1.本发明涉及锻轨压装技术领域,特别是一种锻轨铜环及接头自动压装系统和方法。
背景技术:
2.中国汽车行业迎来了它的快速发展,汽车行业因安全事故召回事件的与日俱增,消费者对产品生产质量和安全性要求也在与时俱进。锻轨作为汽车发动机的一个安全部分,其质量的要求更显得首当其冲。
3.高压锻轨的加工中,锻轨的一侧需要压入铜环及管接头部件。因锻轨是近几年新产品,配套设备较少,且在现有技术中,由于锻轨是不同形状的产品,没有通用设备,一般是手动控制气缸压装,先一台设备压装铜环,第二天设备压装管接头。这种不能保证压装尺寸符合规格,没有力学和尺寸管控,不仅存在着被机械压伤的风险,而且增加了企业的人员开支,所以将两台人工操作的设备,变为一台自动化设备,并由运行数据监控和记录的意义十分重大。
技术实现要素:
4.本发明的目的是提供一种锻轨铜环及接头自动压装系统和方法,可以克服现有技术因人工铜环及管接头压装效率过低,参数不可控的技术缺陷。
5.为实现上述目的,本发明的技术方案是:一种锻轨铜环及接头自动压装系统,它包括工作台、压装机构、铜环压装机构、管接头定位机构和铜环检测机构;压装机构、铜环压装机构、管接头定位机构和铜环检测机构由plc连接控制;工作台台面设置有滑轨,一移动平台通过滑轨与工作台滑动连接,还设置有垂直于工作台台面的固定板;铜环压装机构、管接头定位机构和铜环检测机构依次设置在移动平台上,压装机构固定设置在固定板上,位于移动平台上方;压装机构包括滑动连接在固定板上的锻轨夹紧部件和推动锻轨夹紧部件在固定板上升降的锻轨压装部件;推动移动平台并将铜环压装机构移动至压装机构上锻轨下方的第一气缸与移动平台连接;铜环压装机构包括第三气缸和伸出杆,以及连接于伸出杆上的铜环压装座,铜环压装座顶部还设置有铜环定位座,铜环压装座与铜环定位座同轴,铜环定位座的高度与待安装铜环厚度相同;铜环检测机构包括底座和设置其上的铜环检测头,底座滑动设置在移动平台上,将底座上的铜环检测头推动至压装机构上锻轨下方的第二气缸与底座连接。
6.铜环压装座外径与锻轨管口内径相适配,铜环定位座上安放着随着铜环压装座伸入锻轨管内被安装的铜环。
7.铜环定位座上设置有升降高度感应部件,该升降高度感应部件与plc连接,plc与报警部件连接。
8.锻轨夹紧部件包括底板和设置在底板上的用于夹紧定位锻轨的夹具。
9.底板通过滑轨与固定板滑动连接。
10.锻轨压装部件包括伺服电机和压装头,压装头位于锻轨夹紧部件上方,压装头与锻轨同轴设置。
11.一种锻轨铜环及接头自动压装方法,采用如上所述的锻轨铜环及接头自动压装系统,其步骤如下:该系统初始状态时,压装机构位于管接头定位机构的正上方,开始工作后,第一步,启动第一气缸,推动移动平台移动,将铜环压装机构移动至锻轨夹紧机构上的锻轨下方,与此同时,锻轨压装部件启动,向下运动,抵靠锻轨上端后停住;第二步,第三气缸启动,将铜环压入锻轨中,铜环安装完毕后,铜环定位座从锻轨管口回落,第一气缸回缩,将移动平台回复到初始状态,将管接头定位机构推到锻轨下方;第三步,铜环检测机构的第二气缸启动,推动底座向管接头定位机构5方向运动,铜环检测头伸到锻轨下方,检测锻轨是否安装铜环; 如果检测正常,底座带动铜环检测头回到初始位置;第四步,锻轨压装部件再次启动,压迫锻轨夹紧机构向下滑动,带动锻轨向下运动,将锻轨1下端压入管接头定位机构,完成管接头的安装。
12.本发明的有益效果在于:1、集铜环安装、铜环检测、管接头压装于一体,减少了人工成本、提高了效率;2、铜环安装、铜环检测、管接头压装接入plc,提高了整个系统的精度、参数可控;3、铜环定位座的高度和待安装铜环厚度相同,保证铜环定位座上只能搁放预设厚度的铜环;铜环压装座的外径略小于锻轨内径,同时铜环定位座设置在铜环压装座的顶部,铜环压装座在伸入锻轨内径时可以顺利将铜环送到相应位置;4、铜环压装机构的升降部件与plc的连接,铜环定位座上设置有与plc连接的升降部件的升降高度感应部件,可以确保铜环精确安装在锻轨内相应位置,并防止铜环少装或漏装;5、铜环检测机构相对于移动平台的滑动连接,可以减少移动平台移动的次数,从而减少频繁移动的震动带给整个系统的影响,进而提高整个系统的稳定性,也能降低铜环安装后因系统的震动而脱落的频次。
附图说明
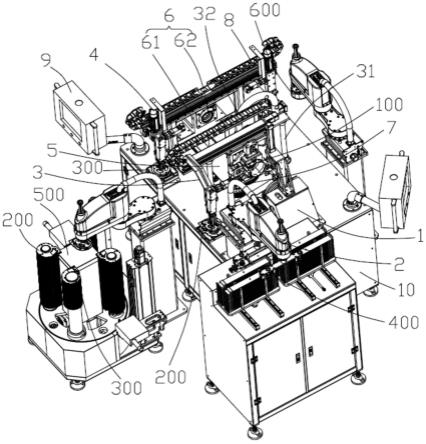
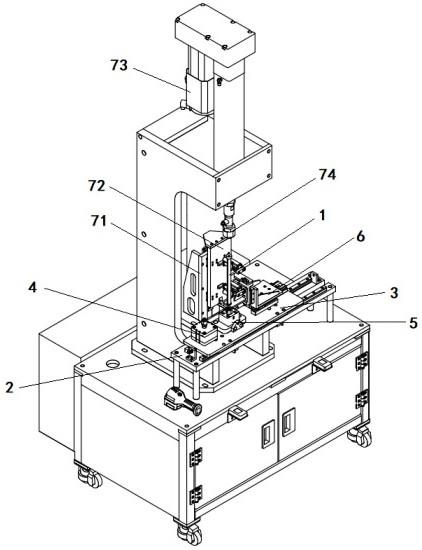
13.图1是本发明结构示意图;图2是本发明移动平台上装置结构示意图;图中:1-锻轨;2-工作台;3-移动平台;4-铜环压装机构;41-第三气缸;42-伸出杆;43-铜环压装座;44-铜环定位座;5-管接头定位机构;6-铜环检测机构;61-底座;62-铜环检测头;71-固定板;72-底板;73-伺服电机;74-压装头。
具体实施方式
14.下面结合附图对本发明做进一步说明。附图仅用于示例性说明,不能理解为对本专利的限制。
15.为了更简洁的说明本实施例,附图或说明中某些本领域技术人员公知的、但与本创造的主要内容不相关的零部件会有所省略。另外为便于表述,附图中某些零部件会有省略、放大或缩小,但并不代表实际产品的尺寸或全部结构。
16.本发明所涉及的一种锻轨铜环及接头自动压装系统,如图1所示,它包括工作台2、压装机构、铜环压装机构4、管接头定位机构5和铜环检测机构6;压装机构、铜环压装机构4、管接头定位机构5和铜环检测机构6由plc连接控制;工作台2台面设置有滑轨,一移动平台3通过滑轨与工作台2滑动连接,还设置有垂直于工作台台面的固定板71。
17.如图2所示,铜环压装机构4、管接头定位机构5和铜环检测机构6从左至右依次设置在移动平台3上,移动平台3与第一气缸连接,可以推动移动平台3在工作台2上作往复运动。
18.如图1所示,压装机构设置于移动平台3各装置的上方;压装机构包括滑动连接在固定板71上的锻轨夹紧部件和推动锻轨夹紧部件在固定板71上升降的锻轨压装部件;锻轨夹紧部件包括底板72和设置在底板72上的用于夹紧定位锻轨1的夹具,底板72通过滑轨与固定板71滑动连接。
19.锻轨压装部件包括伺服电机73和压装头74,压装头74位于锻轨夹紧部件上方,压装头74与锻轨1同轴设置。压装头74在伺服电机73的驱动下,向下运动抵靠在锻轨1的上端,继续向下运动,带动锻轨夹紧机构向下运动。
20.结合图1、图2,压装机构设置于移动平台3各装置的上方,初始状态时,压装机构位于管接头定位机构的上方,第一气缸启动,将铜环压装机构4移至压装机构下方,安装完铜环后,移动平台3回复到初始状态,管接头定位机构回复到压装机构下方。
21.优选地,铜环压装机构4包括第三气缸41和伸出杆42,以及连接于伸出杆42上的铜环压装座43,铜环压装座43顶部还设置有铜环定位座44,铜环压装座43与铜环定位座44同轴,铜环定位座44的高度与待安装铜环厚度相同;进一步地,铜环压装座43外径与锻轨1管口内径相适配,铜环定位座44上安放着随着铜环压装座43伸入锻轨1管内被安装的铜环。铜环定位座44上设置有升降高度感应部件,该升降高度感应部件与plc连接,plc与报警部件连接。优选地,该升降高度感应部件常用smc磁性开关。
22.在铜环定位座44上放置待安装铜环,启动第一气缸推动移动平台3,将铜环压装机构4移动至压装机构的锻轨夹紧部件中的锻轨(1)的下方,第三气缸41启动,伸出杆42顶着铜环压装座43伸入到锻轨1管口内部,铜环定位座44上的铜环也随之进入锻轨1内部,被送到指定位置(如:管口内的台阶部),因为铜环压装机构4的第三气缸41与plc连接,plc预设第三气缸的上升高度,在铜环定位座44上设置升降高度感应部件(如smc磁性开关),该升降高度感应部件与plc连接,plc与报警部件连接。当待安装铜环厚度符合预设要求时,第三气缸41将铜环送到指定位置后,第三气缸41被阻止上升,升降高度感应部件将信号传送至plc,plc控制第三气缸41回落。
23.如果铜环定位座44上没有搁放铜环或搁放的铜环厚度小于预设要求时,第三气缸41的伸出杆42顶着铜环定位座44上升,到达预设位置后第三气缸41没有被阻止而是继续上升超出plc预设的第三气缸41上升高度,升降高度感应部件将位置信号传送至plc,plc将信号传到报警器,就会触发报警,以显示锻轨1内铜环厚度不符合预设要求,铜环可能少装或漏装。
24.移动平台3上还设置有铜环检测机构6,优选地,为减少移动平台3移动给整个系统带来的震动,铜环检测机构6与移动平台3滑动连接;如图2所示,它包括底座61和设置其上
的铜环检测头62,底座61滑动设置在移动平台3上,将底座61上的铜环检测头62推动至压装机构上锻轨1下方的第二气缸与底座61连接。
25.本发明的使用步骤如下:本发明初始状态时,压装机构位于管接头定位机构5的正上方,开始工作后,启动第一气缸,推动移动平台3移动,将铜环压装机构4移动至压装机构的锻轨1下方,与此同时,伺服电机73启动,压装头74向下运动,抵靠锻轨1上端后停住,此时压装头74的作用在于当铜环定位座44将铜环向锻轨1内部上顶的时候,保证锻轨1稳定不向上移,同时也给铜环安装时一个向下的力;第三气缸41启动,将铜环压入锻轨1中,铜环安装完毕后,铜环定位座44从锻轨1管口回落,第一气缸回缩,将移动平台3回复到初始状态,将管接头定位机构5推到锻轨1下方;铜环检测机构6的第二气缸启动,推动底座61向管接头定位机构5方向运动,铜环检测头62伸到锻轨1下方,检测锻轨1是否安装铜环,该步骤仅仅是铜环检测机构6相对于移动平台3的滑动,减少了移动平台3的移动,进而减少了对整个系统的震动影响,对系统的稳定性提高有帮助,进一步降低因系统震动造成铜环安装后脱落的频次。
26.如果检测正常,底座61带动铜环检测头62回到初始位置,伺服电机73再次启动,驱动压装头74继续向下运动,压迫锻轨夹紧机构向下滑动,带动锻轨1向下运动,将锻轨1下端压入管接头定位机构5,完成管接头的安装。
27.综上所述仅为本发明的较佳实施例而已,并非用来限定本发明的实施范围。即凡依本发明申请专利范围的内容所作的等效变化与修饰,都应为本发明的技术范畴。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。