1.本发明涉及化工管线改造领域,尤其涉及一种铸铁管-焊接钢管连接接头以及连接方法。
背景技术:
2.在化工行业管线改造过程中,往往会遇到原有管道为铸铁管,新建管道为焊接钢管,两种管材质不同、管径不同,又需要碰头连接的情况。现有安装图集中铸铁管和焊接钢管异径连接时,铸铁管均有承插头或法兰盘,但实际现场施工中常发现原有铸铁管接头部分已经过切割,没有图集中和焊接钢管连接的承插头或法兰盘,无法按图集做法连接。
3.若按图集连接方式施工,需要花费大量的人力、物力、时间来处理原有铸铁管,先挖出整根铸铁管,再重新安装带承插头或法兰盘的铸铁管,然后与新建焊接钢管连接,浪费材料和工期。且石油化工行业,地下管线情况复杂,动土开挖可能涉及其他生产管线,协调量大,施工周期长。
4.因此,如何在没有承插头或法兰盘的情况下连接不同管径的铸铁管和焊接钢管,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种铸铁管-焊接钢管连接接头,以在没有承插头或法兰盘的情况下连接不同管径的铸铁管和焊接钢管;
6.为了实现上述目的,本发明提供了如下技术方案:
7.一种铸铁管-焊接钢管连接接头,包括:
8.环形板,用于焊接在焊接钢管的一端面上;
9.限位管卡,用于焊接在焊接钢管的周面上,以限制焊接钢管插入铸铁管的深度;
10.密封材料,填充于焊接钢管与铸铁管间的空隙,并与环形板抵接。
11.可选地,在上述铸铁管-焊接钢管连接接头中,环形板的内径与焊接钢管的外径相同;
12.环形板的外径比铸铁管的内径小2~5mm;
13.环形板的厚度为5mm。
14.可选地,在上述铸铁管-焊接钢管连接接头中,环形板为环形铁板。
15.可选地,在上述铸铁管-焊接钢管连接接头中,限位管卡与焊接钢管的焊接位置,距离接钢管与铸铁管的连接端150mm。
16.可选地,在上述铸铁管-焊接钢管连接接头中,其特征在于,限位管卡为长方体铁板:
17.和/或,
18.限位管卡的数量为4个。
19.可选地,在上述铸铁管-焊接钢管连接接头中,限位管卡的宽度为20mm,限位管卡
的宽与焊接钢管的轴线平行;
20.限位管卡的长度为铸铁管的外径减焊接钢管的外径加20mm,限位管卡的长与焊接钢管的轴线垂直;
21.限位管卡的厚度为5mm。
22.可选地,在上述铸铁管-焊接钢管连接接头中,密封材料可为油麻和石棉水泥。
23.可选地,在上述铸铁管-焊接钢管连接接头中,还包括胶圈,胶圈为环状,放置在环形铁板与密封材料之间。
24.可选地,在上述铸铁管-焊接钢管连接接头中,胶圈的外径与铸铁管的内径相同,胶圈的环宽为10mm。
25.一种铸铁管与焊接钢管的连接方法,连接方法应用上述中任一项所述的铸铁管-焊接钢管连接接头,连接方法包括如下步骤:
26.s1:将铸铁管-焊接钢管连接接头的环形板焊接在焊接钢管的一端面上;
27.s2:将铸铁管-焊接钢管连接接头的限位管卡焊接在焊接钢管的周面上;
28.s3:将焊接钢管插入铸铁管内,并用铸铁管-焊接钢管连接接头的密封材料填充焊接钢管与铸铁管间的空隙。
29.可选地,在上述铸铁管与焊接钢管的连接方法中,步骤s3包括:在焊接钢管与铸铁管间的空隙里先填入50mm深度的油麻,再填入100mm深度的石棉水泥。
30.可选地,在上述铸铁管与焊接钢管的连接方法中,在步骤s3之前可将胶圈放置在环形板与密封材料之间。
31.可选地,在上述铸铁管与焊接钢管的连接方法中,步骤s1还包括切割铸铁管并打磨铸铁管的待连接一端的管口。
32.可选地,在上述铸铁管与焊接钢管的连接方法中,步骤s1与步骤s2的顺序可调换。
33.本发明提供的铸铁管-焊接钢管连接接头,通过环形铁板和限位管卡能有效控制焊接钢管的位置和插入铸铁管的深度,利用密封材料对接头进行封堵符合施工要求,保证了接头的连接效果。且通过该铸铁管-焊接钢管连接接头达到了,在没有承插头或法兰盘的情况下,不同管径铸铁管和焊接钢管的连接。
34.本发明提供的铸铁管-焊接钢管连接接头取材方便,制作简便,使用的铁板、密封材料等均为建筑工程常用材料,取材方便、易采购,造价低。
35.本发明提供的铸铁管与焊接钢管的连接方法使得现场需要制作的环形板和限位管卡只用简单的焊接技术就能完成。且在管道施工过程中无需对原有铸铁管进行增加承插头或法兰盘的改造,直接将原有铸铁管和焊接钢管连接,节省了材料和工期。工业区地下管道复杂,使用本铸铁管-焊接钢管连接接头的连接方法无需对地下管线进行开挖,减少了其它管线损坏的风险,安全可靠。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
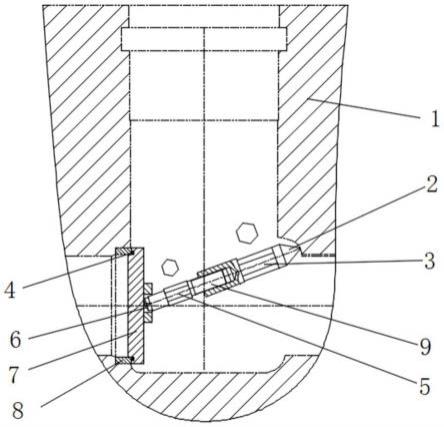
37.图1为本发明实施例公开的铸铁管-焊接钢管连接接头的整体结构图;
38.图2为本发明实施例公开的环形板的正视图;
39.图3为本发明实施例公开的环形板的侧视图;
40.图4为本发明实施例公开的一限位管卡的结构示意图;
41.图5为本发明实施例公开的胶圈的正视图;
42.图6为本发明实施例公开的胶圈的侧视图;
43.图7为本发明实施例公开的铸铁管与焊接钢管的连接方法的流程图;
44.图1至图7中的各项附图标记的含义如下:
45.100为铸铁管;200为焊接钢管;
46.300为环形板,400为限位管卡,500为密封材料,600为胶圈。
具体实施方式
47.本发明的核心在于提供一种铸铁管-焊接钢管连接接头,以在没有承插头或法兰盘的情况下连接不同管径的铸铁管和焊接钢管;
48.本发明的另一核心在于提供一种应用所述铸铁管-焊接钢管连接接头的铸铁管与焊接钢管的连接方法。
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
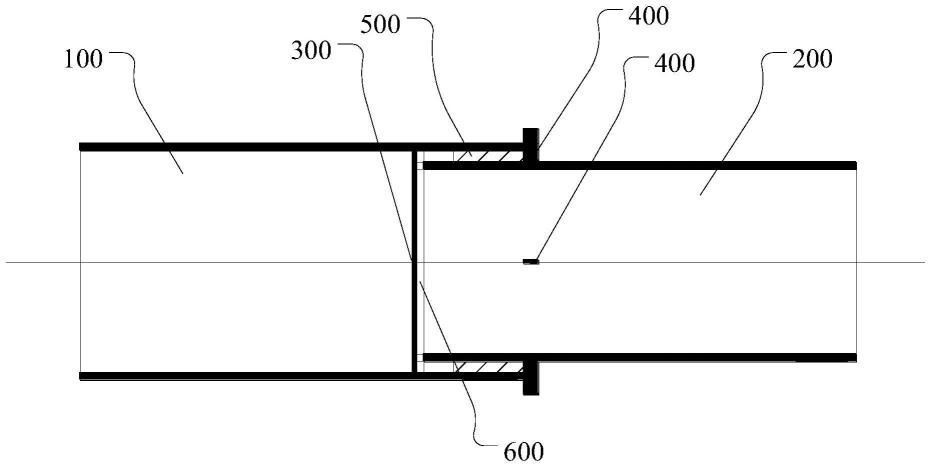
50.如图1所示,本发明实施例公开的铸铁管-焊接钢管连接接头,包括:环形板300,用于焊接在焊接钢管200的一端面上;限位管卡400,用于焊接在焊接钢管200的周面上,以限制焊接钢管200插入铸铁管100的深度;密封材料500,填充于焊接钢管200与铸铁管100间的空隙,并与环形板300抵接。通过环形板300、限位管卡400以及位于环形板300、限位管卡400间的密封材料500实现焊接钢管200与铸铁管100的连接。利用此接头可实现在铸铁管直接连接不同管径的焊接钢管,更加方便、快速地对管道进行改造,解决了铸铁管没有承插头或法兰盘,致使管线碰头连接耗时、耗力的现象。
51.在焊接钢管200待与铸铁管100连接的一端焊接环形板300,如图2和图3所示,且在本发明的一具体实施例中,将环形板300设置为内径与焊接钢管200的外径相同,外径比铸铁管100的内径小2~5mm,厚度为5mm。环形板300的内径与焊接钢管200的外径相同的设计使得环形板300与焊接钢管200的焊接容易实现,且焊接紧密。将环形板300的外径设计为比铸铁管100的内径小2~5mm,使得焊接钢管200焊接环形板300的一端能够顺利插入铸铁管100内部,且铸铁管100与环形板300之间的间隙不至于过大,漏出环形板300与限位管卡400间的密封材料500。
52.根据实际情况,环形板300的材质有多种选择,在本发明一具体实施例中,将环形板300设计为环形铁板。
53.根据实际工程需要,焊接钢管200只能插入铸铁管100内150mm的深度,通过限制限位管卡400焊接在焊接钢管200上的位置来控制焊接钢管200插入铸铁管100的深度。故在本发明一具体实施例中,限位管卡400与焊接钢管200的焊接位置,与接钢管与铸铁管100的连
接端的距离为150mm。
54.与环形板300的材质选择有多种相同,限位管卡400的材质可根据实际情况灵活选择,形状也可灵活设置,如图4所示,在本发明一具体实施例中,将限位管卡400设计为长方体铁板。为了接头的整体结构更加稳定,限位管卡400的数量设置为4个。
55.在本发明一具体实施例中,将限位管卡400的宽放置为与焊接钢管200的轴线平行,宽度为20mm,位管卡的长与焊接钢管200的轴线垂直,长度为铸铁管100的外径减焊接钢管200的外径加20mm,将厚度设置为5mm。
56.填充于焊接钢管200与铸铁管100间的空隙的密封材料500,可如本发明的一具体实施例中选择工程常见的油麻和石棉水泥。如果管内为重力自流排水时,也可用水泥捻口。
57.为使焊接钢管200焊接环形板300的一端能够顺利插入铸铁管100内部,需将环形板300的外径设计为比铸铁管100的内径小,这样存在一个问题,环形板300与铸铁管100间始终存在缝隙,为解决这个问题,如图5和图6所示,在本发明一具体实施例中,在环形铁板与密封材料500之间放置胶圈600。胶圈600为环状,且为更好地填补环形板300与铸铁管100间的缝隙,将胶圈600的外径设置为与铸铁管100的内径相同,环宽设置为10mm。
58.如图7所示,本发明实施例还公开了一种应用上述铸铁管-焊接钢管连接接头的实现铸铁管与焊接钢管的连接方法,包括如下步骤:s1:将铸铁管-焊接钢管连接接头的环形板300焊接在焊接钢管200的一端面上。s2:将铸铁管-焊接钢管连接接头的限位管卡400焊接在焊接钢管200的周面上。s3:将铸铁管-焊接钢管连接接头的焊接钢管200插入铸铁管100内,并用密封材料500填充焊接钢管200与铸铁管100间的空隙。
59.在焊接钢管200与铸铁管100的连接端焊接环形板300,环形铁板外直径比铸铁管100内径小2~5mm的设计便于焊接钢管200能够顺利插入铸铁管100内部。在焊接钢管200连接端部向上150mm处焊接四块限位管卡400,能够控制焊接钢管200插入铸铁管100内的深度为150mm。最后将焊接钢管200插入铸铁管100内,并用密封材料500填充焊接钢管200与铸铁管100间的空隙。
60.需要注意的是,步骤s1与步骤s2的顺序可调换,即先在焊接钢管200上焊接环形板300后焊接限位管卡400,或是先在焊接钢管200上焊接限位管卡400后焊接环形板300,皆可。
61.在本发明的一具体实施例中,步骤s3中需要用密封材料500填充焊接钢管200与铸铁管100间的空隙,具体操作为在焊接钢管200与铸铁管100间的空隙里先填入50mm深度的油麻,再填入100mm深度的石棉水泥。需要说明的是,连接方法的步骤与接头的结构对应,若接头中使用胶圈600,在步骤s3之前需要将胶圈600放置在环形板300与密封材料500之间。胶圈600的外径和铸铁管100内径相同的设计能够保证环形板300和铸铁管100密封严密。
62.在实际工程中,待连接的铸铁管100不一定能够直接进行操作,往往需要对铸铁管100进行处理。故在本发明的一具体实施例中,步骤s1还包括对铸铁管100进行切割并打磨铸铁管100的待连接一端的管口,直至无飞边毛刺,对连接用的胶圈600无损伤为止。
63.需要说明的是,本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
64.如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包
括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
65.以下,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
66.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。