一种用于保证多个smp连接器相对位置的焊接定位工装及方法
技术领域
1.本发明属于印制板组装技术领域,具体涉及一种保证多个smp连接器在印制板上焊接时相对位置的定位工装及方法。
背景技术:
2.smp连接器是一种小型插拔式连接器,主要用来传输射频信号,广泛应用在雷达、电子、通信等领域,具有体积小、重量轻、频带宽、连接可靠等优点,能够实现系统盲配、密排安装,是实现整机产品模块化连接的重要元器件。
3.目前,随着电子模块的集成密度的提高,一块印制板上会同时集成多个smp连接器,从而实现多路射频信号的传输。由于印制板上的通孔直径要大于smp连接器插针的直径,smp连接器在插入印制板上的通孔后还有一定的晃动量。在组装焊接过程中,若不对连接器之间的相对位置进行限定,多个smp连接器在焊接后会存在一定的相对位置误差,这会导致最终进行系统盲配时,多个smp连接器的插头与插座难以同时现实盲插,从而影响模块间装配连接及信号传递。
4.因此,亟需发明一种用于保证多个smp连接器相对位置的焊接定位工装及方法,保证焊接时多个smp连接器之间的相对位置,减小焊接过程产生的相对位置误差,从而在最终进行系统盲配时,实现模块间的顺利装配和可靠连接。
技术实现要素:
5.要解决的技术问题
6.为了避免现有技术的不足之处,本发明提供一种用于保证多个smp连接器在印制板上焊接时相对位置的定位工装及方法,以解决多个smp连接器在焊接后难以同时现实盲插的问题。
7.技术方案
8.一种用于保证多个smp连接器相对位置的焊接定位工装,其特征在于包括固定底板和半圆孔压条,所述固定底板上表面宽位置两侧设有长方形挡块,每个长方形挡块上设有小方台,小方台上设有安装印制板的螺孔;所述固定底板长位置一侧设有第一长方形凸台,在第一长方形凸台上根据多个smp连接器的理论相对位置设计了多个半圆凹槽,半圆凹槽的半径与smp连接器插头外圆的半径一致;所述固定底板上靠近第一长方形凸台设有第二长条形凸台,第一长方形凸台与第二长条形凸台的间距为smp连接器的方形接头的边长;所述半圆孔压条为金属条状结构,侧面上同样设计了多个半圆凹槽,与第一长方形凸台上的多个半圆凹槽相配合,组成多个圆孔。
9.所述的固定底板下表面为平面。
10.长方形挡块的高度大于小方台的高度。
11.每个长方形挡块上均设有两个小方台,其位置应避让印制板背面的器件。
12.所述第一长条形凸台与半圆孔压条相同位置处上均设有螺孔。
13.在所述固定底板上靠近第二长条形凸台的位置处设有圆形凸台,所述圆形凸台上设有安装印制板的螺孔。
14.一种采用权利要求1所述的工装实现的定位方法,其特征在于步骤如下:
15.步骤1:首先将多个smp连接器依次放入固定底板内,使smp连接器插头的外圆卡在固定底板1的半圆形凹槽内,并使其后端面紧贴长条形凸台;
16.步骤2:将印制板装入固定底板中,使smp连接器上的插针穿过印制板上对应的通孔,并用螺钉将印制板紧固在固定底板上;
17.步骤3:用半圆孔压条卡住smp连接器的外圆,并用螺钉将半圆孔压条与固定底板进行连接;
18.步骤4:采用通孔焊接将多个smp连接器焊接针脚与印制板焊盘进行连接;
19.步骤5:焊接完成后拆除螺钉和半圆孔压条取出印制板。
20.有益效果
21.本发明提供的一种用于保证多个smp连接器相对位置的焊接定位工装,有益效果主要体现在以下两个方面:
22.(1)可在smp连接器焊接过程中保证多个smp连接器之间的相对位置。该焊接定位工装及方法使smp连接器在焊接过程中可通过工装进行定位,提高了焊接时多个smp连接器之间的相对位置精度。
23.(2)焊接过程方便快捷,降低了工人焊接时的操作难度。由于采用该方法设计的工装能够将多个smp连接器和印制板进行固定并放置于桌面上,避免了焊接时工人采用手指对smp连接器与印制板进行固定,使工人可解放双手从而专心用于针脚的焊接,提高了smp连接器焊接可靠性,降低了操作难度。
附图说明
24.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
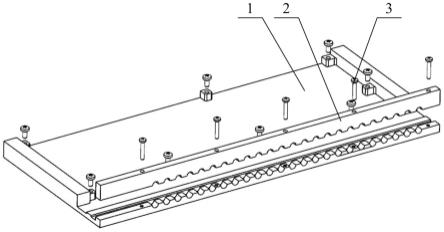
25.图1为多个smp连接器焊接专用定位工装的爆炸图;
26.图2为固定底板结构示意图;
27.图3为半圆孔压条结构示意图;
28.图4为采用专用定位工装进行多个smp连接器焊接的爆炸图;
29.图5为采用专用定位工装进行多个smp连接器焊接的安装示意图;
30.图中:
31.1-固定底板、2-半圆孔压条、3-螺钉、4-印制板、5-smp连接器。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
33.如图1所示,本发明设计了一种多个smp连接器焊接专用定位工装,采用专用焊接工装的方式来对smp连接器的相对位置进行定位,从而保证多个smp连接器之间的相对位置。所述的焊接专用定位工装包括固定底板1、半圆孔压条2及螺钉3。如图2所示,固定底板1为金属平板结构,固定底板1下表面为平面,用于放置在桌面上。固定底板1的上表面根据印制板4外形结构开有凹陷腔体,并根据印制板4安装孔位置设计有伸出的凸台,凸台中部设有螺孔,用于放置和安装印制板4。固定底板1腔体底面设计有一条长条形凸台,用于实现smp连接器5在y方向上的定位。其中y方向为平行smp连接器的圆柱接头的轴向。固定底板1腔体的侧面根据多个smp连接器5的理论相对位置设计了多个半圆凹槽,半圆凹槽的半径与smp连接器5插头外圆的半径一致。固定底板1腔体侧面上部开有多个螺孔,可通过螺钉3与半圆孔压条2进行连接。半圆孔压条2为金属条状结构,侧面上同样设计了多个半圆凹槽。固定底板1腔体侧面的多个半圆凹槽与半圆孔压条2上的多个半圆凹槽相配合,组成多个圆孔,用于实现多个smp连接器5在x和z方向上的定位。其中x方向为垂直smp连接器的圆柱接头的轴向且与地板平行,z方向为垂直smp连接器的圆柱接头的轴向且与地板垂直。
34.该焊接专用定位工装利用smp连接器插头外圆进行定位,通过限制多个smp连接器之间的相对位置,实现焊接时多个smp连接器x、y、z三个方向上的定位。
35.其实施过程如下:
36.如图4所示,使用该定位工装进行smp连接器焊接时,首先将多个smp连接器5依次放入固定底板1内,使smp连接器5插头的外圆卡在固定底板1的半圆形凹槽内,并使其后端面紧贴长条形凸台。随后将印制板4装入固定底板1中,使smp连接器5上的插针穿过印制板4上对应的通孔,并用螺钉3将印制板4紧固在固定底板1上。最后用半圆孔压条2卡住smp连接器5的外圆,并用螺钉3将半圆孔压条2与固定底板1进行连接。此时,多个smp连接器5之间x、y、z三个方向上的相对位置均被固定,采用通孔焊接将多个smp连接器5焊接针脚与印制板4焊盘进行连接,焊接完成后拆除螺钉3和半圆孔压条2取出印制板4,完成多个smp连接器5在印制板4上的焊接工艺流程。
37.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明公开的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
