1.本发明属于镁合金塑性成形技术领域,具体涉及一种剪切扭转复合挤压变形制备弱织构细晶镁合金棒材的装置及工艺方法。
背景技术:
2.镁合金作为密度最低的金属结构材料,因同时兼备比强度和比刚度高、电磁屏蔽性能优异、摩擦时不起火花、切削加工性和热成形性好、易回收等优点而在汽车、电子、航空航天、军事等领域具有重要的应用价值,被誉为“21世纪的绿色能源材料”。然而,镁合金因其密排六方晶体结构导致室温下仅有两个独立滑移系,无法满足塑性变形要求的von-mises准则,宏观表现为难以变形,室温力学性能差。同时,镁合金独特的结构特点往往导致其在加工过程中形成形变织构,如轧制或挤压会形成典型的基面织构,织构会导致镁合金出现各向异性和拉压不对称现象,这将限制镁合金在各项领域中的应用。
3.剧烈塑性变形可以有效细化晶粒,改善镁合金的各项力学性能,如通过等通道转角挤压(ecap)、高压扭转(hpt)、往复挤压可以得到高强度、高塑性的镁合金材料,但实际操作复杂,不易实现连续化,样品尺寸较小,很难实现工业化生产。因此,亟待发明一种连续化大尺寸加工变形工艺及方法来制备弱织构细晶高性能镁合金,拓展其应用范围。
技术实现要素:
4.本发明的目的是提供一种剪切扭转复合挤压变形制备弱织构细晶镁合金棒材的装置及方法,通过该装置连续引入不同角度的剪切变形同时通过挤压下压传动引入扭转变形,达到细化晶粒、弱化基面织构、制备高性能镁合金的目的。
5.本发明提供了如下技术方案:一种制备弱织构细晶镁合金棒材的装置,包括冲头、挤压凹模、扭转凹模,冲头安装在竖向滑动机构的动作端上,扭转凹模连接转矩输入机构、随冲头下行同步转动;挤压凹模内设置有变截面弯曲通道,扭转凹模内设置有扭转变截面通道;变截面弯曲通道从上至下依次包括入口通道、第ⅰ挤压通道、等径的过渡通道、第ⅱ挤压通道;入口通道是与冲头适配的柱体凹腔;第ⅰ挤压通道内入口侧和出口侧向中间收缩形成一个窄喉,第ⅱ挤压通道两端向中间收缩至一个窄喉;过渡通道包括呈拐角连接的第ⅰ过渡通道、第ⅱ过渡通道和第ⅲ过渡通道,第ⅰ过渡通道、第ⅱ过渡通道和第ⅲ过渡通道两两之间通过弯头通道连接,第ⅰ过渡通道与第ⅰ挤压通道通过弯头通道连接,第ⅲ过渡通道与第ⅱ挤压通道通过弯头通道连接;第ⅱ挤压通道直通扭转变截面通道,扭转变截面通道的下方设置出料口;扭转变截面通道内上下分布有数个球面凸包。
6.进一步地,第ⅲ过渡通道17.5所在面与第ⅰ过渡通道所在面的夹角为α,α的角度范围为0
°
~90
°
。
7.进一步地,第ⅰ过渡通道与第ⅰ挤压通道之间的弯头通道的半径为r2,第ⅲ过渡通
道与第ⅱ挤压通道之间的弯头通道的半径为r4,第ⅰ过渡通道与第ⅱ过渡通道之间、第ⅱ过渡通道与第ⅲ过渡通道之间的弯头通道的半径为r3,r3<r2,r3<r4;扭转变截面通道内上下分布有2个球面凸包,上部的第ⅰ球面凸包的半径r6大于下部的第ⅱ球面凸包的半径r7。
8.进一步地,第ⅰ挤压通道内半径为r1的内收弧面围成窄喉;第ⅱ挤压通道由半径为r5的内收弧面围成。
9.进一步地,包括工作平台、顶板,工作平台上立有导柱,顶板可滑动地导向装配在导柱上,冲头竖直向下安装在顶板底面的冲头固定板上;扭转凹模可转动地装配在工作平台上,工作平台上设置出料口,挤压凹模通过一个支架悬于扭转凹模上方,挤压凹模的底面与扭转凹模的顶面浮动贴合。
10.进一步地,扭转凹模安装在工作平台上的旋转支座上,旋转支座中心的通道连通扭转变截面通道和出料口;扭转凹模的外圈设置有齿环,旋转支座的座体上设置有固定块,固定块上开有与扭转凹模的齿环相切的滑道;还包括齿条、反力块、下行推杆、撑杆,齿条穿入滑道与齿环啮合,齿条露于滑道外的一端设置第一斜面,反力块面向齿条一侧设置反向的第二斜面,下行推杆固定在冲头固定板下,撑杆垂直于下行推杆设置在下行推杆的底端,在下行推杆的下行阶段,撑杆的一端以第二斜面为反力支撑、另一端与第一斜面抵接推行齿条,齿条与反力块之间连接有复位弹簧。
11.进一步地,挤压凹模和扭转凹模外装套有加热套,加热套包括两组热源,第一组热源位于挤压凹模区域,第二组热源位于扭转凹模区域,两组热源在挤压凹模和扭转凹模的位置形成两个温区。
12.进一步地,撑杆的两端各安装有一个滚轮。
13.本发明还提供了一种制备弱织构细晶镁合金棒材的方法,使用前述的制备弱织构细晶镁合金棒材的装置,包括以下步骤:s1:镁合金坯料预处理,打磨、清洗、润滑、预热;s2:将装置安装在立式挤压机上,顶板与立式挤压机的油缸连接;挤压凹模和扭转凹模润滑、预热;s3:剪切扭转挤压成形,步骤s1制备的镁合金坯料放入入口通道中由冲头逐个下压。
14.进一步地,步骤s1中,镁合金坯料预处理包括:s1-1、用600目砂纸对镁合金坯料的表面进行打磨,去除油污,然后依次用800目、1000目、1200目砂纸进行打磨;s1-2、将丙酮与无水乙醇按体积比3:2在清洗槽中混合后搅拌均匀,配制成清洗液;将步骤s1-1制备的镁合金坯料浸没入清洗液内,将清洗槽放置在超声波清洗机上对镁合金坯料超声波清洗40min,然后取出镁合金坯料并用无水乙醇清洗,最后用吹风机吹干;s1-3、将步骤s1-2制备的镁合金坯料的表面涂抹石墨油溶液;s1-4、开启加热炉,设定加热炉的加热温度为450℃,加热炉炉温达到设定温度后,将步骤s1-2制备的镁合金坯料放入加热炉内,保温3h;步骤s2,具体包括以下步骤:s2-1、在齿条的第一斜面、反力块的第二斜面、齿条和固定块的接触面、截面弯曲
通道内和扭转变截面通道内涂抹石墨油溶液;s2-2、通过螺栓将顶板与立式挤压机的油缸连接;s2-3、设定加热套的第一热源的温度为450℃、第二热源的温度为300℃,达到设定温度后保温3h;步骤s3,具体包括以下步骤:s3-1、控制立式挤压机的油缸动作退出冲头,将镁合金坯料放入入口通道内,保温1h,控制冲头下行进行挤压,挤压速度为50mm/min,挤压过程中,控制加热套的第一热源的温度为450℃、第二热源的温度为300℃;s3-2、第一块镁合金坯料挤压结束后,退出冲头放入下一块镁合金坯料,重复步骤s3-1,放入第三块坯料、第四块坯料、
……
第n块坯料,镁合金坯料通过变截面弯曲通道和扭转变截面通道后从出料口挤出,制得弱织构细晶镁合金棒材;s3-3、取出步骤s3-2制得的弱织构细晶镁合金棒,用砂纸对其表面进行打磨,然后用步骤s1-2制备的清洗液清洗,最后用无水乙醇二次清洗,并吹干,制得弱织构细晶镁合金棒材成品。
15.与现有技术相比,本发明的优势在于:镁合金坯料在变截面弯曲通道和扭转变截面通道中经过多次变截面扭转,变形过程引入了大量的剪切扭转变形,与挤压之前的镁合金相比,晶粒尺寸大大减小。
16.镁合金坯料在挤压的过程中,从入口通道进入,在第ⅰ挤压通道内收弧面处通道截面变窄发生剪切变形,晶粒尺寸变小;第ⅰ挤压通道与第ⅰ过渡通道的弯头通道连接处,通道截面变大,但因坯料在弯头通道处挤压方向改变,变形引入大量剪切变形,晶粒细化,c轴发生偏转,织构弱化。
17.镁合金坯料受挤压进入过渡通道,在第ⅰ、ⅱ、ⅲ过渡通道的衔接处均为半径r3的弯头通道,r3<r2,同样地,镁合金坯料在弯头通道处的变形引入大量的剪切变形,晶粒尺寸变小,c轴继续偏转,织构弱化。
18.镁合金坯料进入第ⅱ挤压通道,在第ⅱ挤压通道和第ⅲ过渡通道的衔接处为半径为r4的弯头通道,r4>r3,此时截面变大,坯料在弯头通道处挤压方向改变,引入大量剪切变形,坯料在第ⅱ挤压通道内收弧面处通道截面变窄发生剪切变形,进一步的使晶粒细化,c轴继续发生偏转,织构弱化。
19.镁合金坯料进入扭转变截面通道,受两个半径分别为r6和r7的不对称弧面的影响发生剪切变形,r6>r7,同时扭转凹模顺时针转动,从而使得镁合金坯料在扭转变截面通道中发生扭转变形,进一步晶粒细化,c轴继续发生偏转,织构弱化。
20.挤压凹模的加热温度为350~450℃,扭转凹模的加热温度为250~350℃。这导致在挤压过程中,镁合金坯料内部存在温度梯度而使得其内部塑性不均,具体为靠近挤压凹模部分的塑性优于靠近扭转凹模的部分,这使得镁合金坯料在变截面弯曲通道内的流速大于扭转变截面通道内的流速,并在机械传动、挤压通道形状、尺寸参数之外再一次迫使镁合金坯料晶粒c轴发生偏转而弱化基面织构、细化晶粒。
附图说明
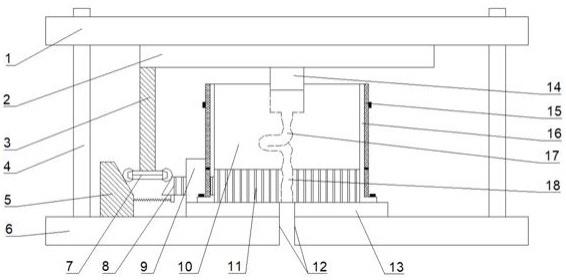
21.图1为制备弱织构细晶镁合金棒材的装置的结构示意图。
22.图2为齿条、扭转凹模、固定块的配合示意图。
23.图3为变截面弯曲通道的结构示意图。
24.图4为变截面弯曲通道的结构示意图(尺寸参数标注)。
25.图5为变截面弯曲通道的结构示意图(第ⅲ过渡通道与第ⅰ过渡通道夹角示意)。
26.图6为扭转变截面通道的结构示意图。
27.图7为α=20
°
时的坯料变形状态图。
28.图8为α=60
°
时的坯料变形状态图。
29.图中:1-顶板;2-冲头固定板;3-下行推杆;4-导柱;5-反力块;6-工作平台;7-撑杆;8-齿条;9-固定块;10-挤压凹模;11-扭转凹模;12-出料口;13-旋转支座;14-冲头;15-加热套;16-支架;17-变截面弯曲通道;17.1-入口通道;17.2-第ⅰ挤压通道;17.3-第ⅰ过渡通道;17.4-第ⅱ过渡通道;17.5-第ⅲ过渡通道;17.6-第ⅱ挤压通道;18-扭转变截面通道;18.1-第ⅰ球面凸包;18.2-第ⅱ球面凸包。
具体实施方式
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
31.实施例1如图1、图2所示:本实施例提供了一种制备弱织构细晶镁合金棒材的装置,包括冲头14、挤压凹模10、扭转凹模11、工作平台6、顶板1,冲头14、挤压凹模10、扭转凹模11的材质均为4cr5mosiv1热作模具钢,挤压凹模10内设置有变截面弯曲通道17,扭转凹模11内设置有扭转变截面通道18。工作平台6上立有导柱4,顶板1可滑动地导向装配在导柱4上,冲头14竖直向下安装在顶板1底面的冲头固定板2上;扭转凹模11安装在工作平台6上的旋转支座13上,工作平台6上设置出料口12,旋转支座13中心的通道连通扭转变截面通道18和出料口12,挤压凹模10通过一个支架16悬于扭转凹模11上方,挤压凹模10的底面与扭转凹模11的顶面浮动贴合。扭转凹模11的外圈设置有齿环,旋转支座13的座体上设置有固定块9,固定块9上开有与扭转凹模11的齿环相切的滑道。还包括齿条8、反力块5、下行推杆3、撑杆7,齿条8穿入滑道与齿环啮合,齿条8露于滑道外的一端设置第一斜面,反力块5面向齿条8一侧设置反向的第二斜面,下行推杆3固定在冲头固定板2下,撑杆7垂直于下行推杆3设置在下行推杆3的底端,撑杆7的两端各安装有一个滚轮,在下行推杆3的下行阶段,撑杆7的一端以第二斜面为反力支撑、另一端与第一斜面抵接推行齿条8,顶板1向下移动时带动下行推杆3向下运动,撑杆7以反力块5为反力支撑推动齿条8移动,齿条8与扭转凹模11的齿环啮合,进而扭转凹模11顺时针转动,齿条8与反力块5之间连接有复位弹簧,顶板1向上移动时带动下行推杆3向上运动,作用到齿条8上的推力解除,复位弹簧反向拉动齿条8,齿条8退回原位等待撑杆7下一次撞击,同时扭转凹模11逆时针转动复位。
32.挤压凹模10和扭转凹模11外装套有加热套15,加热套15包括两组热源,第一组热源位于挤压凹模10区域,第二组热源位于扭转凹模11区域,第一组热源的加热温度为350~450℃,第二组热源的加热温度为250~350℃,两组热源在挤压凹模10和扭转凹模11的位置
形成两个温区。这导致在挤压过程中,镁合金坯料内部存在温度梯度而使得其内部塑性不均,具体为靠近挤压凹模部分的塑性优于靠近扭转凹模的部分,这使得镁合金坯料在变截面弯曲通道内的流速大于扭转变截面通道内的流速,并在机械传动、挤压通道形状、尺寸参数之外再一次迫使镁合金坯料晶粒c轴发生偏转而弱化基面织构、细化晶粒。
33.如图3所示:变截面弯曲通道17从上至下依次包括入口通道17.1、第ⅰ挤压通道17.2、等径的过渡通道、第ⅱ挤压通道17.6;入口通道17.1是与冲头14适配的柱体凹腔;第ⅰ挤压通道17.2内入口侧和出口侧向中间收缩形成一个窄喉,第ⅱ挤压通道17.6两端向中间收缩至一个窄喉;过渡通道包括呈拐角连接的第ⅰ过渡通道17.3、第ⅱ过渡通道17.4和第ⅲ过渡通道17.5,第ⅰ过渡通道17.3、第ⅱ过渡通道17.4和第ⅲ过渡通道17.5两两之间通过弯头通道连接,第ⅰ过渡通道17.3与第ⅰ挤压通道17.2通过弯头通道连接,第ⅲ过渡通道17.5与第ⅱ挤压通道17.6通过弯头通道连接。
34.第ⅰ挤压通道17.2内半径为r1的内收弧面围成窄喉;第ⅱ挤压通道17.6由半径为r5的内收弧面围成。
35.第ⅰ过渡通道17.3与第ⅰ挤压通道17.2之间的弯头通道的半径为r2,第ⅲ过渡通道17.5与第ⅱ挤压通道17.6之间的弯头通道的半径为r4,第ⅰ过渡通道17.3与第ⅱ过渡通道17.4之间、第ⅱ过渡通道17.4与第ⅲ过渡通道17.5之间的弯头通道的半径为r3,r3<r2,r3<r4。
36.如图6所示:第ⅱ挤压通道17.6直通扭转变截面通道18,扭转变截面通道18的下方设置出料口;扭转变截面通道18内上下分布有数个球面凸包。扭转变截面通道18内上下分布有2个球面凸包,上部的第ⅰ球面凸包18.1的半径r6大于下部的第ⅱ球面凸包18.2的半径r7。
37.镁合金坯料在挤压的过程中,从入口通道17.1进入,在第ⅰ挤压通道17.2内收弧面处通道截面变窄发生剪切变形,晶粒尺寸变小;第ⅰ挤压通道17.2与第ⅰ过渡通道17.3的弯头通道连接处,通道截面变大,但因坯料在弯头通道处挤压方向改变,变形引入大量剪切变形,晶粒细化,c轴发生偏转,织构弱化。
38.镁合金坯料受挤压进入过渡通道,在第ⅰ、ⅱ、ⅲ过渡通道的衔接处均为半径r3的弯头通道,r3<r2,同样地,镁合金坯料在弯头通道处的变形引入大量的剪切变形,晶粒尺寸变小,c轴继续偏转,织构弱化。
39.镁合金坯料进入第ⅱ挤压通道17.6,在第ⅱ挤压通道17.6和第ⅲ过渡通道17.5的衔接处为半径为r4的弯头通道,r4>r3,此时截面变大,坯料在弯头通道处挤压方向改变,引入大量剪切变形,坯料在第ⅱ挤压通道17.6内收弧面处通道截面变窄发生剪切变形,进一步的使晶粒细化,c轴继续发生偏转,织构弱化。
40.镁合金坯料进入扭转变截面通道18,受两个半径分别为r6和r7的不对称弧面的影响发生剪切变形,r6>r7,同时扭转凹模顺时针转动,从而使得镁合金坯料在扭转变截面通道18中发生扭转变形,进一步晶粒细化,c轴继续发生偏转,织构弱化。
41.对镁合金坯料进行挤压的过程中,在变截面弯曲通道17内,坯料在第ⅰ挤压通道中经历变截面的挤压,在第ⅰ挤压通道和第ⅰ过渡通道的衔接处、第ⅰ过渡通道和第二过渡通道的衔接处、第ⅱ过渡通道和第ⅲ过渡通道的衔接处都经历了弯曲变形,从而引入大量剪切变形,在扭转变截面通道18内,镁合金坯料经历了两段变截面且不对称的挤压,因此也引入
了大量剪切变形,此外,可以通过调整通道截面半径参数r1、r2、r3、r4、r5、r6、r7,形成各种不对称变截面通道,从而引入更多的剪切变形,使镁合金坯料晶粒c轴发生偏转而弱化基面织构、细化晶粒。
42.如图5所示:第ⅲ过渡通道17.5所在面与第ⅰ过渡通道17.3所在面的夹角为α,α的角度范围为0
°
~90
°
。
43.坯料通过上述挤压,最终形成图7中a1坯料的变形状态,增加坯料的挤压速度,同步地扭转凹模的转动速度也随之增加,坯料在扭转变截面通道中也引入更多的扭转变形,形成图7中a2坯料的变形状态。
44.通过改变α角度的范围,形成图8中a1坯料的变形状态,增加挤压速度,引入更多扭转变形,形成8中a2坯料的变形状态。
45.改变α的大小,可以在过渡通道的衔接处引入不同程度的扭转和剪切变形,使镁合金坯料晶粒c轴发生偏转而弱化基面织构、细化晶粒。
46.扭转凹模11随冲头14下行同步转动,在坯料挤压的过程中,扭转凹模11的扭转速度随挤压速度的改变而改变,在相同的α角度下,挤压速度越快,扭转速度越快,ω2>ω1,ω4>ω3,扭转速度越大,引入的扭转变形量越多,同样也可以使镁合金坯料晶粒c轴发生偏转而弱化基面织构、细化晶粒。
47.实施例2本实施例提供了一种制备弱织构细晶镁合金棒材的方法,采用实施例1中的制备弱织构细晶镁合金棒材的装置。
48.在进行剪切扭转复合挤压变形制备弱织构细晶镁合金棒材之前先精选制备过程需要的材料、化学试剂:1、镁合金坯料,固体圆坯,截面尺寸φ120mm,材料选用az31,含镁96%、含铝3%、含锌1%;2、砂纸,固态固体;3、石墨油溶液,黏稠液体;4、无水乙醇,液态液体,纯度99.5%;5、丙酮,液态液体,纯度99%。
49.一种制备弱织构细晶镁合金棒材的方法,包括以下步骤:s1:镁合金坯料预处理,打磨、清洗、润滑、预热;s1-1、用600目砂纸对镁合金坯料的表面进行打磨,去除油污,然后依次用800目、1000目、1200目砂纸进行打磨,直至镁合金坯料表面光洁;s1-2、将丙酮与无水乙醇按体积比3:2在清洗槽中混合后搅拌均匀,配制成清洗液;将步骤s1-1制备的镁合金坯料浸没入清洗液内,将清洗槽放置在超声波清洗机上对镁合金坯料超声波清洗40min,然后取出镁合金坯料并用无水乙醇清洗,最后用吹风机吹干;s1-3、将步骤s1-2制备的镁合金坯料的表面涂抹石墨油溶液;s1-4、开启加热炉,设定加热炉的加热温度为450℃,加热炉炉温达到设定温度后,将步骤s1-2制备的镁合金坯料放入加热炉内,保温3h;s2:将所述的装置安装在立式挤压机上,顶板1与立式挤压机的油缸连接;挤压凹模10和扭转凹模11润滑、预热;
s2-1、在齿条8的第一斜面、反力块5的第二斜面、齿条8和固定块9的接触面、截面弯曲通道17内和扭转变截面通道10内涂抹石墨油溶液;s2-2、通过螺栓将顶板1与立式挤压机的油缸连接;s2-3、设定加热套15的第一热源的温度为450℃、第二热源的温度为300℃,达到设定温度后保温3h;s3:剪切扭转挤压成形,步骤s1制备的镁合金坯料放入入口通道17.1中由冲头14逐个下压;s3-1、控制立式挤压机的油缸动作退出冲头14,将镁合金坯料放入入口通道17.1内,保温1h,控制冲头14下行进行挤压,挤压速度为50mm/min,挤压过程中,控制加热套15的第一热源的温度为450℃、第二热源的温度为300℃;s3-2、第一块镁合金坯料挤压结束后,退出冲头14放入下一块镁合金坯料,重复步骤s3-1,放入第三块坯料、第四块坯料、
……
第n块坯料,镁合金坯料通过变截面弯曲通道17和扭转变截面通道18后从出料口12挤出,制得弱织构细晶镁合金棒材;s3-3、取出步骤s3-2制得的弱织构细晶镁合金棒,用砂纸对其表面进行打磨,然后用步骤s1-2制备的清洗液清洗,最后用无水乙醇二次清洗,并吹干,制得弱织构细晶镁合金棒材成品。
50.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。