1.本发明涉及油烟机蜗壳加工技术领域,尤其涉及一种蜗壳组装设备及其组装方法。
背景技术:
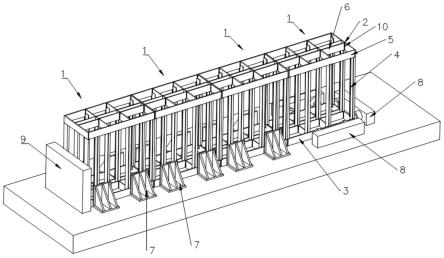
2.如图11、图12所示,油烟机风道蜗壳包括围板100、设于所述围板100一侧的上侧板300、及设于所述围板另一侧的下侧板200。目前,蜗壳组装采用人工装配,一方面,人工成本较高,另一方面,因经验不同导致装配质量不能满足出厂要求,需要返工能降低加工效率。另外,因人工装配采用多工位进行,占地空间较大。
技术实现要素:
3.本发明的目的在于提供一种能够自动化装配的蜗壳组装设备及其组装方法。
4.本发明的技术方案是:一种蜗壳组装设备包括设备机架及设于所述设备机架上的滚圆机构、围板上料机构、下侧板上料机构、上侧板上料机构、压合机构、侧压组件、驱动机构和下料机构;
5.所述设备机架的一端设有围板上料机构,另一端设有上侧板上料机构,所述压合机构位于所述围板上料机构与上侧板上料机构之间,所述滚圆机构位于所述围板上料机构的旁侧并能向所述压合机构的方向正负位移,所述侧压组件位于上侧板上料机构的同一侧并朝向所述压合机构设置;所述滚圆机构能向所述压合机构的方向正负位移;所述下侧板上料机构设于压合机构和滚圆机构之间;所述下料机构滑动设于所述上侧板上料机构的对应位置上;
6.所述压合机构上设有呈相对设置的两个组装工位,所述压合机构能相对于所述设备机架旋转,使其上的两个组装工位在滚圆机构和侧压组件之间位置变换,所述驱动机构用以驱动所述压合机构旋转及驱动所述侧压组件和滚圆机构位移。
7.优选的,所述滚圆机构包括第一基座、第一旋转驱动件、第一升降驱动件、压板、滚筒、定位件、滚模和滚圆;
8.所述第一基座沿x方向滑动设于所述设备机架上,所述第一基座朝向压合机构的端面上设置所述滚圆,所述滚圆的径向端面上固定所述滚模;所述滚模上设有用于固定围板的定位件,所述定位件远离围板上料机构的一端设置;所述第一旋转驱动件与所述滚圆驱动连接;所述第一升降驱动件竖向安装在所述第一基座的上端,所述第一升降驱动件的动力输出端与压板连接,所述压板的末端转动连接有所述滚筒,所述滚筒位于滚模的上方。
9.优选的,所述下侧板上料机构包括第二基座、第一位移驱动组件、第一臂、第二臂、第三臂、第二旋转驱动组件和第一吸盘;
10.所述第二基座固设于所述设备机架上,所述第二基座上设有沿y方向位移的第一位移驱动组件,所述第一臂的一端与所述第一位移驱动组件连接,另一端与第二臂连接,所述第二臂竖向设置且在其末端铰接所述第三臂,所述第一吸盘设于所述第三臂的末端,所
述第二旋转驱动组件与第二臂和第三臂的铰接点连接,用以驱动所述第三臂及其上的第一吸盘向压合机构侧弯折或向设备机架侧展开。
11.优选的,所述第二旋转驱动组件包括第一电机、转轴、驱动齿轮、从动齿轮和同步带;
12.所述第一电机安装在所述第二臂的外侧壁上,所述第一电机的驱动轴伸入所述第二臂内并设置所述驱动齿轮,所述第三臂和第二臂通过转轴铰接,并在所述转轴上设置从动齿轮,所述同步带连接所述驱动齿轮和从动齿轮。
13.优选的,所述第一吸盘上设有多个销轴和吸盘,通过轴孔定位的方式将多个销轴与蜗壳的侧板上的孔适配,再通过吸盘端面吸附的方式吸取蜗壳的侧板。
14.优选的,所述上侧板上料机构包括第三基座、第二位移驱动组件、第四臂、第五臂、第三旋转驱动组件和第二吸盘;
15.所述第三基座固定于所述设备机架上,所述第三基座上设有沿y方向位移的第二位移驱动组件,所述第四臂的一端与所述第二位移驱动组件连接,另一端与所述第五臂铰接,所述第二吸盘设于第五臂的末端,所述第三旋转驱动组件与所述第四臂和第五臂的铰接点连接,用以驱动所述第五臂及其上的第二吸盘向压合机构侧弯折或向设备机架侧展开。
16.优选的,所述下料机构包括第六臂、第七臂、第三吸盘、第三位移驱动组件和第四旋转驱动组件;
17.所述第三位移驱动组件设置在第三基座上并沿y方向位移,所述第六臂的一端与第三位移驱动组件连接,另一端与第七臂铰接,所述第三吸盘固设于所述第七臂的末端,所述第四旋转驱动组件与第六臂和第七臂的铰接点连接,用以驱动所述第七臂及其上的第三吸盘向压合机构侧弯折或向设备机架侧展开。
18.优选的,所述驱动机构包括第五旋转驱动组件;所述压合机构包括第四基座、整形组件、脱模组件、限位组件和定位组件;
19.所述第五旋转驱动组件安装在所述设备机架上并与所述第四基座驱动连接,所述第四基座上设有呈相对设置的两个组装工位,每个组装工位上设置一个整形组件、脱模组件和外形与蜗壳适配的定位组件,所述定位组件设置在所述第四基座的外侧壁上,所述整形组件在所述第四基座的外侧壁上并相对于定位组件的径向方向正负位移,所述脱模组件设置所述第四基座内部并相对于定位组件的轴向正负位移。
20.优选的,所述压合机构还包括用于对其旋转进行限位的限位组件,所述限位组件包括第二升降驱动件、定位舌、固定块和缓冲杆,所述缓冲杆在压合机构旋转极限位置上与设备机架固定,所述固定块固定在第四基座的底部,所述第二升降驱动件的驱动端连接所述定位舌,当压合机构旋转使固定块与缓冲杆接触时,所述第二升降驱动件驱动定位舌运动以抵接所述固定块。
21.本发明还提供一种上述蜗壳组装设备的组装方法,包括:
22.步骤1,围板上料:
23.步骤1.1,启动围板上料机构,通过采用端面吸取的方式将存放区中一块围板吸取放置在滚圆机构上,并将围板进入至滚圆机构的前端锁定;围板上料机构退回再重新取下一块围板;
24.步骤1.2,启动滚圆机构,将围板滚压成圆形;
25.步骤2,下侧板上料与安装:
26.步骤2.1,启动下侧板上料机构,通过采用轴孔定位和端面吸取的方式将下侧板自存放区移动至压合机构的组装工位a处;
27.步骤2.2,下侧板上料机构的末端旋转,使下侧板正对组装工位a;
28.步骤2.3,下侧板上料机构的末端水平伸长,将下侧板安装在组装工位a处并定位;下侧板上料机构退回再重复取料;
29.步骤3,安装围板:
30.步骤3.1,滚圆机构向压合机构的方向位移,将围板安装在组装工位a处的下侧板上并压合固定;
31.步骤3.2,滚圆机构退回再重复滚压下一块围板;
32.步骤3.3,启动压合机构对围板进行径向压合整形;
33.步骤4,压合机构进行工位切换:
34.步骤4.1,压合机构旋转180
°
,使组装工位a位于侧压组件一侧,组装工位b位于滚圆机构一侧,对组装工位b重复步骤1-3;
35.步骤4.2,启动上侧板上料机构,通过采用轴孔定位和端面吸取的方式将上侧板自存放区移动至压合机构的组装工位b处;
36.步骤4.2,上侧板上料机构的末端旋转,使上侧板正对组装工位a;
37.步骤4.3,上侧板上料机构的末端水平伸长,将上侧板安装在组装工位a的围板上进行初步压合;上侧板上料机构退回再重复取料;
38.步骤4.4,启动侧压组件,使其向组装工位a的方向位移,直至抵接上侧板进行定位压合;完成一个蜗壳的组装;
39.步骤5,蜗壳下线:
40.步骤5.1,启动下料机构,使下料机构以同上侧板上料机构运动的方式将组装工位a上组装完成的蜗壳自组装工位a取出并置于下料区;
41.步骤6,重复上述步骤4、5,完成第二个蜗壳的组装;
42.重复步骤1~6,直至组装完成批次蜗壳。
43.与相关技术相比,本发明的有益效果为:所述蜗壳组装设备更简便、能耗低、效率高、占地小,对环境无污染的无人化自动组装设备,产品的外形及结构性能符合要求的蜗壳组装自动化设备。
附图说明
44.图1为本发明提供的蜗壳组装设备一种视角的结构示意图;
45.图2为本发明提供的蜗壳组装设备另一种视角的结构示意图;
46.图3为滚圆机构的结构示意图;
47.图4为下侧板上料机构中去除第二基座和第一位移驱动件的结构示意图;
48.图5为图4中的去除第二臂中的两个侧壁的示意图;
49.图6为上侧板上料机构和下料机构的结构示意图;
50.图7为压合机构的立体结构示意图;
51.图8为压合机构的仰视且去除底板的结构示意图;
52.图9为压合机构中的限位组件的安装示意图;
53.图10为压合机构中定位组件的安装部位的局部放大示意图;
54.图11为蜗壳的组装前的分解结构示意图;
55.图12为蜗壳组装后的结构示意图。
具体实施方式
56.以下将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
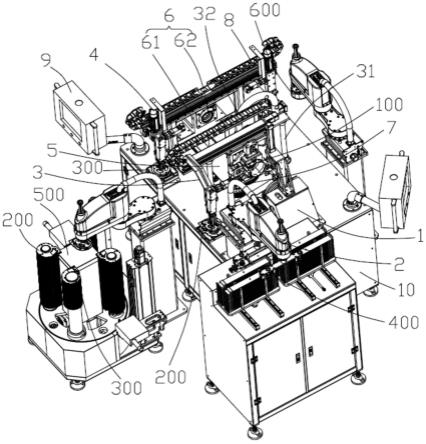
57.如图1、图2所示,本实施例提供的一种蜗壳组装设备包括滚圆机构1、围板上料机构2、下侧板上料机构3、上侧板上料机构4、压合机构5、侧压组件6、驱动机构7、下料机构8、控制系统9和设备机架10。
58.所述设备机架10的一端设有围板上料机构2,另一端设有上侧板上料机构4,所述压合机构5位于所述围板上料机构2与上侧板上料机构4之间,所述滚圆机构1位于所述围板上料机构2的旁侧并能向所述压合机构5的方向正负位移,所述侧压组件6位于上侧板上料机构4的同一侧并朝向所述压合机构5设置。所述滚圆机构1能向所述压合机构5的方向正负位移。所述下侧板上料机构3设于压合机构5和滚圆机构1之间;所述下料机构8滑动设于所述上侧板上料机构4的对应位置上。
59.所述压合机构5上设有呈相对设置的两个组装工位a、b,所述压合机构5能相对于所述设备机架10旋转,使其在滚圆机构1和侧压组件6之间位置变换,所述驱动机构7用以驱动所述压合机构5旋转及驱动所述侧压组件6和滚圆机构1位移。
60.如图2、图3所示,所述滚圆机构1包括第一基座10、第一旋转驱动件12、第一升降驱动件13、压板14、滚筒15、定位件16、滚模17和滚圆18。
61.所述设备机架1上与滚圆机构1和侧压组件6的对应位置上设有沿x方向延伸的滑轨。所述第一基座10与所述滑轨配合。所述第一基座10朝向压合机构5的端面上设置所述滚圆18,所述滚圆18的径向端面上固定所述滚模17。所述滚圆18与滚模17的直径逐渐递减,所述滚模17的直径与围板的内径匹配,所述滚圆18的端侧用于对安装的下侧板形成侧压,即滚圆机构1集围板成型和下侧板侧压两种功能于一体。
62.所述滚模17上设有用于固定围板的定位件16。所述定位件16远离围板上料机构2的一端设置。所述定位件16采用铰接的方式固定在滚模17。围板初始状态为板状结构,输送前定位件16翻开,输入后将定位件16旋转盖合在围板上卡接固定。
63.所述第一旋转驱动件12为电机,其电机轴与所述滚圆18驱动连接。所述第一升降驱动件13为气缸,竖向安装在所述第一基座10的上端,其驱动杆与压板14连接,所述压板14的末端转动连接有所述滚筒15,所述滚筒15位于滚模17的上方。当围板被定位件16固定后,启动第一升降驱动件13下降,使滚筒15在定位件16靠近围板上料机构2一侧压住围板的上端面。启动第一旋转驱动件12,在定位件16和压板14的作用下将围板滚成圆形。
64.如图1所示,所述围板上料机构2包括第五基座21、机械手22和第四吸盘23。所述第
五基座21固设在设备机架10上,所述机械手22设于所述第五基座21上,所述机械手22为外购件,其末端设有用于吸取围板100的第四吸盘23。所述设备机架10的旁侧设置为围板存放区400,围板100以叠放的方式便于第四吸盘23取件。所述围板上料机构2将围板100放置在滚筒机构1上并当定位件16固定后再退回。
65.所述设备机架10的旁侧还设有侧板存放区500,所述侧板存放区500位于上侧板上料机构4与下侧板上料机构3之间。并在侧板存放区500与设备机架10之间设置机械手,该机械手用于分别将上侧板放置在设备机架10的上侧板上料区,供上侧板上料机构4取件,将下侧板放置在设备机架10的下侧板上料区,供下侧板上料机构3取件。
66.如图1、图4所示,所述下侧板上料机构3包括第二基座31、第一位移驱动组件32、第一臂33、第二臂34、第三臂35、第二旋转驱动组件36和第一吸盘37。
67.所述第二基座31固设于所述设备机架10上,所述第二基座31上设有沿y方向位移的第一位移驱动组件32,所述第一臂33的一端与所述第一位移驱动组件32连接,另一端与第二臂34连接,所述第二臂34竖向设置且在其末端铰接所述第三臂35,所述第一吸盘37设于所述第三臂35的末端,所述第二旋转驱动组件36与第二臂34和第三臂35的铰接点连接,用以驱动所述第三臂35及其上的第一吸盘37向压合机构5侧弯折或向设备机架10侧展开。
68.所述第一吸盘37上设有多个销轴和吸盘,通过轴孔定位的方式将多个销轴与蜗壳的侧板上的孔适配,再通过吸盘端面吸附的方式吸取蜗壳的侧板。因需实现自动化装配,因此对位置精度要求较高,一方面靠存放时的位置保证,另一方面则靠取件抓手保证,再结合机械手示教实现。先采用轴孔定位的方式对侧板进行位置找正,以保证精度要求,再采用吸取的方式方便将侧板安装在压合机构5上时不会因为抓手释放而导致位置发生偏差。
69.如图5所示,所述第二旋转驱动组件36包括第一电机361、转轴362、驱动齿轮363、从动齿轮364和同步带365。
70.所述第一电机361安装在所述第二臂34的外侧壁上,所述第一电机361的驱动轴伸入所述第二臂34内并设置所述驱动齿轮363,所述第三臂35和第二臂34通过转轴362铰接,并在所述转轴362上设置从动齿轮364,所述同步带365连接所述驱动齿轮363和从动齿轮364。所述第三臂35为伸缩气缸。
71.所述下侧板上料机构3的动作原理为,先启动第一位移驱动组件32(伺服模组等)将第一臂33移动自上料区,该移动过程中,第三臂35和第一吸盘37处于垂直状态。第三臂35伸长,使第一吸盘37吸取下侧板200,第三臂35缩回。第一位移驱动组件32件第一臂33位移自压合机构5的组装工位a侧停止。启动第一电机361,驱动所述驱动齿轮363转动,由此通过同步带365带动从动齿轮365转动,从而使第三臂35向组装工位a的反向弯折。当下侧板200位置正对压合机构5时,第三臂35伸长,将下侧板200定位放置在压合机构5中。第三臂35依次缩回再展开。
72.如图1、图6所示,所述上侧板上料机构4包括第三基座41、第二位移驱动组件42、第四臂43、第五臂44、第三旋转驱动组件46和第二吸盘45。
73.所述第三基座41固定于所述设备机架10上,所述第三基座41的一端设有沿y方向位移的第二位移驱动组件42。所述第四臂43的一端与所述第二位移驱动组件42连接,另一端与所述第五臂44铰接,所述第二吸盘45设于第五臂44的末端,所述第三旋转驱动组件46与所述第四臂43和第五臂44的铰接点连接,用以驱动所述第五臂44及其上的第二吸盘45向
压合机构5侧弯折或向设备机架10侧展开。
74.所述第三旋转驱动组件46的结构原理与第二旋转驱动组件36的结构原理相同。
75.所述上侧板上料机构4的动作原理与下侧板上料机构3的动作原理相同。
76.所述下料机构8包括第六臂81、第七臂82、第三吸盘83、第三位移驱动组件84和第四旋转驱动组件85。
77.所述第三位移驱动组件84设置在第三基座41的另一端并沿y方向位移。所述第六臂81的一端与第三位移驱动组件84连接,另一端与第七臂82铰接,所述第三吸盘83固设于所述第七臂82的末端,所述第四旋转驱动组件85与第六臂81和第七臂82的铰接点连接,用以驱动所述第七臂82及其上的第三吸盘83向压合机构5侧弯折或向设备机架10侧展开。如图6所示,所述第三吸盘83的外径小于蜗壳600的上侧板上的内孔直径,以使第三吸盘83伸入蜗壳600内部吸取下侧板,将整个蜗壳600吸取下线。
78.所述第四旋转驱动组件85的结构原理与第二旋转驱动组件36的结构原理相同。
79.所述下料机构8的动作原理与下侧板上料机构3的动作原理相同。所述下料机构8用于将安装好的蜗壳600放置在设备机架10的下料区,再有下料区旁侧的机械手抓取装箱。
80.如图1所示,所述驱动机构7包括第五旋转驱动组件71、伺服电机组、正反牙丝杠传动副组。所述第五旋转驱动组件71包括伺服电机和连接于电机轴上的主动齿轮。
81.如图1、图2、图7所示,所述压合机构5包括第四基座51、整形组件52、脱模组件53、限位组件54、定位组件55和压模56。
82.所述第四基座51为中空的箱型结构,其上设有相对设置的组装工位a和组装工位b。所述第四基座51的底部固定有转轴,该转轴穿过设备机架的顶板,并在该转轴上固设与所述第五旋转驱动组件71中的主动齿轮啮合的从动齿轮。通过伺服电机驱动第四基座51正负180
°
旋转。
83.所述第四基座51的旋转通过所述限位组件54进行限位。如图9所示,所述限位组件54包括第二升降驱动件541、定位舌542、固定块543和缓冲杆544。所述缓冲杆544在压合机构5的两个旋转极限位置上与设备机架10的固定,所述固定块543固定在第四基座51的底部,所述第二升降驱动件541的驱动端连接所述定位舌542,当压合机构5旋转使固定块543与缓冲杆544接触时,所述第二升降驱动件541驱动定位舌542运动以抵接所述固定块543。当需要第四基座51需要转动时,第二升降驱动组件541带动定位舌542缩回,释放对固定块543的抵接。所述缓冲杆544为油压缓冲螺栓。
84.如图7、图8、图9所示,所述第四基座51上的每个组装工位上设置一个整形组件52、脱模组件53和外形与蜗壳适配的定位组件55。所述定位组件55的外形与蜗壳匹配,所述定位组件55用于定位下侧板200。所述定位组件55的外周设有凹槽,因凹槽凹陷的结构特点,其侧壁还能够定位围板。所述定位组件55设置在所述第四基座51的外侧壁上,所述整形组件52在所述第四基座51的外侧壁上并相对于定位组件55的径向方向正负位移。所述整形组件52为在第四基座51的外侧壁上设置的三个气缸,每个气缸杆上设有整形块521,所述整形块521的末端为内凹的弧形,三个整形块521形成围板的外形。当围板安装在定位组件55上后,通过三个气缸同时伸长,以通过整形块521对围板进行整形和与下侧板的安装定位。
85.如图8所示,所述脱模组件53设置在所述第四基座51内部,其包括一个气缸和三个推杆,所述气缸的伸缩杆和三个推杆的一端均通过一块圆形中空的连接板固定,三个推杆
穿过所述第四基座51的侧壁,当气缸动作时,驱动推杆伸出,以将安装好后的蜗壳脱模,以便于下料机构8抓取。
86.如图1、图2所示,所述侧压组件6包括第六基座61和侧压座62。所述第六基座61的底部通过设置在设备机架10上的滑轨连接,通过所述滑轨使侧压组件6能沿y方向压合机构5的方向位移。所述第六基座61靠近压合机构5的端面上设置所述侧压座62。所述侧压座62为凸伸的圆筒状,与蜗壳的侧板外形匹配。
87.如图11所示,所述围板100上设有多个插齿101,所述上侧板300和下侧板200上设有与所述插齿101配合的插孔。如图10所示,所述定位组件55的外周的凹槽中设有压模56,所述压模56沿定位组件55呈圆周均布多个。所述压模56朝向围板100的一侧为斜面。当围板100的插齿101插装在下侧板200上的插孔时,继续施加压合力,使围板100的插齿101沿压模56的斜面向侧板弯折一定角度,使抓取下料过程中侧板不易掉落,另外,也利于后道压紧工序的成型。
88.同样,侧压座62上设于与压模56同样功能的斜面,该斜面为呈圆周的倒角。当上侧板200通过上侧板上料机构4插装在围板100对应的插齿101上时,侧压组件6驱动侧压座62,使其上的斜面倒角将围板101上的插齿101向上侧板200方向弯折一定角度。
89.所述驱动机构7的伺服电机组设置在设备机架10内并位于滚圆机构1和侧压组件6的中部。所述正反牙丝杠传动副组中的正牙丝杆与伺服电机组和滚圆机构1连接,所述正反牙丝杠传动副组中的反牙丝杆与伺服电机组和侧压组件6连接,通过伺服电机同时驱动正反牙丝杆,以使滚圆机构1和侧压组件6同时向压合机构5靠近或远离。另外,也可以根据实际工作节拍,将滚圆机构1和侧压组件6设计为不同步位移,新增一套伺服电机和丝杆即可。
90.所述控制系统9主要有操作按钮盒组件、触摸屏控制箱、plc及高低压电气元件和传感器等部件组成。
91.如图1、图2所示,本发明还提供述一种上述蜗壳组装设备的组装方法,包括以下步骤:
92.步骤1,围板上料:
93.步骤1.1,启动围板上料机构2,通过采用端面吸取的方式将存放区中一块围板100吸取放置在滚圆机构1上,并将围板100进入至滚圆机构1的前端锁定;围板上料机构2退回再重新取下一块围板100;
94.步骤1.2,启动滚圆机构1,将围板100滚压成圆形。
95.步骤2,下侧板上料与安装:
96.步骤2.1,启动下侧板上料机构3,通过采用轴孔定位和端面吸取的方式将下侧板200自存放区移动至压合机构5的组装工位a处;
97.步骤2.2,下侧板上料机构3的末端旋转,使下侧板200正对组装工位a;
98.步骤2.3,下侧板上料机构3的末端水平伸长,将下侧板200安装在组装工位a处并定位;下侧板上料机构3退回再重复取料。
99.步骤3,安装围板:
100.步骤3.1,滚圆机构1向压合机构5的方向位移,将围板100安装在组装工位a处的下侧板200上并压合固定。若是采用滚圆机构1与侧压组件6同步运行,则侧压组件6要么在组装工位没有安装侧板的情况下空载运行,要么在安装侧板的情况下与滚圆机构1同步运行
时将侧板与围板压合;
101.步骤3.2,滚圆机构1退回再重复滚压下一块围板100;
102.步骤3.3,启动压合机构5对围板100进行径向压合整形。
103.步骤4,压合机构5进行工位切换:
104.步骤4.1,压合机构5旋转180
°
,使组装工位a位于侧压组件6一侧,组装工位b位于滚圆机构1一侧,对组装工位b重复步骤1-3;
105.步骤4.2,启动上侧板上料机构4,通过采用轴孔定位和端面吸取的方式将上侧板300自存放区移动至压合机构5的组装工位b处;
106.步骤4.2,上侧板上料机构4的末端旋转,使上侧板300正对组装工位a;
107.步骤4.3,上侧板上料机构4的末端水平伸长,将上侧板300安装在组装工位a的围板100上进行初步压合;上侧板上料机构4退回再重复取料;
108.步骤4.4,启动侧压组件6,使其向组装工位a的方向位移,直至抵接上侧板300进行定位压合;完成一个蜗壳的组装。如滚圆机构1与侧压组件6设计为同步运行时,则侧压组件6进行侧压时,滚圆机构1安装下一个围板。
109.步骤5,蜗壳下线:
110.步骤5.1,启动下料机构8,使下料机构8以同上侧板上料机构4的运动方式将组装工位a上组装完成的蜗壳自组装工位a取出并置于下料区;组装后的蜗壳如图12所示;
111.步骤6,重复上述步骤4、5,完成第二个蜗壳的组装;
112.重复步骤1~6,直至组装完成批次蜗壳。
113.本发明提供的蜗壳组装设备能一次上料装夹完成蜗壳组件的组装,且能实现自动上下料。
114.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。