1.本发明涉航空零件制造技术领域,特别涉及一种热压成形框架结构模具及其设计方法。
背景技术:
2.当前,由于碳纤维增强树脂基复合材料具有较高的比强度、比模量及优异的可设计性和工艺性,被广泛用于国内外先进飞机零件的生产制造。
3.近年来,随着飞机制造行业的飞速发展,复材蒙皮零件外形逐渐朝着大型化、大曲率方向发展,在此背景下,对复材蒙皮零件的气动外形、孔隙率、缺陷率等缺陷控制上,有了更高的要求。因此,复材成形工装模板越来越多的采用整体成形,尽量避免焊接工艺,以减少焊接缺陷带来的气密风险,提高蒙皮零件的成形质量。
4.航空用复材蒙皮件的成形过程主要是在复材成形模上进行铺层,并在热压罐内通过最高可达0.8mpa的高压条件、最高可达200℃左右的高温条件进行固化成形。此外,为确保复材零件成形后的机械性能、物理性能满足要求,复合材料成形过程中设置了较高的真空度要求。因此,复材成形模具在满足复材零件成形尺寸精度需求的同时,还需要具有较强的高温高压气密性。复材模板厚度通常为12 mm-16mm,厚度公差为
±
2mm,模板厚度均匀。
5.复材模板的预成形方法主要为:滚弯预成形、热压预成形、厚钢板整体加工以及逐点加压成形等。其中,滚弯预成形仅适用于型面为圆弧形、近似圆弧形的复材模板预成形;逐点加压成形方法仅适用于型面曲率变化较小、落差较小的复材模板预成形,该方法成形效果较差,无法满足模板最终加工的等厚要求;厚钢板整体加工方法仅用于型面近似平面、型面落差较小的复材模板加工,该方法材料利用率极低,尤其是模板材料为invar36(价格为普通钢的20-30倍)时,会造成大量材料浪费;热压预成形方法则适用于大多数型面曲率变化大,型面最大落差较大的复材模板预成形。
6.目前,在航空制造领域,对于飞机研制过程中的一些试验性零件,其数量较少,研制周期紧张,此类复材零件的成形模要求能够以较低的成本快速制造。而行业内在对型面曲率变化大,型面最大落差较大的复材模板预成形时,通常采用整体铸钢或铸铁压模进行热压预成形。例如对比文件《一种大曲率金属厚板精确预成形方法》中有以下内容,“所述上模和下模的材质均采用铸铁或铸钢件,且上模和下模还均设置有减轻槽,加强筋厚度为60-100mm,上模上设置有与机床定位的u型槽。”该方法可以通过上模和下模的完整型面将毛坯料精确成形,但该模具制造周期长,制造成本高,会拉长复材成形模的整体研制周期,提高整体成本,无法满足低成本快速制造的需求。
7.所以,目前亟需一种技术方案,以解决现有飞机试验性零部件成形模具的制作成本高,制作周期长的技术问题。
技术实现要素:
8.本发明的目的在于克服现有技术中所存在的飞机试验性零部件成形模具的的制
作成本高及制作周期长的问题,提供一种热压成形框架结构模具及其设计方法,该框架结构模具能够快速设计和制作,大大缩短了试验性零部件成形模具的制作周期,提高了飞机试验性零部件的研制效率。
9.为了实现上述发明目的,本发明提供了以下技术方案:一种热压成形框架结构模具,包括上模和下模,所述下模通过若干交错设置的横纵筋板形成型面ⅰ,所述上模通过若干交错设置的横纵筋板形成型面ⅱ,所述型面ⅰ和所述型面ⅱ扣合,形成与待成形零件型面曲率相适配的成形空间。
10.本发明的一种热压成形框架结构模具,整体采用框架结构,设计简单,制作容易,上模和下模结构一致,各筋板之间连接牢固,型面易于加工和调整,设置有定位机构,能够实现加工零件的快速成形,零件成形过程中通过上模和下模形成的网状型面施力,模具可以满足飞机试验性零部件制作的精度要求,为飞机试验性零部件的制作提供了一种高效且经济的制造方案。
11.作为本发明的优选方案,所述下模和所述上模均包含若干横向筋板和纵向筋板,所述横向筋板与所述纵向筋板榫卯连接后焊接,形成具有离散型面的框架结构件,所述横向筋板的顶面和所述纵向筋板的顶面共同构成离散型面的型面ⅰ和离散型面的型面ⅱ。上模和下模均由筋板卯榫构成,在该结构下,零件成形时型面受力均匀,保证零件成形精度,模具型面的离散程度根据待成形零件型面曲率来设置。
12.作为本发明的优选方案,相邻所述横向筋板相互平行,相邻所述纵向筋板相互平行,所述横向筋板与纵向筋板相互垂直。筋板相互平行和垂直的结构更易于对模具型面进行调整。
13.作为本发明的优选方案,所述框架结构件对应待成形零件边界及脊线位置设置辅助成形筋条,所述辅助成形筋条设置在横向筋板和纵向筋板形成的网格结构内,所述辅助成形筋条平行于横向筋板或纵向筋板,所述辅助成形筋条与横向筋板或纵向筋板焊接连接。辅助成形筋条通常与底板进行焊接连接来分散受力,但在空间狭小的位置设置时,可只与横向筋板或纵向筋板焊接连接,辅助成形筋条进一步增大模具与零件的受力面,使零件边界及脊线等受力易变形位置受力更均匀,提高零件成形精度。
14.作为本发明的优选方案,所述型面ⅰ设置定位块,所述定位块固定设置于型面ⅰ的边缘位置,所述定位块凸出型ⅰ面高度小于成形零件厚度,所述型面ⅰ和型面ⅱ均设置有基准孔。型面上的定位块通常设置在型面边缘位置,定位块是胚料放置在下模时的定位的机构,基准孔在型面加工时留设,为模具返修和改造提供加工基准点。
15.作为本发明的优选方案,所述下模和所述上模均包括外框体,所述框架结构件焊接于所述外框体内。将模具成形时受力分散到底板平面,使零件成形时更容易对施加压力进行控制。
16.作为本发明的优选方案,所述外框体设置若干导向结构件。导向结构件一般使用导向块和导滑槽,导向块和导滑槽配合连接,导向块和导滑槽配套设置于上模外框体和下模外框体,导向块和导滑槽可以粗略定位型面ⅰ和型面ⅱ的相对位置。
17.一种热压成形框架结构模具的制备方法,包括如下步骤:s1:制备框架结构件:通过板材切割制得若干矩形筋板,在所述矩形筋板上切割凹槽,通过所述凹槽将所述矩形筋板以榫卯结构纵横交错连接,调整相邻横向筋板相互平行,
相邻纵向筋板相互平行,横向筋板与纵向筋板互相垂直,其后焊接固定横向筋板和纵向筋板,制得两个结构、尺寸相同的框架结构件;s2:加工型面:依据待成形零件边界及脊线位置,分别在两个所述框架结构件内焊接设置辅助成形筋条,再对两个所述框架结构件进行机加工,在其中一个所述框架结构件形成型面ⅰ,另一所述框架结构件形成型面ⅱ,在型面ⅰ和型面ⅱ设置基准孔;s3:细节处理:打磨型面ⅰ和型面ⅱ,在型面ⅰ设置定位块,所述定位块与基准孔错位设置。
18.本发明的一种热压成形框架结构模具的制备方法,通过对板材进行切割,板材以榫卯结构纵横交错连接,使用常规焊接方法进行板材连接,连接简单,结构可靠,框架结构型面加工容易,能够快速制得所需模具,相比浇铸的方法制作模具,本方法制作难度低,制作周期短。
19.作为本发明的优选方案, s1还包括,设置外框体的步骤:依据框架结构件大小,切割板材形成矩形底板和矩形侧壁板,调整框架结构件位于底板中心,使框架结构件的横向筋板和纵向筋板垂直于底板,其后焊接框架结构件在底板上固定;将侧壁板垂直底板设置,调整侧壁板合围框架结构件,其后将侧壁板与底板和框架结构件焊接固定,侧壁板之间互相焊接。
20.本发明的一种热压成形框架结构模具的制备方法,通过焊接方式使外框体合围框架结构件,简单且易于制作,实现将施加的压力从底板均匀分别到模具型面上,达到提高模具耐用性能和零件成形精度的目的。
21.一种热压成形框架结构模具的设计方法,使用软件包括catia,包括如下步骤:步骤a:提取零件曲面数据导入设计软件中,调整零件位置凸面向下,通过“外插延伸”命令扩展曲面,生成曲面一;步骤b:利用步骤a中生成的曲面一进行调平:取曲面一四个端点,利用“平均通过点”命令生成平面一,取曲面一两端曲线最低点引出直线一,将直线一正投影到平面一上生成直线二,将平面一以直线二为旋转轴旋转90
°
生成平面二,再将平面二以直线一为旋转轴旋转90
°
生成平面三作为模具基准平面,实现零件调平;步骤c:利用步骤b中生成的平面三,沿其法向进行偏移,生成平面四作为分模平面,所述平面四超过曲面一的顶点;步骤d:利用步骤a中生成的曲面一,各边界方向再次进行“外插延伸”,生成曲面二,宽度方向“外插延伸”的边界超出步骤c中生成的平面四;步骤e:以步骤c中生成的平面四作为草图平面,绘制模具外廓尺寸草图一,草图一为矩形边界,宽度方向两边均需比步骤a中生成的曲面一最大外形大,长度方向两边均需比步骤a中生成的曲面一最大外形大;步骤f:以步骤e中生成的草图一沿着长度、宽度方向偏移扩大,并填充为平面片体一,所述平面片体一与步骤d中生成的曲面二进行修剪操作和倒圆角操作,生成曲面三作为下模分割曲面;步骤g:以步骤e中生成的草图一,以步骤c生成的平面四为起始点,拉伸凸台所述凸台最低点需低于零件最低点,并通过“抽壳”和“设置加强肋”命令将拉伸的凸台设置成框架结构主体,调节各筋板间距,设置各筋板厚度,再根据零件位置结构,在零件最低转折点
脊线和零件外形边界处设置辅助成形筋条;步骤h:利用步骤f中生成的曲面三分割步骤g中生成的下模框架结构主体,得到下模型面;步骤i:将步骤a中生成的曲面一展开为平面片体二,对平面片体二的宽度方向和长度方进行补充绘制,得到矩形结构的长方体胚料,将长方体坯料按照零件在下模的实际位置摆放,在下模设置定位块;步骤j:对下模进行细节处理:底板加厚,设置法兰边,型面增加基准孔,完成下模设计;步骤k:以步骤d中生成的曲面二按料厚进行偏移后通过“外插延伸”生成曲面四,再以步骤f中生成的平面片体一按料厚进行偏移生成平面片体三,将曲面四和平面片体三进行修剪并倒圆角,生成曲面五作为上模分割曲面,上模分割曲面通过曲面四和平面片体三的偏移和外插延伸量进行调整,保证上模和下模平台面间距;步骤l:采用步骤g和步骤h中同样的方法,按照与下模同样的尺寸和筋板、筋条位置构建上模主体,并按照步骤k中生成的曲面五分割出上模型面,完成上模设计;步骤m:将步骤i、步骤j、步骤l中生成的长方体坯料、下模、上模的数模导入有限元仿真软件中,建立热压过程有限元仿真模型,以实际成形参数进行热压过程成形仿真,并将仿真成形的零件与理论零件进行对比,依据对比结果,对上模和下模增加辅助成形筋条,调整零件摆放位置,确保零件成形质量;步骤n:在步骤m中所建立的有限元仿真模型的基础上,分别将上模和下模设置为弹塑性变形体再次进行仿真,对上模和下模的强度进行校核,若上模或下模的最大变形超过3mm,则以增加加强筋、增加板厚、缩短纵横筋条间距的至少一种方式来增加模具强度;步骤o:根据上模和下模大小设置附属件,完成框架结构压模的设计。
22.本发明的一种热压成形框架结构模具的设计方法,通过将零件数据导入设计软件,依据导入曲面确定模具的基准平面、分割曲面等关键曲面,进一步对模具型面及框架结构进行设计,其后用专业仿真软件仿真模具成形效果,依据仿真结果对模具进行微调,完成模具的设计;本方法依据专业设计软件,模具设计步骤简单易懂,操作难度低,设计时间短。
23.综上所述,由于采用了上述技术方案,本发明的有益效果是:1、本发明的一种热压成形框架结构模具,利用上下模离散型面,可以实现型面曲率变化大、型面落差大的复材成形模板的热压预成形;上模和下模为框架结构,通过在上模和下模型面的零件脊线位置设置辅助成形筋条,保证模板成形精度;结构简单,使用方便,能够实现快速飞机试验性零部件成形模具的快速制造,提高飞机试验性零部件的研制效率;2、本发明的一种热压成形框架结构模具的制作方法,通过对板材进行切割,板材以榫卯结构纵横交错连接,使用常规焊接方法进行板材连接,连接简单,结构可靠,框架结构型面加工容易,能够快速制得所需模具,相比浇铸的方法制作模具,本方法制作难度低,制作周期短;3、本发明的一种热压成形框架结构模具的设计方法,通过将零件数据导入设计软件,依据导入曲面确定模具的基准平面、分割曲面等关键曲面,进一步对模具型面及框架结构进行设计,其后用仿真软件仿真模具成形效果,依据仿真结果对模具进行微调,完成模具
的设计;本方法依据专业设计软件,模具设计步骤简单易懂,操作难度低,设计时间短;4、本发明对于验证性零件的低成本制造、研制阶段机型的快速研制具有重大的促进意义。
附图说明
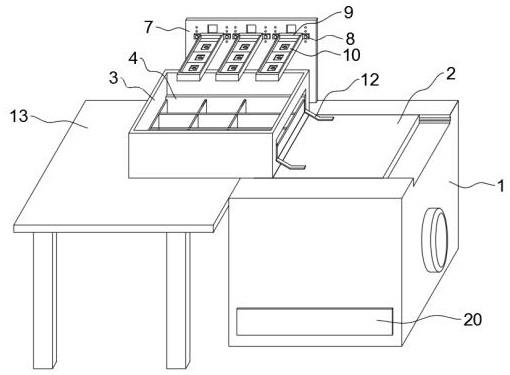
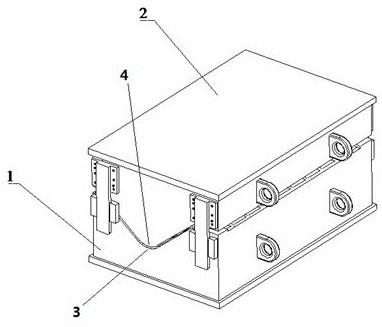
24.图1是本发明的一种热压成形框架结构模具的结构示意图;图2是本发明的一种热压成形框架结构模具的下模结构示意图;图 3是本发明的一种热压成形框架结构模具的上模结构示意图;图 4是本发明实施例1的一种热压成形框架结构模具的吊耳结构示意图;图 5是本发明实施例1的一种热压成形框架结构模具的导向块结构示意图;图 6是本发明实施例1的一种热压成形框架结构模具的导滑槽结构示意图;图 7是本发明实施例3的待成形零件曲面延伸为曲面一的示意图;图 8是本发明实施例3的曲面一调平示意图一;图9是本发明实施例3的曲面一调平示意图二;图10是本发明实施例3的曲面一调平示意图三;图11是本发明实施例3的平面三偏移为平面四的示意图;图12是本发明实施例3的曲面二示意图;图13是本发明实施例3的草图一示意图;图14是本发明实施例3的下模分割曲面示意图;图15是本发明实施例3的下模框架结构示意图;图16是本发明实施例3的上模和下模配合示意图;图17是本发明实施例3的上模分割曲面示意图;图18是本发明实施例3的有限元仿真模型对热压过程进行成形仿真的示意图;图19是本发明实施例3的仿真成形效果示意图一;图20是本发明实施例3的仿真成形效果示意图二;图21本发明实施例3的热压成形过程时下模强度校核示意图。
25.图标:1-下模,2-上模,3-型面ⅰ,4-型面ⅱ,5-底板,6-横向筋板,7-纵向筋板,8-辅助成形筋条,9-基准孔,10-定位块,11-吊耳孔,12-吊耳,13-导向杆,14-导滑槽,15-零件曲面,16-曲面一,17-直线一,18-平面一,19-直线二,20-平面二,21-平面三,22-平面四,23-曲面二,24-草图一,25-曲面三,26-零件最低转折点脊线,27-零件外形边界,28-上模和下模平台间距,29-曲面五。
具体实施方式
26.下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不
用于限定本发明。
28.实施例1如图1-6所述的一种热压成形框架结构模具,包括下模1和上模2,所述下模1通过若干交错设置的横纵筋板形成型面ⅰ3,所述上模2通过若干交错设置的横纵筋板形成型面ⅱ4,所述型面ⅰ3和所述型面ⅱ4扣合,形成与待成形零件型面曲率相适配的成形空间;所述下模1和所述上模2均包含若干横向筋板6和纵向筋板7,所述横向筋板6与所述纵向筋板7榫卯连接后焊接,形成具有离散型面的框架结构件,所述横向筋板6的顶面和所述纵向筋板7的顶面共同构成离散型面的型面ⅰ3和离散型面的型面ⅱ4;相邻所述横向筋板6相互平行,相邻所述纵向筋板7相互平行,所述横向筋板6与纵向筋板7相互垂直;所述框架结构件对应待成形零件边界及脊线位置设置辅助成形筋条8,所述辅助成形筋条8设置在横向筋板6和纵向筋板7形成的网格结构内,所述辅助成形筋条8平行于横向筋板6或纵向筋板7,所述辅助成形筋条8与横向筋板6或纵向筋板7焊接连接;所述型面ⅰ3设置定位块10,所述定位块10固定设置于型面ⅰ3的边缘位置,所述定位块10凸出型ⅰ面高度小于成形零件厚度,所述型面ⅰ3和型面ⅱ4均设置有基准孔9;所述下模1和所述上模2均包括外框体,所述框架结构件焊接于所述外框体内;所述外框体设置若干导向结构件。
29.本实施例的一种热压成形框架结构模具,其外框体还设置若干吊耳孔12,若干吊耳12插入吊耳孔11与外框体焊接连接,所述导向结构包括若干配套设置的导滑槽14和导向杆13。
30.本实施例的一种热压成形框架结构模具,使用时将下模1吊装放置于平整地面,型面ⅰ3向上设置,将长方体胚料放置于型面ⅰ3上,使用定位块10进行长方体胚料定位,然后将上模2吊装到下模1上方,型面ⅱ4与型面ⅰ3对向设置,将上模2设置的导向杆13插入下模1的导滑槽14内,缓慢放下上模2,其后对上模2进行施压,使长方体胚料被型面ⅰ3和型面ⅱ4共同挤压,完成零件热压成形,通过控制施加在上模2的载荷来控制成形过程。
31.本实施例的一种热压成形框架结构模具,使用简单,控制容易,精度高,零件成形速度快,能够实现飞机试验性零部件的快速制造。
32.实施例2本实施例的一种热压成形框架结构模具,其结构与实施例1相同,与实施例1不同的是,所述上模2和所述下模1均未设置外框体、导向结构件及吊耳12。
33.本实施例的一种热压成形框架结构模具,使用时,型面ⅰ3和型面ⅱ4对向设置,下模1在地面固定设置,上模2底部焊接设置在液压杆上,通过液压杆直接控制上模2位移,从而控制型面ⅰ3和型面ⅱ4互相挤压长方体胚料,实现零件成形。
34.实施例3如图一种热压成形框架结构模具的设计方法,使用软件catia,所设计模具结构与实施例1相同,设计步骤包括:步骤a:提取零件曲面15数据导入设计软件中,调整零件位置凸面向下,通过“外插延伸”命令扩展曲面,生成曲面一16,扩展范围为50~70mm;步骤b:利用步骤a中生成的曲面一16进行调平:取曲面一16四个端点,利用“平均通过点”命令生成平面一18,取曲面一16两端曲线最低点引出直线一17,将直线一17正投影到平面一18上生成直线二19,将平面一18以直线二19为旋转轴旋转90
°
生成平面二20,再将
平面二20以直线一17为旋转轴旋转90
°
生成平面三21作为模具基准平面,实现零件调平;步骤c:利用步骤b中生成的平面三21,沿其法向进行偏移,生成平面四22作为分模平面,所述平面四22超过曲面一16的顶点20~30mm;步骤d:利用步骤a中生成的曲面一16,各边界方向再次进行“外插延伸”,生成曲面二23,宽度方向“外插延伸”的边界超出步骤c中生成的平面四22, 长度方向外插延伸距离为250~300mm;步骤e:以步骤c中生成的平面四22作为草图平面,绘制模具外廓尺寸草图一24,草图一24为矩形边界,宽度方向两边均需比步骤a中生成的曲面一16最大外形大250~350mm,长度方向两边均需比步骤a中生成的曲面一16最大外形大150~200mm;步骤f:以步骤e中生成的草图一24沿着长度、宽度方向偏移扩大,各方向偏移500mm,并填充为平面片体一,所述平面片体一与步骤d中生成的曲面二23进行修剪操作和倒圆角操作,生成曲面三25作为下模分割曲面;步骤g:以步骤e中生成的草图一24,以步骤c生成的平面四为起始点,拉伸凸台,所述凸台最低点需低于零件最低点200~250mm,并通过“抽壳”和“设置加强肋”命令将拉伸的凸台设置成框架结构主体,调节各筋板间距,使中部筋板间距为250~300mm,设置各筋板厚度为20~40mm,再根据零件位置结构,在零件最低转折点脊线26和零件外形边界27处设置辅助成形筋条8,辅助成形筋条8具体设置方式为:在步骤a中生成的曲面一边界位置增加辅助成形成形8,为降低制造难度,各辅助成形筋条8位置需平行于原有横纵筋板,大致沿曲面边界走向设置;在零件底部边界提取零件转折脊线,沿零件脊线设置辅助成形筋条8,辅助成形筋条8需平行于原有横纵筋条,大致沿脊线走向设置;步骤h:利用步骤f中生成的曲面三25分割步骤g中生成的下模框架结构主体,得到下模型面;步骤i:将步骤a中生成的曲面一16展开为平面片体二,对平面片体二的宽度方向和长度方进行补充绘制,宽度方向两侧均增加100~200mm,长度方向两侧均增加100~150mm,得到矩形结构的长方体胚料,将长方体坯料按照零件在下模的实际位置摆放,在下模设置定位块;步骤j:对下模进行细节处理:底板加厚至40~60mm,设置法兰边,型面增加基准孔,完成下模设计;步骤k:以步骤d中生成的曲面二23按料厚进行偏移后通过“外插延伸”生成曲面四,再以步骤f中生成的平面片体一按料厚进行偏移生成平面片体三,将曲面四和平面片体三进行修剪并倒圆角,生成曲面五29作为上模分割曲面,上模分割曲面通过曲面四和平面片体三的偏移和外插延伸量进行调整,保证上模和下模平台面间距28为80~200mm;步骤l:采用步骤g和步骤h中同样的方法,按照与下模同样的尺寸和筋条位置构建上模主体,并按照步骤k中生成的曲面五29分割出上模型面,完成上模设计;步骤m:将步骤i、步骤j、步骤l中生成的长方体坯料、下模、上模的数模导入有限元仿真软件中,建立热压过程有限元仿真模型,以实际成形参数进行热压过程成形仿真,并将仿真成形的零件与理论零件进行对比,依据对比结果,对上模和下模增加辅助成形筋条8,调整零件摆放位置,确保零件成形质量;步骤n:在步骤m中所建立的有限元仿真模型的基础上,分别将上模和下模设置为
弹塑性变形体再次进行仿真,对上模和下模的强度进行校核,若上模或下模的最大变形超过3mm,则以增加加强筋、增加板厚、缩短纵横筋条间距的至少一种方式来增加模具强度;步骤o:根据上模和下模大小设置附属件,完成框架结构压模的设计。
35.本实施例的一种热压成形框架结构模具的设计方法,通过将零件数据导入设计软件,依据导入曲面确定模具的基准平面、分割曲面等关键曲面,进一步对模具型面及框架结构进行设计,其后用仿真软件仿真模具成形效果,依据仿真结果对模具进行微调,完成模具的设计;本方法依据专业设计软件,模具设计步骤简单易懂,操作难度低,设计时间短。
36.实施例4一种热压成形框架结构模具的制作方法,所制作模具结构与实施例2相同, 其步骤包括,s1:制备框架结构件:通过板材切割制得若干矩形筋板,在所述矩形筋板上切割凹槽,通过所述凹槽将所述矩形筋板以榫卯结构纵横交错连接,调整相邻横向筋板6相互平行,相邻纵向筋板7相互平行,横向筋板6与纵向筋板7互相垂直,其后焊接固定横向筋板6和纵向筋板7,制得两个结构、尺寸相同的框架结构件;s2:加工型面:依据待成形零件边界及脊线位置,分别在两个所述框架结构件内焊接设置辅助成形筋条8,再对两个所述框架结构件进行机加工,在其中一个所述框架结构件形成型面ⅰ3,另一所述框架结构件形成型面ⅱ4,在型面ⅰ3和型面ⅱ4设置基准孔9;s3:细节处理:打磨型面ⅰ3和型面ⅱ4,在型面ⅰ3设置定位块10,所述定位块10与基准孔9错位设置。
37.优选的,s1还包括,设置外框体的步骤:依据框架结构件大小,切割板材形成矩形底板5和矩形侧壁板,调整框架结构件位于底板5中心,使框架结构件的横向筋板6和纵向筋板7垂直于底板5,其后焊接框架结构件在底板5上固定;将侧壁板垂直底板5设置,调整侧壁板合围框架结构件,其后将侧壁板与底板5和框架结构件焊接固定,侧壁板之间互相焊接。
38.本实施例的一种热压成形框架结构模具的制备方法,通过对板材进行切割,板材以榫卯结构纵横交错连接,使用常规焊接方法进行板材连接,连接简单,结构可靠,框架结构型面加工容易,能够快速制得所需模具,相比浇铸的方法制作模具,本方法制作难度低,制作周期短。
39.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。