1.本发明属于高分子材料技术领域,具体涉及一种超高分子量聚乙烯纤维的制备方法。
背景技术:
2.超高分子量聚乙烯纤维具有质轻、高比强度、高比模量、优越的能量吸收性、较好的耐磨、耐腐蚀、耐光等多重优异性能,已经在航空航天、国防军事、安全防护、海洋工程、体育器材、电力通讯、医用材料以及民用绳网等领域得到了广泛的应用。
3.超高分子量聚乙烯纤维通常是通过冻胶纺丝工艺制备而成的。冻胶纺丝工艺是先将超高分子量聚乙烯与合适的溶剂制成纺丝溶液,然后经过挤出成型后生成冻胶纤维,再将冻胶纤维内的溶剂萃取干燥,最后经过超倍热牵伸得到超高分子量聚乙烯纤维。
4.现有超高分子量聚乙烯纤维冻胶纺丝工艺的关键技术是制备充分溶解的均匀溶液,从而获得树脂的可纺性。然而,由于树脂具有超高的分子量,所有树脂原料完全溶解时粘度非常大,制备均匀的溶液条件苛刻,所以很难得到高浓度的均匀溶液;而且由于树脂需要的溶解温度很高,超高分子量聚乙烯分子量降低幅度很大,影响最终纤维的力学性能。
5.通过对超高分子量聚乙烯树脂的分析研究发现,超高分子量聚乙烯树脂中既含有普通折叠链片晶、也含有伸直链晶体,两种晶体的熔点存在较大差异,而且由于伸直链晶体比折叠链片晶有序尺寸更大,所以伸直链晶体比折叠链片晶的溶解困难得多,而沿纤维轴取向的伸直链晶体恰恰是超高分子量聚乙烯纤维能够获得高强度和高模量的关键结构。因此,如果在超高分子量聚乙烯纺丝溶液的制备过程中通过精确控制温度,实现在低温条件下只溶解超高分子量聚乙烯中熔点较低的折叠链片晶、而保持树脂中的伸直链晶体不被溶解,就能利用其伸直链晶体的高刚性形成类似液晶溶液的特征,可以大幅度降低超高分子量聚乙烯纺丝溶液的粘度,提高其流动性,并减少由于加工温度高而引起的分子量降低。采用此种方法制备的含有伸直链晶体的冻胶纤维可以称为类冻胶纤维。为了使溶解过程中保留的超高分子量聚乙烯伸直链晶体沿着纤维轴向排列,在类冻胶纤维的形成过程中采用喷头牵伸,并经过冷水浴后直接进行萃取干燥,使伸直链晶体在喷头牵伸的拉伸场作用下沿冻胶纤维轴向排列并固定取向。而且溶解过程中保留的伸直链晶体可以作为超高分子量聚乙烯结晶的高效成核剂,诱导热拉伸过程中伸直链晶体的进一步形成,大幅度提高最终纤维的力学性能,从而形成一种独特的超高分子量聚乙烯纤维制备工艺。
6.背景技术部分所公开的信息仅用于帮助理解本发明的背景,不应当理解为承认或以任何方式暗示该信息形成了本领域技术人员以公知的现有技术。
技术实现要素:
7.本发明的目的是针对现有技术的不足,提供了一种生产效率高、力学性能好的超高分子量聚乙烯纤维的制备方法。
8.本发明通过精确控温溶解超高分子量聚乙烯中的折叠链片晶、保留伸直链晶体,
纺丝制备得到类冻胶纤维,通过将喷头牵伸后的类冻胶纤维直接萃取干燥,使伸直链晶体沿纤维轴向排列并固定取向,保留的伸直链晶体在热拉伸过程中进一步诱导伸直链晶体的形成,从而发明了一种生产效率高、力学性能优异的超高分子量聚乙烯纤维制备工艺。
9.为了达到上述发明目的,本发明采用以下技术方案:一种超高分子量聚乙烯纤维的制备方法,其步骤如下:将超高分子量聚乙烯树脂与溶剂以一定比例混合配置成均匀的悬浮液后送入双螺杆挤出机得到高温熔体,通过计量泵和喷丝板,经过喷头拉伸后在水浴中冷却定型得到类冻胶纤维,类冻胶纤维直接进行萃取、干燥,然后进行2~4级超倍热拉伸,得到最终的超高分子量聚乙烯纤维,所述的超高分子量聚乙烯的重均分子量为2
×
106~9
×
106,支化度为0~1/104;所述的溶剂为十氢化萘、四氢化萘、石蜡油、煤油、白油中的一种或多种;所述的超高分子量聚乙烯与溶剂的质量比为0.08~0.50;所述的双螺杆挤出机的加料段温度为80~130℃、压缩段温度为130~180℃、均化段温度为130~ 180℃,纺丝组件温度为130~180℃,双螺杆挤出机的转速为30~400r/min;所述水浴的温度为5~30℃;所述的喷丝板与水浴槽水面之间的垂直距离为1~20厘米,所述的喷头拉伸为1.5~6倍;所述的萃取剂为汽油、正己烷、庚烷、二甲苯、二氯甲烷、三氯甲烷、四氯化碳和二氯乙烷中的一种或几种,萃取温度为20~60℃;所述的干燥温度为30~60℃;所述的热拉伸的温度为80~150℃、热拉伸的总倍数为6~30倍。
10.所述超高分子量聚乙烯的重均分子量优选为4
×
106~9
×
106,高分子量的超高分子量聚乙烯减少了分子链末端缺陷,分子链上碳-碳原子之间的共价键强度总和增加,制备的超高分子量聚乙烯纤维力学性能更好;然而过高的分子量会降低树脂的部分溶解效果和部分溶解效率。为提高纤维力学性能的同时更大程度地兼顾加工的高效性,因此优选上述范围。
11.所述超高分子量聚乙烯的支化度优选为0~5/105,更优选为0,支链会影响超高分子量聚乙烯的伸直链晶体的结构完善性,从而影响最终纤维的力学性能,因此优选无支链超高分子量聚乙烯。
12.所述的超高分子量聚乙烯与溶剂的质量比优选为0.15~0.35,通过部分溶解超高分子量聚乙烯树脂的方法降低了实际溶解的浓度,保留的伸直链晶体的高刚性使溶液形成类似液晶溶液的特征,可以大幅度降低超高分子量聚乙烯纺丝溶液的粘度。为了尽可能提升制备超高分子量聚乙烯纤维的生产效率,优选高含量的超高分子量聚乙烯;然而过高的树脂含量又会影响部分溶解效果,从而影响最终纤维的力学性能,因此优选上述范围。
13.所述的超高分子量聚乙烯纤维的制备工艺中,还可以含有助剂,助剂类型并无特别限定,可以列举为抗菌剂、阻燃剂、着色剂、抗静电剂、润滑剂和辐射稳定剂等。超高分子量聚乙烯纤维中含有的助剂为上述助剂类型中的一种或多种,添加量并无特别限定,通常为超高分子量聚乙烯的0.01w%~0.3w%,在此范围内,助剂能起到应有的作用,而且不会
影响纤维的结构和力学性能。所述的助剂中不包含抗氧剂和热稳定剂,因为本发明采用的溶解过程中保留伸直链晶体的超高分子量聚乙烯溶解方法所用溶解温度不高。
14.作为优选,本发明中溶解过程所用的挤出机为双螺杆挤出机,可以列举为平行异向双螺杆挤出机、平行同向双螺杆挤出机、锥形双螺杆挤出机等,优选平行同向双螺杆挤出机,平行同向双螺杆挤出机进料顺畅、溶解效果好,没有分离力导致的压延效应,因此优选。
15.作为优选,本发明中喷丝板的导孔为圆锥形或半单叶双曲面形,更优选为半单叶双曲面形,物料流经圆锥形和半单叶半双曲面形导流段、特别是半单叶双曲面形导流段阻力小,成型好。
16.作为优选,所述的挤出机的压缩段、均化段以及纺丝组件的温度为140~160℃,在此温度范围内,能保证超高分子量聚乙烯树脂中的折叠链晶体充分溶解,并保留大部分伸直链晶体,因此优选。
17.所述的喷丝板与水浴槽水面之间的垂直距离优选为4~12厘米,喷头拉伸作用于喷丝板与水浴槽水面之间,上述距离范围既可以有足够的喷头拉伸的作用区间,又能保证不影响类冻胶纤维的稳定性,因此优选。
18.所述的喷头拉伸优选为2.4~4.6倍,喷头拉伸倍数小,不能起到使溶解过程中保留的超高分子量聚乙烯伸直链晶体沿纤维轴向排列的作用,喷头拉伸倍数大,影响类冻胶纤维的稳定性,因此优选上述范围。
19.所述的热拉伸的温度优选为100~130℃,热拉伸温度低,伸直链晶体的形成效率低,热拉伸温度高,超高分子量聚乙烯纤维的热拉伸制备过程中可能有并丝等质量不稳定现象。
20.所述热拉伸的总倍数优选为16~26倍,上述范围的拉伸总倍数可以提高纤维力学性能的同时更大程度地兼顾加工的高效性,因此优选。
21.本发明与现有技术相比,有益效果是:本发明通过采用在超高分子量聚乙烯纺丝溶液的制备过程中溶解折叠链片晶而保留伸直链晶体、并使伸直链晶体在超高分子量聚乙烯纤维的制备过程中得以保持的新型纺丝工艺路线,大幅度提高了超高分子量聚乙烯纤维制备中溶液中的树脂含量,极大地提高了生产效率。同时保留的伸直链晶体在喷头牵伸的拉伸场作用下沿纤维轴向排列并固定取向,取向的伸直链晶体可以在超倍热拉伸过程中诱导形成更多的伸直链晶体,从而大幅度提高了最终纤维的拉伸强度和拉伸模量等力学性能,得到了高强度(43cn/dtex以上)高模量(2000cn/dtex以上)的超高分子量聚乙烯纤维。
附图说明
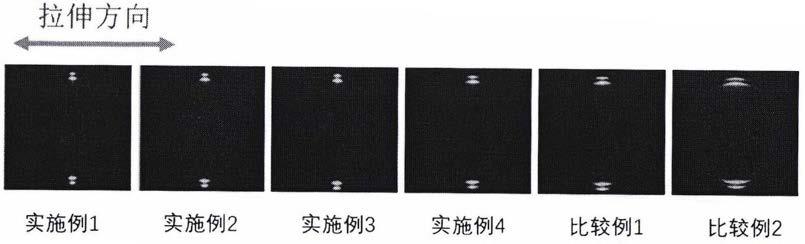
22.图1为实施例1、2、3、4和比较例1、2制备的超高分子量聚乙烯纤维的广角x-射线衍射(waxd) 二维图;图2为实施例1、2、3、4和比较例1、2制备的超高分子量聚乙烯纤维的小角x-射线散射(saxs)二维图;图3为实施例1、2、3、4和比较例1、2制备的超高分子量聚乙烯纤维的差式扫描量热(dsc)曲线;
具体实施方式
23.下面通过具体实施例对本发明的技术方案作进一步描述说明,但本发明并不限于所述实施例。如果无特殊说明,本发明的实施例中所采用的原料均为本领域常用的原料,实施例中所采用的方法,均为本领域的常规方法。实施例1:将30kg重均分子量为7.12
×
106g/mol、支化度为0的超高分子量聚乙烯树脂、100kg石蜡油和30g阻燃剂配置成均匀的悬浮液,再加入到平行同向双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为130℃、压缩段、均化段以及纺丝组件的温度为158℃,双螺杆挤出机的转速为290r/min,喷丝板与水浴槽水面之间的垂直距离为8厘米,喷头拉伸比为4.2倍,水浴温度为30℃。将类冻胶纤维浸入带有超声的30℃二氯甲烷浴中萃取,经50℃热风干燥,然后进行拉伸温度分别为100℃、110℃、120℃和 130℃、拉伸总倍数为24倍的四级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。实施例2:将25kg重均分子量为6.08
×
106g/mol、支化度为1/105的超高分子量聚乙烯树脂、100kg石蜡油和30g 着色剂配置成均匀的悬浮液,再加入到平行同向双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为120℃、压缩段、均化段以及纺丝组件的温度为152℃,双螺杆挤出机的转速为290r/min,喷丝板与水浴槽水面之间的垂直距离为8厘米,喷头拉伸比为4.2倍,水浴温度为30℃。将类冻胶纤维浸入带有超声的30℃三氯甲烷浴中萃取,经50℃热风干燥,然后进行拉伸温度分别为100℃、110℃、120℃和 130℃、拉伸总倍数为18倍的四级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。实施例3:将20kg重均分子量为5.04
×
106g/mol、支化度为3/105的超高分子量聚乙烯树脂、100kg石蜡油和30g 抗静电剂配置成均匀的悬浮液,再加入到平行同向双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为110℃、压缩段、均化段以及纺丝组件的温度为142℃,双螺杆挤出机的转速为120r/min,喷丝板与水浴槽水面之间的垂直距离为9厘米,喷头拉伸比为3倍,水浴温度为20℃。将类冻胶纤维浸入带有超声的35℃正己烷浴中萃取,经40℃热风干燥,然后进行拉伸温度分别为110℃、118℃、和126℃、拉伸总倍数为10倍的三级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。实施例4:将15kg重均分子量为4.27
×
106g/mol、支化度为5/105的超高分子量聚乙烯树脂、100kg石蜡油和30g 辐射稳定剂配置成均匀的悬浮液,再加入到锥形双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为100℃、压缩段、均化段以及纺丝组件的温度为134℃,双螺杆挤出机的转速为290r/min,喷丝板与水浴槽水面之间的垂直距离为13厘米,喷头拉伸比为2.4倍,水浴温度为20℃。将类冻胶纤维浸入带有超声的40℃四氯化碳浴中萃取,经50℃热风干燥,然后进行拉伸温度分别为116℃、124℃、和132
℃、拉伸总倍数为16倍的三级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。比较例1:将20kg重均分子量为5.04
×
106g/mol、支化度为3/105的超高分子量聚乙烯树脂、100kg石蜡油和30g 抗静电剂配置成均匀的悬浮液,再加入到平行同向双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为110℃、压缩段、均化段以及纺丝组件的温度为270℃,双螺杆挤出机的转速为120r/min,喷丝板与水浴槽水面之间的垂直距离为9厘米,喷头拉伸比为3倍,水浴温度为20℃。将类冻胶纤维浸入带有超声的35℃正己烷浴中萃取,经40℃热风干燥,然后进行拉伸温度分别为110℃、118℃、和126℃、拉伸总倍数为10倍的三级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。比较例2:将15kg重均分子量为4.27
×
106g/mol、支化度为5/105的超高分子量聚乙烯树脂、100kg石蜡油和30g 辐射稳定剂配置成均匀的悬浮液,再加入到锥形双螺杆挤出机溶解后经过计量泵和半单叶双曲面形导孔的喷丝板,再经过喷头拉伸后在水浴中冷却定型得到超高分子量聚乙烯类冻胶纤维,其中双螺杆挤出机的加料段温度为100℃、压缩段、均化段以及纺丝组件的温度为134℃,双螺杆挤出机的转速为290r/min,喷丝板与水浴槽水面之间的垂直距离为13厘米,喷头拉伸比为2.4倍,水浴温度为20℃。将类冻胶纤维浸入带有超声的40℃四氯化碳浴中萃取,经50℃热风干燥,然后进行拉伸温度分别为116℃、124℃、和132℃、拉伸总倍数为5倍的三级超倍热拉伸,得到最终的超高分子量聚乙烯纤维。
24.从图1中可看出,采用实施例1、2、3、4的超高分子量聚乙烯纤维的取向程度更高,表明实施例制品中存在大量的高取向晶体。
25.从图2中可看出,采用实施例1、2、3、4的超高分子量聚乙烯纤维明显有大量伸直链晶体的生成,而比较例1、2除了来自伸直链晶体的信号,还有少量片晶的信号,表明实施例纤维相对比较例纤维存在更多的伸直链晶体。
26.从图3中可看出,采用实施例1、2、3、4的超高分子量聚乙烯纤维的熔点相对比较例1、2更高,表明实施例1、2、3、4制品中超高分子量聚乙烯的晶体厚度更大。因此可以分析确定实施例1、2、3、4 的制品相对比较例1、2有更多的伸直链晶体。
27.表1为实施例1、2、3、4和比较例1、2制备的超高分子量聚乙烯纤维的拉伸性能数据、取向度以及热力学数据。从表1中力学性能来看,实施例1、2、3、4的断裂强度相对比较例1、2提高了46.9-107.1%,拉伸模量相对比较例1、2提高了51.0-173.1%,说明实施例1、2、3、4的拉伸性能要远优于比较例1、2。从取向度来看,实施例1、2、3、4的取向度相对比较例1、2提高了4.5-53.2%,说明实施例1、2、3、4 的取向要优于比较例1、2。从热力学性能来看,实施例1、2、3、4的结晶度相对比较例1、2提高了7.8-38.7%。因此可以分析得到实施例1、2、3、4的制品相对比较例1、2有更多的高取向晶体形成,从而改善了力学性能。
28.通过实施例3与比较例1对比,除了双螺杆挤出机中的溶解温度区别,其它条件均相同,但实施例3的纤维的断裂强度相对比较例1提高了56.3%,拉伸模量提高了64.6%,说明选择合适的溶解温度,在溶解过程中有效保留伸直链晶体,可以大幅度提高超高分子量聚乙烯纤维的性能。
29.通过实施例4与比较例2对比,除了多级热拉伸过程中的拉伸倍数区别,其它条件
均相同,但实施例4的纤维性能相对比较例2有大幅度提高,说明选择合适的拉伸倍数能够有效促进伸直链晶体的形成,从而提高纤维力学性能。
30.上述结果说明实施例通过在超高分子量聚乙烯冻胶纤维中保留大部分伸直链晶体,能够诱导更多的伸直链晶体形成,从而制备得到了高强高模的超高分子量聚乙烯纤维。表1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。