1.本发明涉及煤磨系统控制方法领域,具体是一种煤磨系统温度控制方法。
背景技术:
2.煤粉制备系统作为一个相对独立的系统,其生产过程的任务就是将原煤安全加工成符合要求的煤粉,并将制备好的煤粉输送到煤粉仓储存,从而为后续的水泥生产过程提供燃料,因此煤粉品质的高低直接决定了产品的最终质量,因此煤粉制备系统在整个水泥的生产工艺中占十分重要的地位。
3.煤粉制备系统包括用于将煤原料磨成分的煤磨系统,以及向煤磨系统通入热风的热风阀、通入冷风的冷风阀。入磨气体经热风阀加热后送入煤磨系统进行加热,入磨气体还可以直接作为冷风通过冷风阀进入煤磨系统进行冷却。目前,煤粉制备控制中,热风阀、冷风阀主要还是依靠操作人员生产经验进行手动控制,这样既不能整体全面了解系统的运行状况,又不便于及时自动调整运行参数,严重影响产品质量和生产效率。
技术实现要素:
4.本发明的目的是提供一种煤磨系统温度控制方法,以解决现有技术煤粉制备系统中煤磨系统温度依赖经验控制的问题。
5.为了达到上述目的,本发明所采用的技术方案为:
6.煤磨系统温度控制方法,用于煤磨系统的热风阀控制,包括以下步骤:
7.步骤1、建立煤磨温度状态空间模型:
8.获取煤磨系统现场出口气体温度数据、热风阀开度数据;接着对煤磨系统出口气体温度数据、热风阀开度数据分别依次进行预处理;然后基于预处理后的煤磨系统出口气体温度数据、热风阀开度数据,采用子空间辨识法建立煤磨温度状态空间模型;
9.步骤2、基于煤磨温度状态空间模型实现热风阀优化控制:
10.利用步骤1建立的煤磨温度状态空间模型预测煤磨系统出口气体温度未来的输出曲线,并与期望的煤磨出口气体温度设定值进行比较,并基于比较结果进行预测控制优化,得到热风阀的第一开度控制优化值,最终通过热风阀的第一开度控制优化值控制所述热风阀的开度。
11.进一步的还包括:步骤3、基于入磨气体温度对热风阀开度进一步优化控制,过程如下:
12.获取煤磨系统现场煤磨入磨气体温度数据,然后求取相邻时间入磨气体温度数据的偏差值,接着设置权重系数,基于计算得到的偏差值和权重系数计算得到热风阀的第二开度控制优化值,最终通过热风阀的第二开度控制优化值结合第一开度控制优化值控制所述热风阀的开度。
13.进一步的还包括:步骤4、基于煤磨系统异常工况,对热、冷风阀进行控制,过程如下:
14.步骤4.1、获取煤磨系统的煤磨出口温度、煤磨主电机运行信号、煤磨计量秤运行信号、计量秤料量信号;
15.步骤4.2、设置两级温度t1、t2,t1《t2,并基于步骤4.1煤磨出口温度进行判断,当煤磨出口温度在持续时间s1超过t1℃时,使冷风阀全开,热风阀全关;当煤磨出口温度在持续时间s2超过t2℃时,使冷风阀全开,热风阀全关;
16.步骤4.3、基于煤磨主电机运行信号进行判断,当煤磨主电机运行信号出现下降沿,使冷风阀全开,热风阀全关;
17.步骤4.4、基于煤磨计量秤运行信号进行判断,当煤磨计量秤运行信号在持续时间s3为0,使冷风阀全开,热风阀全关;
18.步骤4.5、当计量秤在持续时间s4,料量小于g1吨时,显示计量秤料低异常,使冷风阀全开,热风阀全关。
19.进一步的,步骤1中的预处理依次包括滤波处理、归一化处理。
20.进一步的,步骤1中,先采用移动平均滤波器,对煤磨系统出口气体温度数据、热风阀开度数据分别进行滤波预处理;然后采用min-max归一化算法,对滤波预处理后的煤磨系统出口气体温度数据、热风阀开度数据分别进行归一化预处理。
21.进一步的,步骤1中,采用平均相关方差法,得到建立的煤磨温度状态空间模型的精度。
22.本发明中,通过构建煤磨温度状态空间模型,并基于煤磨温度状态空间模型得到热风阀第一开度控制优化值,再结合基于入磨气体温度得到的热风阀第二开度控制优化值,以此来实现对热风阀的优化控制,进而实现对煤磨系统的温度控制。同时,本发明还基于煤磨系统的异常工况,采用条件判断的方法,进一步实现对煤磨系统热、冷风阀的控制。
23.与现有技术相比,本发明对煤磨系统热、冷风阀的控制不依赖于人工经验,整个控制方法建立在对煤磨系统全方面数据了解的基础上,具有控制精度高、易于调整的优点,并且能够实现自动化运行。
附图说明
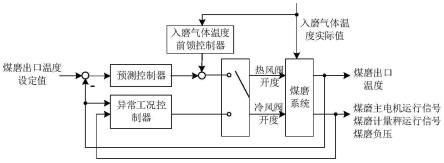
24.图1是本发明实施例方法原理图。
具体实施方式
25.下面结合附图和实施例对本发明进一步说明。
26.如图1所示,本实施例煤磨系统温度控制方法,用于煤磨系统前的热风阀、冷风阀的控制。具体通过构建预测控制器、入磨气体温度前馈控制器、异常工况控制器,来实现相应控制。本实施例方法过程如下:
27.步骤1、建立煤磨温度状态空间模型作为预测控制器。
28.获取煤磨系统实时数据{t
mm
(k),u
fm
(k)},k表示时间,k=1,...,n,其中 t
mm
(k)为实时获取的煤磨出口气体温度,u
fm
(k)为实时获取的热风阀的开度。
29.采用移动平均滤波器预处理煤磨系统实时数据{t
mm
(k),u
fm
(k)},获得滤波后数据其中:分别对应为t
mm
(k)、u
fm
(k)滤波后的数据。
30.然后采用min-max归一化算法,对滤波后数据进行归一化,获得归一化后数据
其中:
31.分别对应为归一化后的数据。
32.接着,以获得的归一化后数据作为输入输出数据,采用子空间辨识方法辨识出矩阵am、bm、cm,获得煤磨温度状态空间模型,如公式(1)、 (2)所示:
33.xm(k 1)=amxm(k) bmu(k)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1),
34.y(k)=cmxm(k)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2),
35.公式(1)、(2)中,xm(k)表示煤磨温度状态空间模型的状态;u(k)表示煤磨温度状态空间模型的输入量,有y(k)表示煤磨温度状态空间模型的输入量,有
36.最后,采用平均相关方差方法判断建立的煤磨温度状态空间模型的精度。
37.步骤2、利用预测控制器进行热风阀开度控制。
38.根据煤磨温度状态空间模型,预测煤磨系统出口气体温度未来的输出曲线,并与期望的煤磨系统出口气体温度设定值进行比较,基于比较结果进行预测控制优化,获得热风阀的第一开度控制优化值u
fmpre
(k),来控制实际煤磨系统的温度。过程如下:
39.首先联立公式(1)、(2),得到公式(3)如下所示:
[0040][0041]
由公式(3)可得:
[0042]
δxm(k 1)=xm(k 1)-xm(k)
[0043]
=am(xm(k)-xm(k-1)) bm(u(k)-u(k-1)) =amδxm(k) bmδu(k)
ꢀꢀꢀ
(4),
[0044]
y(k 1)-y(k)=cm(xm(k 1)-xm(k))=cmδxm(k 1)
[0045]
=c
mam
δxm(k)c
mbm
δu(k)
[0046]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5),
[0047]
根据(4)、(5)得到状态空间方程如公式(6)所示:
[0048][0049]
其中:
[0050]
c=[0
m 1],0m=[0,...,0]。
[0051]
假设当前时刻为ki,x(ki)为系统状态变量,那么nc个未来控制变量序列表示为δu(ki),δu(ki 1),
…
,δu(ki nc 1),n
p
个预测的状态变量表示为 x(ki 1|ki),x(ki 2|ki),
…
,x(ki m|ki),
…
,x(ki n
p
|ki)。基于式(6) 的状态空间方程,使用未来控制参数计算未来状态变量如公式(7)所示:
[0052][0053]
计算预测的输出变量如公式(8)所示:
[0054][0055]
联立公(7)、(8)得到公式(9)如下所示:
[0056]
y=fx(ki) φδu
ꢀꢀꢀꢀ
(9),
[0057]
其中:
[0058][0059]
定义性能函数如公式(10)所示:
[0060][0061]
其中:
[0062]
r(ki)为ki时刻的设定值;
[0063][0064]rω
为控制量权重,是可调整的常值。
[0065]
将公式(9)代入公式(10)中,对j求偏导,令偏导为0,最后得到公式 (11)如下所示:
[0066][0067]
热风阀的第一开度控制优化值u
fmpre
(k)=u
fmpre
(k-1) δu。
[0068]
步骤3、基于入磨气体温度偏差建立入磨气体温度前馈控制器,实现对热风阀开度进行控制。
[0069]
获取现场实时的煤磨系统入磨气体温度数据{t
rmm
(k)},求出入磨气体温度在相邻时间的偏差error
rmm
(k)=t
rmm
(k)-t
rmm
(k-1),根据此偏差error
rmm
(k)建立入磨气体温度前馈控制器,公式如下:
[0070]urmm
(k)=k
rmm
*error
rmm
(k)
ꢀꢀꢀ
(12),
[0071]
其中,u
rmm
(k)为入磨气体温度前馈控制器输出;k
rmm
(k)为控制器权重系数,k
rmm
(k)为可调参数,根据实际情况人为调整。
[0072]
以u
rmm
(k)作为热风阀的第二开度控制优化值,来进一步调整热风阀的开度,具体的将该第二开度控制优化值与前面步骤2得到的第一开度控制优化值相加,作为控制优化量实现对煤磨出口温度的补偿控制。
[0073]
步骤4、基于煤磨系统的异常工况建立异常工况控制器,实现对热风阀、冷风阀的控制。
[0074]
首先,获取煤磨系统中,煤磨出口温度、煤磨主电机运行信号、煤磨计量秤运行信号、四种异常工况。若出现异常工况,则异常工况控制器执行对热风阀、冷风阀的相应控制。
[0075]
四种异常工况的优先级不同,异常工况控制器基于优先级先执行优先级高的异常工况下的相应控制过程。优先级如表1所示:
[0076]
表1异常工况优先级表
[0077]
异常工况优先级(数字越小优先级越高)两级温度异常工况1煤磨跳停异常工况2计量秤跳停异常工况3计量秤料低异常工况4
[0078]
异常工况控制器的控制过程如下:
[0079]
4.1、两级温度异常工况
[0080]
当煤磨出口温度在持续时间s1超过t1℃时,显示煤磨出口温度高异常,异常工况控制器使冷风阀全开,热风阀全关。
[0081]
当煤磨出口温度在持续时间s2超过t2℃时,显示煤磨出口温度超高异常,异常工况控制器使冷风阀全开,热风阀全关。
[0082]
其中s1、t1、s2、t2均可配置,一般s1》s2、t1《t2。煤磨出口温度长时间维持高温会发生爆炸,随着温度越高,可发生爆炸的持续时间越短。在某水泥厂设置参数为s1=5s、t1=75℃、s2=3s、t2=85℃,其他水泥厂的设置参数可根据实际情况进行修改。
[0083]
4.2、煤磨跳停异常工况
[0084]
当煤磨主电机运行信号出现下降沿,显示煤磨跳停异常,异常工况控制器使冷风阀全开,热风阀全关。
[0085]
4.3、计量秤跳停异常工况
[0086]
当煤磨计量秤运行信号在持续时间s3为0,显示计量秤跳停异常,异常工况控制器使冷风阀全开,热风阀全关。其中s3可配置。
[0087]
4.4、计量秤料低异常工况
[0088]
当计量秤在持续时间s4,料量小于g1吨时,显示计量秤料低异常,异常工况控制器使冷风阀全开,热风阀全关。其中s4、g1均可配置,煤粉仓料量过低会导致供给煤磨系统的料
量不足,会导致煤磨系统很容易出现断料现象。在某水泥厂设置参数为s4=5s、g1=1t,其他水泥厂的设置参数可根据实际情况进行修改。
[0089]
本发明所述的实施例仅仅是对本发明的优选实施方式进行的描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域中工程技术人员对本发明的技术方案作出的各种变型和改进,均应落入本发明的保护范围,本发明请求保护的技术内容,已经全部记载在权利要求书中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。