20rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0102]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0103]
实施例11
[0104]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0105]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0106]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0107]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度90rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0108]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/
50-pe/pp共混合金。
[0109]
实施例1~11的组分配比和工艺参数设置如表1所示。
[0110]
表1实施例1-11组分配比表
[0111][0112]
实施例12
[0113]
(1)按质量份计数,分别称取90份低密度聚乙烯(ldpe-2426k)和10份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得90/10-pe/pp混合料;
[0114]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0115]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0116]
(4)将步骤(1)所得90/10-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0117]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到90/10-pe/pp共混合金。
[0118]
实施例13
[0119]
(1)按质量份计数,分别称取70份低密度聚乙烯(ldpe-2426k)和30份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得70/30-pe/pp混合料;
[0120]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0121]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0122]
(4)将步骤(1)所得70/30-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆
挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0123]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到70/30-pe/pp共混合金。
[0124]
实施例14
[0125]
(1)按质量份计数,分别称取30份低密度聚乙烯(ldpe-2426k)和70份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得30/70-pe/pp混合料;
[0126]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0127]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0128]
(4)将步骤(1)所得30/70-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0129]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到30/70-pe/pp共混合金。
[0130]
实施例15
[0131]
(1)按质量份计数,分别称取10份低密度聚乙烯(ldpe-2426k)和90份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得10/90-pe/pp混合料;
[0132]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0133]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0134]
(4)将步骤(1)所得10/90-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0135]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到10/90-pe/pp共混合金。
[0136]
实施例16
[0137]
(1)按质量份计数,分别称取50份高密度聚乙烯(hdpe-m80064)和50份均聚聚丙烯(homo pp-571p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0138]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0139]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0140]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆
挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0141]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0142]
实施例17
[0143]
(1)按质量份计数,分别称取50份低密度聚乙烯(ldpe-2426k)和50份共聚聚丙烯(copolymer pp-621p),将上述原料加入高速混合机中,在室温下,转速为195r/min,搅拌5min,获得50/50-pe/pp混合料;
[0144]
(2)设置好挤出机的温度,挤出机装置示意图如图1所示;采用ptfe将臭氧发生器与臭氧分解器与挤出机7区进行连接;
[0145]
(3)开启臭氧发生器与臭氧分解器,臭氧发生器的气体源为干燥的空气,臭氧气体的浓度为10g
·
m-3
,臭氧气体的流动速率为16l
·
min-1
;
[0146]
(4)将步骤(1)所得50/50-pe/pp混合料加入挤出机料斗内,所述挤出机为双螺杆挤出机,双螺杆挤出机长径比为40∶1,主机转速(螺杆转速)100rpm,喂料速度50rpm,温度设置为:1区100℃,2区100℃,3区160℃,4区160℃,5区160℃,6区250℃,7区250℃,8区250℃;
[0147]
(5)待挤出机达到设定温度后,开启挤出机进行反应增容,冷却造粒,制备得到50/50-pe/pp共混合金。
[0148]
实施例12~17的组分配比如表2所示。
[0149]
表2实施例12-17组分配比表
[0150] pe/pp(份数比)pe种类pp种类实施例1290/10ldpe均聚实施例1370/30ldpe均聚实施例1430/70ldpe均聚实施例1510/90ldpe均聚实施例1650/50hdpe均聚实施例1750/50ldpe共聚
[0151]
图2为实施例1~3制备的改性pe/pp共混合金的傅里叶变换红外光谱ftir随双螺杆挤出机料筒温度的变化曲线图。从图2可以看出,经过臭氧氧化作用,所有实施例都成功将含氧官能团引入pe/pp共混合金。这说明本发明的制备方法可快速有效引入含氧官能团在pe/pp共混物中。具体来说,含氧官能团为1720cm-1
处的羰基(c=o),含氧官能团的引入将利于改善pe和pp的极性,进而促进pe和pp的界面相容性。此外,随着挤出机机筒温度的升高,羰基峰强度先增大后降低,这说明适当提高温度可促进反应进行。从图2还可以看到实施例3的羰基峰比实施例2降低了,这主要是因为温度过高会导致pe分子链发生交联或网状结构,易于生成醚键;此外,pp易发生分子链断裂,同时会生成气态分子,导致含氧官能团的降低。
[0152]
图3为实施例2制备的改性pe/pp共混合金与纯ldpe/(homo)pp共混物的sem图。从图3可以看出,纯ldpe/(homo)pp共混物出现较多孔洞,以及两相界面明显。经过臭氧处理过后,pe与pp的两相无明显界面,pe与pp间的相容性明显提升。这说明本发明的制备方法可以快速高效提升pe/pp混合合金的界面相容性。
[0153]
图4为实施例1~3制备的改性pe/pp共混合金与纯ldpe/(homo)pp共混物的冲击强度随双螺杆挤出机料筒温度的变化曲线图。冲击强度可直接反映pe和pp的界面相容程度。通常来说,冲击强度越高,界面相容性越好。从图4可以看出,实施例改性pe/pp共混合金的冲击强度均高于纯ldpe/(homo)pp共混物。具体来说,冲击强度:实施例2>实施例3>实施例1>纯ldpe/(homo)pp,这说明本发明的制备方法可适当提高pe/pp共混合金的界面相容性。此外,适当升高反应温度,pe/pp共混合金的界面相容性增加,这主要是较高反应温度下较多含氧官能团的生成引起的。从图4还可以看到实施例3的冲击强度峰比实施例2降低了,这是因为更高的反应温度虽然利于含氧官能团快速高效引入pe和pp分子链,但同时会导致pe分子链间自身生成交联或网状结构,pp分子链发生β链断裂。因此,适当提高温度可保证一定量的含氧官能团引入,同时保证pe分子链较少形成交联和网状结构,pp较少发生分子链断裂。
[0154]
图5为实施例2与实施例4~5制备的改性pe/pp共混合金的冲击强度随臭氧浓度的变化曲线图。从图5可以看出,随着臭氧浓度的增加,实施例改性pe/pp共混合金的冲击强度逐渐增加。具体来说,实施例5>实施例4>实施例2。这说明适当提高臭氧浓度,利于提高pe/pp共混合金的界面相容性。
[0155]
图6为实施例2与实施例6~7制备的改性pe/pp共混合金的冲击强度随臭氧流动速率的变化曲线图。从图6可以看出,随着臭氧流动速率的增加,实施例改性pe/pp共混合金的冲击强度逐渐增加。具体来说,实施例2>实施例7>实施例6。这说明适当提高臭氧流动速率,利于提高pe/pp共混合金的界面相容性。
[0156]
图7为实施例2与实施例8~9制备的改性pe/pp共混合金的冲击强度随双螺杆挤出机主机转速的变化曲线图。从图7可以看出,随着主机转速的降低,实施例改性pe/pp共混合金的冲击强度逐渐增加。具体来说,实施例8>实施例2>实施例9。这说明适当降低主机转速,会延长臭氧与熔体反应时间,利于提高pe/pp共混合金的界面相容性。
[0157]
图8为实施例2与实施例10~11制备的改性pe/pp共混合金的冲击强度随双螺杆挤出机喂料速度的变化曲线图。从图8可以看出,随着喂料速度的降低,实施例改性pe/pp共混合金的冲击强度逐渐增加。具体来说,实施例10>实施例2>实施例11。这说明降低喂料速度,会延长臭氧与熔体反应时间,利于提高pe/pp共混合金的界面相容性。
[0158]
图9为实施例2与实施例12~15制备的改性pe/pp共混合金的冲击强度随pe含量的变化曲线图。从图9可以看出,随着pe含量的增加,实施例中pe/pp共混合金的冲击强度逐渐升高,具体来说,实施例12>实施例13>实施例2>实施例14>实施例15。这主要是由pe和pp本体的物理属性决定的,pe属于韧性材料,而pp属于脆性材料,提高pe在改性pe/pp共混物中的含量利于增加混合物的冲击强度。此外,相比于pp,臭氧更易于在pe中引入更多含氧官能团,因此当pe在改性pe/pp共混物的含量占比较大时,pe中较多的含氧官能团利于提高界面相容性。
[0159]
图10为纯hdpe/(homo)pp与实施例16制备的改性pe/pp共混合金的冲击强度对比图。从图10可以看出,相较于纯hdpe/(homo)pp,经过臭氧功能化处理后的pe/pp共混合金的冲击强度有明显提高。图11为纯ldpe/(copolymer)pp与实施例17制备的改性pe/pp共混合金的冲击强度对比图。从图11可以看出,相较于纯ldpe/(copolymer)pp,经过臭氧功能化处理后的pe/pp共混合金的冲击强度有明显提高。这主要是由于含氧官能团的引入利于提升
pe与pp分子链间的缠结作用,促进pe/pp界面相容性,进而提高pe/pp合金的力学性能。
[0160]
通过图2至图11及相关说明可以证明,使用本发明的制备方法可快速制备出pe/pp共混合金,提高其界面相容性。该方法可用于废旧聚乙烯和废旧聚丙烯的回收。
[0161]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其它的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
