1.本发明涉及一种聚醚型聚氨酯软质泡沫塑料(海绵)制作技术领域,尤其指一种适用于汽车高通风型座椅面套制作的高透气性海绵及其制作方法。
背景技术:
2.现有的使用于汽车高通风型座椅面套的高透气性海绵,需要对海绵进行后续的脱膜处理,使海绵的透气性达到200cc/cm2·
s以上(jis k6400-1 7b法)。脱膜工艺由于设备成本、生产效率和合格率的原因成本较高,而且脱膜后产品的机械物性不易管理。同时脱膜后的产品与表皮材料的粘结性能也会显著下降,因此,现有的高透气性海绵及其制作方法还需要进一步改进。
技术实现要素:
3.本发明所要解决的第一个技术问题是针对上述现有技术现状而提供一种通过对海绵透气性的控制,直接使透气性大于等于200cc/cm2·
s,从而无需对海绵进行脱膜处理,就能满足汽车高通气型座椅面套对海绵的要求的高透气性海绵。
4.本发明解决上述技术问题所采用的技术方案为:本高透气性海绵,其特征在于:所述高透气性海绵的配方为,聚醚多元醇60~80份,聚合物多元醇20~40份,水2~5份,发泡稳定剂0.8~1.5份,胺催化剂0.2~0.6份,锡催化剂0.1~0.3份,阻燃剂12~16份,火焰复合添加剂2~4份,甲苯二异氰酸酯50~55份,所述份是指重量份,且聚醚多元醇与聚合物多元醇的总份数为100份。
5.作为改进,所述高透气性海绵的配方具体可优选为,聚醚多元醇70份,聚合物多元醇30份,水4份,发泡稳定剂1份,胺催化剂0.4份,锡催化剂0.15份,阻燃剂14份,火焰复合添加剂3份,甲苯二异氰酸酯53份。
6.进一步改进,所述水可优选为蒸馏水。
7.作为改进,所述配方可优选还包括着色剂0.2~0.6份。
8.进一步改进,所述着色剂可优选为0.4份。
9.本发明所要解决的第二个技术问题是针对上述现有技术现状而提供一种适用于汽车高通风型座椅面套制作的高透气性海绵的制作方法。
10.本发明解决上述技术问题所采用的技术方案为:本应用上述配方的高透气性海绵的制作方法,其特征在于:包括以下步骤,
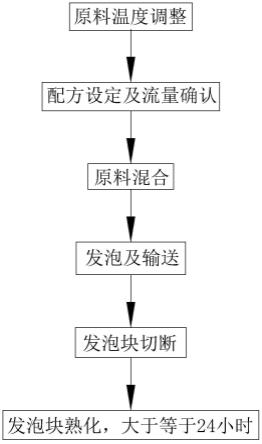
11.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
12.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合发泡;
13.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块
状;
14.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时;即制成高透气性的聚醚型海绵。
15.作为改进,所述发泡机的混合头的搅拌速度可优选为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。
16.作为改进,步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门可优选由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。
17.作为改进,步骤一中聚醚多元醇的原料温度可优选为21℃、聚合物多元醇的原料温度可优选为26℃,甲苯二异氰酸酯的原料温度可优选为21℃。
18.作为改进,所述甲苯二异氰酸酯的进料压力可优选为60bar。
19.与现有技术相比,本发明的优点在于:本技术采用特殊的原料及配方以聚醚多元醇、聚合物多元醇和甲苯二异氰酸酯为主要原料,并辅助添加有水、发泡稳定剂、胺催化剂、锡催化剂、阻燃剂、火焰复合添加剂、甲苯二异氰酸酯、着色剂,发泡后制作得到的海绵既保留了良好的阻燃防火性能,又具有高透气性的特点,直接使透气性大于等于200cc/cm2·
s,从而无需对海绵进行脱膜处理,就能满足汽车高通气型座椅面套对海绵的要求,应用效果好,降低了汽车高通气型座椅面套的制作难度,效率更高;通过本配方制得的高透气性海绵的机械物性稳定,与面套的表皮粘结的强度显著高于脱膜产品;制作海绵前先调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,防止发泡前原料变性,提高原料混合时原料之间的接触效率,实现原料的充分混合、发泡;配方中设置有火焰复合添加剂,制成的海绵在火焰喷射加热时,能改善海绵的熔融状态,使加热处整体热熔并有理想的粘性,能与热熔膜更平整且均匀地贴合在一起。
附图说明
20.图1为本发明实施例的海绵加工流程图。
具体实施方式
21.以下结合附图实施例对本发明作进一步详细描述。
22.第一种实施例的高透气性海绵,配方为,聚醚多元醇80份,聚合物多元醇20份,水5份,发泡稳定剂1.5份,胺催化剂0.6份,锡催化剂0.3份,阻燃剂16份,火焰复合添加剂4份,甲苯二异氰酸酯55份,着色剂0.6份,所述份是指重量份。
23.配方中水为蒸馏水,发泡稳定剂选用聚醚硅氧烷;胺催化剂为常见的为叔胺或季铵盐;锡催化剂选用辛酸亚锡;阻燃剂采用氯烷基亚磷酸酯;火焰复合添加剂采用火焰复合剂fle200,为公知技术;着色剂采用颜料。当然上述助剂也可采用其它助剂,只要能适合应用即可。
24.上述配方的高透气性海绵的制作方法,包括以下步骤,
25.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
26.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合发泡;
27.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块状;
28.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时。
29.发泡机的混合头的搅拌速度为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。发泡机的具体内部结构、切块机的具体结构、发泡块熟化的具体操作流程以及控制电路板的具体电路结构均属于现有技术,故不再详细描述。甲苯二异氰酸酯的进料压力为60bar。
30.第二种实施例的高透气性海绵,配方为,高透气性海绵的配方为,聚醚多元醇60份,聚合物多元醇40份,水2份,发泡稳定剂0.8份,胺催化剂0.2份,锡催化剂0.1份,阻燃剂12份,火焰复合添加剂2份,甲苯二异氰酸酯52份,所述份是指重量份。
31.上述配方的高透气性海绵的制作方法,包括以下步骤,
32.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
33.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合发泡;
34.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块状;
35.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时。
36.发泡机的混合头的搅拌速度为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。发泡机的具体内部结构、切块机的具体结构、发泡块熟化的具体操作流程以及控制电路板的具体电路结构均属于现有技术,故不再详细描述。甲苯二异氰酸酯的进料压力为60bar。
37.第三种实施例的高透气性海绵,配方为,聚醚多元醇80份,聚合物多元醇20份,水2份,发泡稳定剂0.8份,胺催化剂0.2份,锡催化剂0.1份,阻燃剂12份,火焰复合添加剂2份,甲苯二异氰酸酯52份,着色剂0.2份,所述份是指重量份。
38.上述配方的高透气性海绵的制作方法,包括以下步骤,
39.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
40.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合
发泡;
41.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块状;
42.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时。
43.发泡机的混合头的搅拌速度为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。发泡机的具体内部结构、切块机的具体结构、发泡块熟化的具体操作流程以及控制电路板的具体电路结构均属于现有技术,故不再详细描述。甲苯二异氰酸酯的进料压力为60bar。
44.如图1所示,第四种实施例的高透气性海绵,配方为,聚醚多元醇70份,聚合物多元醇30份,水4份,发泡稳定剂1份,胺催化剂0.4份,锡催化剂0.15份,阻燃剂14份,火焰复合添加剂3份,甲苯二异氰酸酯53份,着色剂为0.4份,所述份是指重量份。
45.配方中水为蒸馏水,发泡稳定剂选用聚醚硅氧烷;胺催化剂为常见的为叔胺或季铵盐;锡催化剂选用辛酸亚锡;阻燃剂采用氯烷基亚磷酸酯;火焰复合添加剂采用火焰复合剂fle200,为公知技术;着色剂采用颜料。当然上述助剂也可采用其它助剂,只要能适合应用即可。
46.上述配方的高透气性海绵的制作方法,包括以下步骤,
47.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
48.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合发泡;
49.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块状;
50.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时;即制成高透气性的聚醚型海绵。
51.发泡机的混合头的搅拌速度为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。发泡机的具体内部结构、切块机的具体结构、发泡块熟化的具体操作流程以及控制电路板的具体电路结构均属于现有技术,故不再详细描述。甲苯二异氰酸酯的进料压力为60bar。
52.第五种实施例的高透气性海绵,配方为,聚醚多元醇70份,聚合物多元醇30份,水5份,发泡稳定剂1.5份,胺催化剂0.6份,锡催化剂0.3份,阻燃剂16份,火焰复合添加剂4份,甲苯二异氰酸酯55份,着色剂0.6份,所述份是指重量份。
53.上述配方的高透气性海绵的制作方法,包括以下步骤,
54.一、调整聚醚多元醇、聚合物多元醇以及甲苯二异氰酸酯的原料温度,使聚醚多元
醇的原料温度为19~23℃、聚合物多元醇的原料温度为24~28℃,甲苯二异氰酸酯的原料温度为19~23℃;
55.二、按配方将各个原料送入发泡机中,所述发泡机的混合头搅拌原料使原料混合发泡;
56.三、将发泡后形成的发泡体通过发泡机的输送带送出发泡机至切断机处切断至块状;
57.四、将切断后的发泡块送至发泡块储存架处进行发泡块熟化,熟化时间大于等于24小时。
58.发泡机的混合头的搅拌速度为4300r/min,混合头的压力为1.5bar,输送带的输送速度为5.5m/min。步骤二中配方送入发泡机时,各个原料从对应储罐中进入发泡机时的各个开关阀门由发泡机的控制电路板统一控制,所述控制电路板根据配方调整相应储罐的出料流量。发泡机的具体内部结构、切块机的具体结构、发泡块熟化的具体操作流程以及控制电路板的具体电路结构均属于现有技术,故不再详细描述。甲苯二异氰酸酯的进料压力为60bar。所述单位bar是一个常用的压强单位,1巴(bar)=100千帕。所述的4300r/min是指每分钟4300转。所述的5.5m/min是指每分钟移动5.5米。所谓的透气性大于等于200cc/cm2·
s是指:在每平方厘米的海绵上每秒钟通过的气体大于等于200毫升。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
