技术特征:
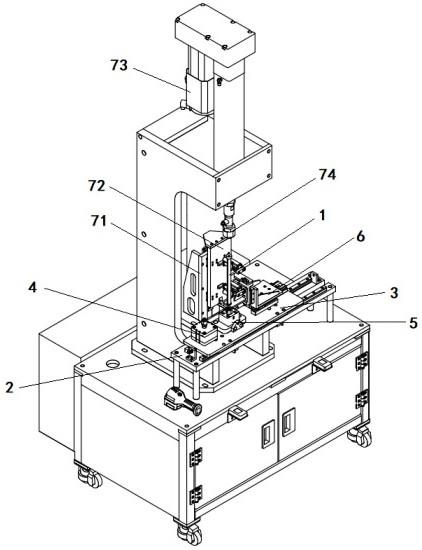
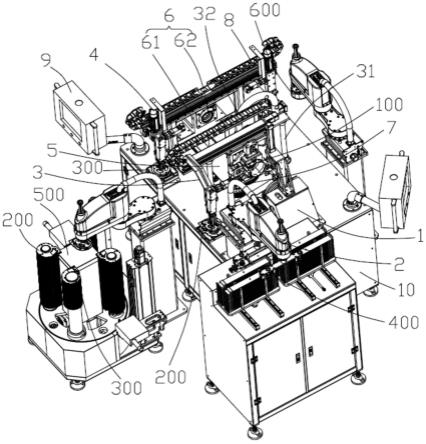
1.一种锻轨铜环及接头自动压装系统,它包括工作台(2)、压装机构、铜环压装机构(4)、管接头定位机构(5)和铜环检测机构(6);压装机构、铜环压装机构(4)、管接头定位机构(5)和铜环检测机构(6)由plc连接控制;工作台(2)台面设置有滑轨,一移动平台(3)通过滑轨与工作台(2)滑动连接,还设置有垂直于工作台台面的固定板(71);其特征在于:铜环压装机构(4)、管接头定位机构(5)和铜环检测机构(6)依次设置在移动平台(3)上,压装机构设置于移动平台(3)上方;压装机构包括滑动连接在固定板(71)上的锻轨夹紧部件和推动锻轨夹紧部件在固定板(71)上升降的锻轨压装部件;推动移动平台(3)并将铜环压装机构(4)移动至锻轨夹紧部件上的锻轨(1)下方的第一气缸与移动平台(3)连接;铜环压装机构(4)包括第三气缸(41)和伸出杆(42),以及连接于伸出杆(42)上的铜环压装座(43),铜环压装座(43)顶部还设置有铜环定位座(44),铜环压装座(43)与铜环定位座(44)同轴,铜环定位座(44)的高度与待安装铜环厚度相同;铜环检测机构(6)包括底座(61)和设置其上的铜环检测头(62),底座(61)滑动设置在移动平台(3)上,将底座(61)上的铜环检测头(62)推动至锻轨夹紧部件上的锻轨(1)下方的第二气缸与底座(61)连接。2.如权利要求1所述的锻轨铜环及接头自动压装系统,其特征在于:铜环压装座(43)外径与锻轨(1)管口内径相适配,铜环定位座(44)上安放着随着铜环压装座(43)伸入锻轨(1)管内被安装的铜环。3.如权利要求2所述的锻轨铜环及接头自动压装系统,其特征在于:铜环定位座(44)上设置有升降高度感应部件,该升降高度感应部件与plc连接,plc与报警部件连接。4.如权利要求1所述的锻轨铜环及接头自动压装系统,其特征在于:锻轨夹紧部件包括底板(72)和设置在底板(72)上的用于夹紧定位锻轨(1)的夹具。5.如权利要求4所述的锻轨铜环及接头自动压装系统,其特征在于:底板(72)通过滑轨与固定板(71)滑动连接。6.如权利要求1所述的锻轨铜环及接头自动压装系统,其特征在于:锻轨压装部件包括伺服电机(73)和压装头(74),压装头(74)位于锻轨夹紧部件上方,压装头(74)与锻轨(1)同轴设置。7.一种锻轨铜环及接头自动压装方法,其特征在于:采用如权利要求1所述的锻轨铜环及接头自动压装系统,其步骤如下:该系统初始状态时,压装机构位于管接头定位机构(5)的正上方,开始工作后,第一步,启动第一气缸,推动移动平台(3)移动,将铜环压装机构(4)移动至锻轨夹紧机构上的锻轨(1)下方,与此同时,锻轨压装部件启动,向下运动,抵靠锻轨(1)上端后停住;第二步,第三气缸(41)启动,将铜环压入锻轨(1)中,铜环安装完毕后,铜环定位座(44)从锻轨(1)管口回落,第一气缸回缩,将移动平台(3)回复到初始状态,将管接头定位机构(5)推到锻轨(1)下方;第三步,铜环检测机构(6)的第二气缸启动,推动底座(61)向管接头定位机构(5)方向运动,铜环检测头(62)伸到锻轨(1)下方,检测锻轨(1)是否安装铜环; 如果检测正常,底座(61)带动铜环检测头(62)回到初始位置;第四步,锻轨压装部件再次启动,压迫锻轨夹紧机构向下滑动,带动锻轨(1)向下运动,
将锻轨(1)下端压入管接头定位机构(5),完成管接头的安装。
技术总结
本发明涉及一种锻轨铜环及接头自动压装系统和方法,它包括工作台、压装机构、铜环压装机构、管接头定位机构和铜环检测机构;压装机构、铜环压装机构、管接头定位机构和铜环检测机构由PLC连接控制;工作台台面设置有滑轨,一移动平台通过滑轨与工作台滑动连接,还设置有垂直于工作台台面的固定板;铜环压装机构、管接头定位机构和铜环检测机构依次设置在移动平台上,压装机构固定设置在固定板上,位于移动平台上方。本发明可以克服现有技术因人工铜环及管接头压装效率过低,参数不可控的技术缺陷。陷。陷。
技术研发人员:杨旭 王东彬 冷俊生 王以胜 蔡伟毅
受保护的技术使用者:赛沃智造(上海)科技有限公司
技术研发日:2022.08.24
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。