1.本实用新型涉及一种合模机构,具体涉及一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构。
背景技术:
2.合模系统是注塑机的最重要组成部分之一,它的作用主要是固定模具,使动模板做启闭模运动,并且锁紧模具,以及顶出成型后的制品,对保证成型制品的质量起着重要的作用。
3.目前已知的注塑机合模系统包括全液压式合模机构、电动机械式合模机构以及液压机械式合模机构。其中液压机械式合模机构充分利用曲肘连杆机构的行程、速度、力的放大特性和自锁特性,实现了锁模可靠、开合模平稳、合模速度快、能耗低的效果,是目前使用最为普遍的一种合模机构。这一类型的合模机构基本都是采用拉杆的结构形式,拉杆的主要作用是承受合模力、动模板及模具的重量和保证动模板平行移动,当模具质量较重的时候,容易使拉杆产生弯曲,从而影响拉杆的导向精度。同时为了提高生产效率,如今大多数的小尺寸制件都采用多腔注塑生产,特别深腔制品由于静摩擦力大,需要的顶出力也较大,因此会使顶出板的变形变大,容易产生各个顶杆顶出力不均匀的现象,从而影响制品的均匀顶出,进而影响制品的质量。
4.多腔制品模具的多数是热流道和冷模组合模具,热流道平衡的模具对合模系统的模板平行度要求非常严格,高压锁模情况下模板平行度为零,0锁模力情况下不得大于0.20mm,动模板平行度易于调整,多腔打吨位的合模系统模具和质量特别重,五点式合模动模板在合模油缸作用下的力和油缸增力倍数和放大比必须完美体现。
5.此外,模具锁模力调整必须精准,中间大齿轮和四个调模齿中心距必须修正越接近整数值齿轮变为系数就越小,调模精度就越高,模板平行度也就越精确。
技术实现要素:
6.针对现有技术的不足,本实用新型提出了一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构,通过在顶模板上安装有由多组微调齿轮组成的齿轮微调机构,可以通过微量的变位系数调整中心距的整数误差,确保四根拉杆受力一致性,提高合模时各个模板的平行度,进而可以提高合模质量。
7.为实现上述技术方案,本实用新型提供了一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构,包括:底模板、动模板组件、顶模板、连杆块、拉杆、合模油缸和齿轮微调机构,其中四根呈方形布置的拉杆从上至下依次贯穿顶模板、动模板组件和底模板,顶模板和动模板组件之间通过连杆块铰接,合模油缸竖直向下安装在顶模板的顶部且合模油缸的伸缩轴与顶模板连接,齿轮微调机构安装在顶模板上方,所述齿轮微调机构包括四个分别安装在四根拉杆顶部的调模齿轮,每个调模齿轮内侧均安装有与调模齿轮啮合的小齿轮组,小齿轮组的内侧安装有向内延伸的大齿轮支撑调节座,调模中心大齿轮安装在顶模板
上方且由四个大齿轮支撑调节座支撑,所述调模中心大齿轮分别与四个小齿轮组啮合,位于调模中心大齿轮的左右两侧对称安装有两个液压调模组件。
8.在上述技术方案中,实际调节时,可以通过两个液压调模组件对调模中心大齿轮进行平行度的调节,并且通过四个小齿轮组过桥,将调模中心大齿轮与四根拉杆上的调模齿轮连接起来,使得调模中心大齿轮与四个调模齿轮的齿轮中心距更加贴近齿轮模数的整除值,这种结构调模更加精准,四根拉杆拉力均匀,确保四根拉杆受力一致性,当合模油缸驱动顶模板向下移动时,可以提高合模时顶模板、动模板和底模板的平行度,进而可以提高合模质量。
9.优选的,所述液压调模组件包括第一油缸安装座,所述第一油缸安装座固定在顶模板上且位于调模中心大齿轮的一侧,液压调模油缸竖直向上固定在第一油缸安装座上,微调齿轮安装在液压调模油缸的伸缩轴上且与调模中心大齿轮啮合。实际工作时,可以通过液压调模油缸驱动与调模中心大齿轮啮合的微调齿轮进行上下位置的调节,通过微调齿轮上下位置的微调可以实现对调模中心大齿轮转动时轨迹的微调,以便达到最好的调模效果。
10.优选的,所述动模板组件包括动模板本体,所述动模板本体顶部设置有第二油缸安装座,顶出油缸竖直向下安装在所述第二油缸安装座上,顶出板安装在所述第二油缸安装座的下方且与顶出油缸的伸缩轴连接,顶出板的下方通过多根顶出板导杆与动模板本体连接,四个辅助顶出油缸竖直向上安装在动模板本体上,辅助顶出油缸的伸缩轴与顶出板的底部连接,位于第二油缸安装座的左右两端设置有动模板支座,所述动模板支座通过连杆块与顶模板铰接,动模板本体上设置有四个拉杆过孔,四根拉杆分别贯穿所述四个拉杆过孔。实际工作时,注塑完成后可以通过顶出油缸和位于顶出板四个端角处安装的辅助顶出油缸之间的配合,实现顶出板的多组顶出,如此结构不仅可以增强对顶出板的推力,而且可以实现顶出板在移动过程中中间受力与端边受力之间的平衡,确保顶出板受力平衡,从而减少变形。
11.优选的,所述动模板本体上设置有线性滑块支撑座,动模板本体通过线性滑块支撑座与线性滑轨连接,实际工作时,整个动模板组件通过线性滑块支撑座与线性滑轨对接,并可沿线性滑轨上下稳定移动。
12.本实用新型提供的一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构的有益效果在于:本多腔多顶多组小齿轮微调消隙调模的五点式合模机构设计巧妙,通过在顶模板上安装有由多组微调齿轮组成的齿轮微调机构,可以通过微量的变位系数调整中心距的整数误差,确保四根拉杆受力一致性,提高合模时各个模板的平行度,进而可以提高合模质量。实际调节时,可以通过两个液压调模组件对调模中心大齿轮进行平行度的调节,并且通过四个小齿轮组过桥,将调模中心大齿轮与四根拉杆上的调模齿轮连接起来,使得调模中心大齿轮与四个调模齿轮的齿轮中心距更加贴近齿轮模数的整除值,这种结构调模更加精准,四根拉杆拉力均匀,确保四根拉杆受力一致性,当合模油缸驱动顶模板向下移动时,可以提高合模时顶模板、动模板和底模板的平行度,进而可以提高合模质量。
附图说明
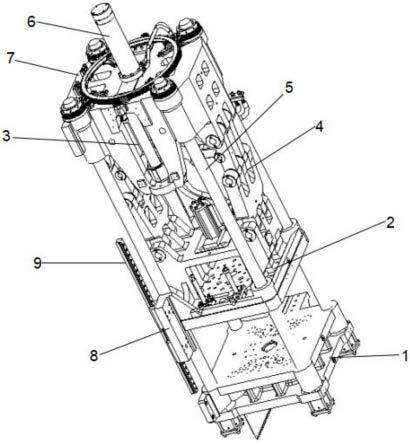
13.图1为本实用新型的立体结构装配示意图。
14.图2为本实用新型的局部结构装配示意图。
15.图3为本实用新型中动模板组件的立体结构装配示意图。
16.图4为本实用新型中液压调模组件的立体结构装配示意图。
17.图中:1、底模板;2、动模板组件;21、动模板本体;22、第二油缸安装座;23、动模板支座;24、拉杆过孔;25、顶出板;26、顶出油缸;27、辅助顶出油缸;3、顶模板;4、连杆块;5、拉杆;6、合模油缸;7、齿轮微调机构;71、调模中心大齿轮;72、大齿轮支撑调节座;73、小齿轮组;74、调模齿轮;75、液压调模组件;751、第一油缸安装座;752、液压调模油缸;753、微调齿轮;8、线性滑块支撑座;9、线性滑轨。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本实用新型的保护范围。
19.实施例:一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构。
20.参照图1至图4所示,一种多腔多顶多组小齿轮微调消隙调模的五点式合模机构,包括:底模板1、动模板组件2、顶模板3、连杆块4、拉杆5、合模油缸6和齿轮微调机构7,其中四根呈方形布置的拉杆5从上至下依次贯穿顶模板3、动模板组件2和底模板1,顶模板3和动模板组件2之间通过连杆块4铰接,合模油缸6竖直向下安装在顶模板3的顶部且合模油缸 6的伸缩轴与顶模板3连接,齿轮微调机构7安装在顶模板3的上方,所述齿轮微调机构7包括四个分别安装在四根拉杆5顶部的调模齿轮74,每个调模齿轮74内侧均安装有与调模齿轮 74啮合的小齿轮组73,小齿轮组73的内侧安装有向内延伸的大齿轮支撑调节座72,调模中心大齿轮71安装在顶模板3上方且由四个大齿轮支撑调节座72支撑,所述调模中心大齿轮 71分别与四个小齿轮组73啮合,位于调模中心大齿轮71的左右两侧对称安装有两个液压调模组件75。实际调节时,可以通过两个液压调模组件75对调模中心大齿轮71进行平行度的调节,并且通过四个小齿轮组73过桥,将调模中心大齿轮71与四根拉杆5上的调模齿轮74 连接起来,使得调模中心大齿轮71与四个调模齿轮74的齿轮中心距更加贴近齿轮模数的整除值,这种结构调模更加精准,四根拉杆5拉力均匀,确保四根拉杆5受力一致性,当合模油缸 6驱动顶模板3向下移动时,可以提高合模时顶模板3、动模板组件2和底模板1的平行度,进而可以提高合模质量。
21.参照图4所示,所述液压调模组件75包括第一油缸安装座751,所述第一油缸安装座751 固定在顶模板3上且位于调模中心大齿轮71的一侧,液压调模油缸752竖直向上固定在第一油缸安装座751上,微调齿轮753安装在液压调模油缸752的伸缩轴上且与调模中心大齿轮 71啮合。实际工作时,可以通过液压调模油缸752驱动与调模中心大齿轮71啮合的微调齿轮 753进行上下位置的调节,通过微调齿轮753上下位置的微调可以实现对调模中心大齿轮71 转动时轨迹的微调,以便达到最好的调模效果。
22.参照图3所示,所述动模板组件2包括动模板本体21,所述动模板本体21顶部设置有第二油缸安装座22,顶出油缸26竖直向下安装在所述第二油缸安装座22上,顶出板25安装在所述第二油缸安装座22的下方且与顶出油缸26的伸缩轴连接,顶出板25的下方通过多
根顶出板导杆与动模板本体21连接,四个辅助顶出油缸27竖直向上安装在动模板本体21上,辅助顶出油缸27的伸缩轴与顶出板25的底部连接,位于第二油缸安装座22的左右两端设置有动模板支座23,所述动模板支座23通过连杆块4与顶模板3铰接,动模板本体21上设置有四个拉杆过孔24,四根拉杆5分别贯穿所述四个拉杆过孔24。实际工作时,注塑完成后可以通过顶出油缸26和位于顶出板25四个端角处安装的辅助顶出油缸27之间的配合,实现顶出板25的多组顶出,如此结构不仅可以增强对顶出板25的推力,而且可以实现顶出板25在移动过程中中间受力与端边受力之间的平衡,确保顶出板25受力平衡,从而减少变形。所述动模板本体21上设置有线性滑块支撑座8,动模板本体21通过线性滑块支撑座8与线性滑轨9 连接,实际工作时,整个动模板组件2通过线性滑块支撑座8与线性滑轨9对接,并可沿线性滑轨9上下稳定移动。
23.本多腔多顶多组小齿轮微调消隙调模的五点式合模机构设计巧妙,通过在顶模板3上安装有由多组微调齿轮组成的齿轮微调机构7,可以通过微量的变位系数调整中心距的整数误差,确保四根拉杆5受力一致性,提高合模时各个模板的平行度,进而可以提高合模质量。实际调节时,可以通过两个液压调模组件75对调模中心大齿轮71进行平行度的调节,并且通过四个小齿轮组73过桥,将调模中心大齿轮71与四根拉杆5上的调模齿轮74连接起来,使得调模中心大齿轮71与四个调模齿轮74的齿轮中心距更加贴近齿轮模数的整除值,这种结构调模更加精准,四根拉杆5拉力均匀,确保四根拉杆5受力一致性,当合模油缸6驱动顶模板3向下移动时,可以提高合模时顶模板3、动模板组件2和底模板1的平行度,进而可以提高合模质量。
24.以上所述为本实用新型的较佳实施例而已,但本实用新型不应局限于该实施例和附图所公开的内容,所以凡是不脱离本实用新型所公开的精神下完成的等效或修改,都落入本实用新型保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。