1.本发明涉及弹簧制造技术领域,具体是指一种卷筒式减振弹簧制造工艺。
背景技术:
2.大型柴油发动机或是减速盘上用于减震的大多为压簧,压簧生产时需要进行卷簧、退火、模具成形、回火以及电镀;压簧安装时都横向安装在压簧板上,安装面积过大,从而降低了压簧板上的总刚度,容易导致断裂。为此,提出一种卷筒式减振弹簧制造工艺。
技术实现要素:
3.本发明的目的是为了解决以上问题而提出一种卷筒式减振弹簧制造工艺。
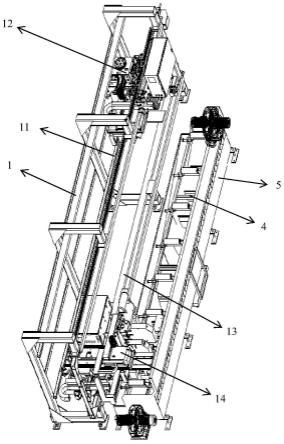
4.为了达到上述目的,本发明提供了如下技术方案:一种卷筒式减振弹簧制造工艺,其特征在于:所述制造工艺包括以下步骤:第一步:首先对不同厚度的合金钢钢板或钢带刮边,使合金钢钢板或钢带表面光洁,无毛刺;第二步:不同厚度的合金钢钢板或钢带根据每一种厚度的周长和宽度尺寸进行定尺落料;第三步:将落料完成的合金钢钢板或钢带进行正火;第四步:将不同厚度的合金钢钢板或钢带依次一次性通过设备卷制,将不同厚度的合金钢钢板或钢带卷制为圆筒状;第五步:对圆筒状的合金钢钢板或钢带进行气氛保护淬火,使其硬度得到一致性;第六步:圆筒状的合金钢钢板或钢带淬火后进行回火;第七步:将回火后的合金钢钢板或钢带进行喷丸,细化表面质量,提高表面应力;第八步:选取不同厚度尺寸的合金钢钢板或钢带从厚至薄进行套装,套装完成后在合金钢钢板或钢带上统一切割出定位槽。
5.作为优选,所述淬火温度为800-880℃。
6.作为优选,所述回火温度为350-450℃,回火时间为1-2h。
7.本发明的有益效果:通过利用设备卷制对合金钢钢板或钢带进行滚轮卷制,使合金钢钢板或钢带成型后的尺寸一次性好,减少后续修正或是切除多余材料的步骤,从而提高生产的效率以及组装后产品的性能;通过将合金钢钢板或钢带从厚到薄进行套装,降低弹簧的刚性,防止在卷制是容易折断;通过组装好后切割定位槽的设置,利用定位槽对合金钢钢板或钢带再次组装是起到定位定向的作用,便于合金钢钢板或钢带的组装。
附图说明
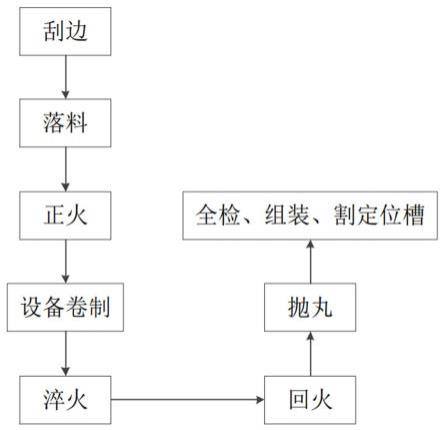
8.图1是本发明的工艺流程图。
具体实施方式
9.下面我们结合附图对本发明所述的一种卷筒式减振弹簧制造工艺做进一步的说明。
10.参阅附图1所示,本实施例中一种卷筒式减振弹簧制造工艺,其特征在于:所述制造工艺包括以下步骤:第一步:利用刮边机对不同厚度的合金钢钢板或钢带进行刮边,使合金钢钢板或钢带表面光洁,无毛刺;第二步:将刮边完成的合金钢钢板或钢带根据每一种厚度的周长和宽度尺寸通过冲床进行定尺落料;第三步:将不同厚度落料完成的合金钢钢板或钢带放入箱式炉内进行正火;第四步:将正火完成的合金钢钢板或钢带一次性通过设备卷制成圆筒状的结构;第五步:将卷制成圆筒状的合金钢钢板或钢带进行气氛保护淬火,淬火温度为800℃,使其的硬度的一致性好;第六步:将进行淬火后的圆筒状的合金钢钢板或钢带再进行回火,回火温度为350℃,回火时间为1h;第七步:将回火后的圆筒状的合金钢钢板或钢带放入喷丸机内对其进行喷丸,细化表面质量,提高表面应力;第八步:对抛丸后的圆筒状的合金钢钢板或钢带选取不同厚度尺寸的从厚至薄进行套装,套装完成后在合金钢钢板或钢带上统一切割出定位槽。
11.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
技术特征:
1.一种卷筒式减振弹簧制造工艺,其特征在于:所述制造工艺包括以下步骤:第一步:首先对不同厚度的合金钢钢板或钢带刮边,使合金钢钢板或钢带表面光洁,无毛刺;第二步:不同厚度的合金钢钢板或钢带根据每一种厚度的周长和宽度尺寸进行定尺落料;第三步:将落料完成的合金钢钢板或钢带进行正火;第四步:将不同厚度的合金钢钢板或钢带依次一次性通过设备卷制,将不同厚度的合金钢钢板或钢带卷制为圆筒状;第五步:对圆筒状的合金钢钢板或钢带进行气氛保护淬火,使其硬度得到一致性;第六步:圆筒状的合金钢钢板或钢带淬火后进行回火;第七步:将回火后的合金钢钢板或钢带进行喷丸,细化表面质量,提高表面应力;第八步:选取不同厚度尺寸的合金钢钢板或钢带从厚至薄进行套装,套装完成后在合金钢钢板或钢带上统一切割出定位槽。2.根据权利要求1所述的一种卷筒式减振弹簧制造工艺,其特征在于:所述淬火温度为800-880℃。3.根据权利要求1所述的一种卷筒式减振弹簧制造工艺,其特征在于:所述回火温度为350-450℃,回火时间为1-2h。
技术总结
本发明公开了一种卷筒式减振弹簧制造工艺,具体工艺是先将合金钢钢板或钢带进行刮板,并进行落料再进行正火,然后通过设备卷制将合金钢钢板或钢带压制成卷筒式,并将压制完成的合金钢钢板或钢带依次进行淬火、回火和喷丸,最终进行全检和组装,组装完成后切割定位槽,从而取得最终的卷筒式减振弹簧。该工艺有效解决成型后尺寸圆度、外径等一致性较差,还需要切断多余的料及后续修正外形尺寸的问题,进而利用设备卷制对合金钢钢板或钢带进行压制,使合金钢钢板或钢带成型后的尺寸一次性好,减少后续修正或是切除多余材料的步骤,从而提高生产的效率以及组装后产品的性能。而提高生产的效率以及组装后产品的性能。而提高生产的效率以及组装后产品的性能。
技术研发人员:邵承玉 童建明
受保护的技术使用者:杭州兴发弹簧有限公司
技术研发日:2022.09.15
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。