1.本发明涉及服务器机箱零件加工技术领域,更具体地说,涉及一种服务器机箱零件自动铆压退模装置及方法。
背景技术:
2.服务器机箱零件加工时常需要涉及铆压工序,常规的片状零件采用现有的铆压模直接进行加工即可,但是对于服务器硬盘支架这样的框形件的顶部位置铆压加工,现有的铆压模是无法进行加工的,需要设计一种特殊的针对服务器硬盘支架这样的框形件加工的铆压模具。
技术实现要素:
3.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种服务器机箱零件自动铆压退模装置及方法。
4.本发明解决其技术问题所采用的技术方案是:
5.构造一种服务器机箱零件自动铆压退模装置,其中,包括上模和下模,所述下模包括下模板,所述下模板上设置有下垫板,所述下垫板上设置有固定工件的治具板和对所述治具板两侧的左定位块和右定位块,所述下垫板上设置有下垫块,所述下垫块上设置有伸入工件的框形内部的铆压底板,所述铆压底板上设置避让工件上支撑板的避让槽;所述下模板上设置有顶升所述铆压底板的顶升组件;所述上模上设置有与所述铆压底板配合的铆压块。
6.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述下垫板上设置有向前侧延伸的两个延伸板,所述左定位块和所述右定位块均设置有对所述治具板侧边进行定位的定位槽;两个所述延伸板、所述左定位板上的定位槽以及所述右定位板上的定位槽围合构成供所述治具板的滑槽。
7.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述治具板的后端设置有多个开槽,所述下垫块上设置有多个一一对应伸入所述开槽的到位感应器;所述治具板的前侧设置有拉动把手或者所述下模上设置有带动所述治具板横移的横移组件。
8.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述下模板上设置有多个导向柱,所述上模上设置有多个与所述导向柱配合的导向轴承。
9.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述下垫块上设置有多个定位柱,所述铆压底板上设置有与所述定位柱配合的定位孔;所述顶升组件包括设置在所述下模板上的多个顶升气缸,所述下垫块上设置有与所述顶升气缸配合的过孔。
10.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述铆压底板的下表面转动连接设置有支撑杆,所述支撑杆与所述铆压底板连接点位于所述铆压块正下方,所述下垫块上设置有与所述支撑杆配合的容纳槽,所述容纳槽的内底部滑动设置有滑块,所述滑块与所述支撑杆端部转动连接;顶升气缸的顶升杆的外表面设置有外螺纹;所述下垫块
转动连接设置有凸轮,所述凸轮的中心开孔且孔内壁设置有与所述外螺纹配合的内螺纹,所述顶升杆移动至最高位置时,所述凸轮旋转至顶住所述滑块。
11.本发明所述的服务器机箱零件自动铆压退模装置,其中,所述容纳槽内设置有为所述滑块滑动后复位的复位弹簧。
12.一种服务器机箱零件自动铆压退模方法,应用于如上述的服务器机箱零件自动铆压退模装置,其实现方法如下:
13.将工件固定在治具板上后,将治具板推入下垫板上的铆压加工位置,此时铆压底板相对伸入工件的框形内部;
14.顶升组件运行带动铆压底板上升至贴紧工件的框形的内底部;
15.上模下行,带动铆压块下行与铆压底板配合对工件进行铆压加工,加工完成后开模,治具板退出下模。
16.本发明的有益效果在于:将工件固定在治具板上后,将治具板推入下垫板上的铆压加工位置,此时铆压底板相对伸入工件的框形内部;顶升组件运行带动铆压底板上升至贴紧工件的框形的内底部限制其移动;上模下行,带动铆压块下行与铆压底板配合对工件进行铆压加工,加工完成后开模,治具板退出下模;应用本技术的改进型铆压模具可以针对服务器硬盘支架这样的框形件的顶部位置铆压加工,且加工效率高。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
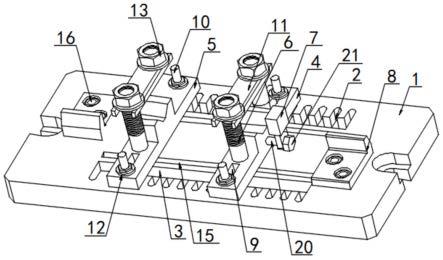
18.图1是本发明较佳实施例的服务器机箱零件自动铆压退模装置结构示意图;
19.图2是本发明较佳实施例的服务器机箱零件自动铆压退模装置背面结构示意图;
20.图3是本发明较佳实施例的服务器机箱零件自动铆压退模装置隐藏上模的结构示意图;
21.图4是本发明较佳实施例的服务器机箱零件自动铆压退模装置隐藏上模的后侧结构示意图;
22.图5是本发明较佳实施例的服务器机箱零件自动铆压退模装置隐藏上模、铆压底板的结构示意图;
23.图6是本发明较佳实施例的服务器机箱零件自动铆压退模装置支撑杆支撑结构原理图。
具体实施方式
24.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
25.本发明较佳实施例的服务器机箱零件自动铆压退模装置,如图1所示,包括上模1和下模2,下模2包括下模板20,下模板20上设置有下垫板21,下垫板21上设置有固定工件的
治具板22和对治具板22两侧的左定位块23和右定位块24,下垫板21上设置有下垫块25,下垫块25上设置有伸入工件的框形内部的铆压底板26,铆压底板26上设置避让工件上支撑板的避让槽260;下模板20上设置有顶升铆压底板26的顶升组件;上模1上设置有与铆压底板26配合的铆压块10;
26.将工件3固定在治具板22上后,将治具板22推入下垫板21上的铆压加工位置,此时铆压底板26相对伸入工件3的框形内部;顶升组件运行带动铆压底板26上升至贴紧工件3的框形的内底部限制其移动;上模1下行,带动铆压块10下行与铆压底板26配合对工件3进行铆压加工,加工完成后开模,治具板22退出下模;应用本技术的改进型铆压模具可以针对服务器硬盘支架这样的框形件的顶部位置铆压加工,且加工效率高。
27.优选的,下垫板21上设置有向前侧延伸的两个延伸板27,左定位块23和右定位块24均设置有对治具板22侧边进行定位的定位槽230;两个延伸板27、左定位板23上的定位槽以及右定位板24上的定位槽围合构成供治具板22的滑槽;通过该种结构设计,为治具板的移动进行定位,保障治具板进入模具精度,结构也十分的简洁,成本低。
28.优选的,治具板22的后端设置有多个开槽220,下垫块25上设置有多个一一对应伸入开槽220的到位感应器253;治具板22的前侧设置有拉动把手221或者下模上设置有带动治具板22横移的横移组件;结构简洁,方便进行治具板位置的精确确定,避免合模时出现错误。
29.为保障合模精度,通常的下模板20上设置有多个导向柱,上模1上设置有多个与导向柱配合的导向轴承,此为常规设计,此处不作赘述。
30.优选的,下垫块25上设置有多个定位柱,铆压底板26上设置有与定位柱配合的定位孔;顶升组件包括设置在下模板上的多个顶升气缸28,下垫块25上设置有与顶升气缸配合的过孔;结构简洁,顶升可靠性好。
31.优选的,铆压底板26的下表面转动连接设置有支撑杆262,支撑杆262与铆压底板26连接点位于铆压块10正下方,下垫块25上设置有与支撑杆262配合的容纳槽250,容纳槽250的内底部滑动设置有滑块251,滑块251与支撑杆262端部转动连接;顶升气缸28的顶升杆280的外表面设置有外螺纹;下垫块25转动连接设置有凸轮252,凸轮252的中心开孔且孔内壁设置有与外螺纹配合的内螺纹,顶升杆280移动至最高位置时,凸轮252旋转至顶住滑块251,容纳槽250内设置有为滑块251滑动后复位的复位弹簧254;
32.运行时,在治具板伸入到铆压工位时,顶升气缸28运行,顶升杆280向上伸出,带动铆压底板26上升的同时通过外螺纹和内螺纹的配合带动凸轮252转动,铆压底板26上升会带动支撑杆262倾斜,当铆压底板26上升到位时凸轮252的凸起部会顶住滑块251,进而对斜向的支撑杆262的下端形成一个支撑力,形成一个临时的三角结构以对铆压底板26进行支撑,保障铆压时的稳定性,相对的铆压底板26不用做的较厚也可以保障铆压加工的可靠性。
33.一种服务器机箱零件自动铆压退模方法,应用于如上述的服务器机箱零件自动铆压退模装置,其实现方法如下:
34.将工件固定在治具板上后,将治具板推入下垫板上的铆压加工位置,此时铆压底板相对伸入工件的框形内部;
35.顶升组件运行带动铆压底板上升至贴紧工件的框形的内底部;
36.上模下行,带动铆压块下行与铆压底板配合对工件进行铆压加工,加工完成后开
模,治具板退出下模;
37.应用本技术的改进型铆压模具方法可以针对服务器硬盘支架这样的框形件的顶部位置铆压加工,且加工效率高。
38.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。