1.本技术涉及板材压制装置领域,具体而言,涉及一种多功能板材压贴装置。
背景技术:
2.采用压贴膜对素板双面压贴纹路时通常可以采用压贴设备,即热压机。
3.传统的压贴设备主要包括具备工作台面的机架和控制机构,机架上安装有伸缩驱动结构,在伸缩驱动结构底部和工作台面上部固定热压纹路钢板,将压贴膜与板材放置在工作台面上,控制机构控制伸缩驱动结构驱动上部的热压纹路钢板下移,由此实现压贴膜与板材的复合。
4.但是传统的压贴设备由于热压纹路钢板通常会采用螺栓或者焊接方式与对应的衔接结构固定,使其难以拆卸,不便于满足使用者对素板印制不同纹路的需求,进而需要采用更多的不同热压纹路钢板去应对上述需求,无形中提升了板材压贴的成本。
技术实现要素:
5.为了弥补以上不足,本技术提供了一种多功能板材压贴装置,利用一套压贴设备可以做不同的素板进行压贴,达到降低成本、减少人员配置、提高生产效率从而提高单台压贴的生产产量的目的。
6.本技术实施例提供了一种多功能板材压贴装置,包括热压组件。
7.所述热压组件包括带有工作平台的热压机机架,所述热压机机架顶面安装有伸缩件a,所述伸缩件a活动端贯穿于所述热压机机架顶壁并连接有安装板,所述安装板和所述热压机机架工作平台的相对面均设有热压纹路钢板,所述热压纹路钢板其周边等距开通有挂接孔,并通过其卡接有挂钩,所述安装板和所述热压机机架工作平台的周侧均设有卡接件,并通过所述卡接件实现与对应的所述挂钩插接固定。
8.在一种具体的实施方案中,所述安装板和所述热压机机架工作平台周侧等距开设有滑槽,每个滑槽内均设有所述卡接件,每个所述挂钩远离所述热压纹路钢板的一侧均开通有插孔,且每个所述卡接件均分别插接至对应的所述插孔内。
9.在一种具体的实施方案中,所述卡接件均包括插接块和弹簧,所述插接块滑接于对应的滑槽内,所述弹簧两端分别与所述插接块里端和滑槽内里端固定,且所述插接块能够利用所述弹簧的推动力活动插入对应的所述插孔内。
10.在一种具体的实施方案中,两个所述热压纹路钢板相离侧均固定有钢丝导热网,且两个所述钢丝导热网还分别与所述安装板和所述热压机机架工作平台固定。
11.在一种具体的实施方案中,还包括靠近所述热压机机架工作平台左侧边的压贴膜升降上料组件,所述压贴膜升降上料组件包括底板a、伸缩件b和承载台a,所述底板a贴合地面,所述伸缩件b两端分别与所述底板a和所述承载台a的相对面固定,所述承载台a上堆叠有压贴膜。
12.在一种具体的实施方案中,还包括靠近所述热压机机架工作平台前侧边的素板上
料组件,所述素板上料组件包括底板b、伸缩件c和承载台b,所述底板b贴合地面,所述伸缩件c两端分别与所述底板b和所述承载台b的相对面固定,所述承载台b上堆叠有素板。
13.在一种具体的实施方案中,还包括靠近所述热压机机架工作平台右侧边的自动出板组件,所述自动出板组件包括承载台c、旋转部和伸缩件d以及真空吸盘机械手本体,所述承载台c贴合地面,所述旋转部安装在承载台c台面上且其外端与所述伸缩件d固定,所述真空吸盘机械手本体连接至所述伸缩件d的活动端并能够活动伸入所述热压机机架工作平台上吸附板材。
14.在一种具体的实施方案中,所述旋转部包括伺服电机、转轴和连杆,所述伺服电机安装在所述承载台c台面上且其输出端与所述转轴连接,所述连杆连接至所述转轴顶端一侧,所述伸缩件d固定端与所述连杆底部固定。
15.在一种具体的实施方案中,还包括靠近所述自动出板组件右侧边的输送组件本体,所述真空吸盘机械手本体还能够利用所述伺服电机移动至所述输送组件本体的传输面上部。
16.在一种具体的实施方案中,还包括靠近所述输送组件本体侧边尾端的热压切边组件,所述热压切边组件包括承载台d、支架和伸缩件e以及刀具本体,所述承载台d贴于地面,所述支架安装在所述承载台d上且其上部底端与所述伸缩件e固定,所述刀具本体连接至所述伸缩件e的活动端。
17.该多功能板材压贴装置所带来的优点:热压组件中采用挂钩和卡接件的配合能根据需求通过更换不同的热压纹路钢板完成不同型号的板材压贴任务,间接降低了进行不同需求板材压贴的成本,减少了人员配置、提高生产效率从而提高单台压贴的生产产量的目的。
附图说明
18.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
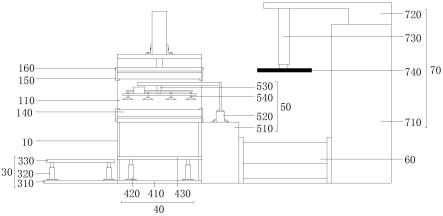
19.图1是本技术实施方式提供的多功能板材压贴装置结构示意图;
20.图2为本技术实施方式提供的热压组件结构正视图;
21.图3为本技术实施方式提供热压组件结构剖视图;
22.图4为本技术实施方式提供的图3中的a处局部放大图;
23.图5为本技术实施方式提供的热压纹路钢板结构示意图;
24.图6为本技术实施方式提供的挂钩结构示意图;
25.图7为本技术实施方式提供的旋转部结构示意图;
26.图8为本技术实施方式提供的输送组件本体和热压切边组件俯视位置关系结构示意图。
27.图中:10-热压组件;110-热压机机架;120-伸缩件a;130-安装板;140-热压纹路钢板;141-挂接孔;150-挂钩;151-插孔;160-卡接件;161-插接块;162-弹簧;170-钢丝导热网;30-压贴膜升降上料组件;310-底板a;320-伸缩件b;330-承载台a;40-素板上料组件;
410-底板b;420-伸缩件c;430-承载台b;50-自动出板组件;510-承载台c;520-旋转部;521-伺服电机;522-转轴;523-连杆;530-伸缩件d;540-真空吸盘机械手本体;60-输送组件本体;70-热压切边组件;710-承载台d;720-支架;730-伸缩件e;740-刀具本体。
具体实施方式
28.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
29.请参阅图1,本技术提供一种多功能板材压贴装置,包括热压组件10。其中,热压组件10能根据需求通过快速更换不同的热压纹路钢板完成不同型号的板材压贴任务。
30.请参阅图1-图6,热压组件10包括带有工作平台的热压机机架110,热压机机架110顶面安装有伸缩件a120,伸缩件a120活动端贯穿于热压机机架110顶壁并连接有安装板130,安装板130和热压机机架110工作平台的相对面均设有热压纹路钢板140,热压纹路钢板140其周边等距开通有挂接孔141,并通过其卡接有挂钩150,安装板130和热压机机架110工作平台的周侧均设有卡接件160,并通过卡接件160实现与对应的挂钩150插接固定。其中,利用伸缩件a120可使得两个热压纹路钢板140在热压操作时朝向相对的方向进行板材的热压,而在热压纹路钢板140需更换时,利用卡接件160和挂钩150的配合即可完成热压纹路钢板140的快速更换,方便通过更换不同的热压纹路钢板完成不同型号的板材压贴任务。
31.在本实施例中,安装板130和热压机机架110工作平台周侧等距开设有滑槽,每个滑槽内均设有卡接件160,每个挂钩150远离热压纹路钢板140的一侧均开通有插孔151,且每个卡接件160均分别插接至对应的插孔151内。其中,利用卡接件160和挂钩150中插孔151配合可限位挂钩150,即方便间接限位热压纹路钢板140。
32.在本实施例中,卡接件160均包括插接块161和弹簧162,插接块161滑接于对应的滑槽内,弹簧162两端分别与插接块161里端和滑槽内里端固定,且插接块161能够利用弹簧162的推动力活动插入对应的插孔151内。其中,按压插接块161去压缩弹簧162使其移出插孔151内,由此使得挂钩150不再插接块161限位,即可将挂钩150顺利脱离热压纹路钢板140,不再对热压纹路钢板140限位。
33.在本实施例中,两个热压纹路钢板140相离侧均固定有钢丝导热网170,且两个钢丝导热网170还分别与安装板130和热压机机架110工作平台固定。其中,利用钢丝导热网170为热压纹路钢板140导热,而其具体的导热远离为现有技术,在此不再赘述。
34.请参阅图1,还包括靠近热压机机架110工作平台左侧边的压贴膜升降上料组件30,压贴膜升降上料组件30包括底板a310、伸缩件b320和承载台a330,底板a310贴合地面,伸缩件b320两端分别与底板a310和承载台a330的相对面固定,承载台a330上堆叠有压贴膜(未图示)。其中,在压贴膜升降上料组件30最上层的上料位设置光电开关(未图示),当光电开关没有被板材遮挡时,伸缩件b320上升,直至光电开关被遮挡,保证压贴膜每次上料的位置稳定。
35.请参阅图1,还包括靠近热压机机架110工作平台前侧边的素板上料组件40,素板
上料组件40包括底板b410、伸缩件c420和承载台b430,底板b410贴合地面,伸缩件c420两端分别与底板b410和承载台b430的相对面固定,承载台b430上堆叠有素板(未图示)。其中,在素板上料组件40最上层的上料位也设置光电开关(未图示),当光电开关没有被板材遮挡时,伸缩件c420上升,直至光电开关被遮挡,保证素板每次上料的位置稳定。
36.还需说明的是,在热压机机架110工作平台上方设计了红外激光灯(未图示),使得红外激光灯在工作平台上垂直照射出一个矩形框,该矩形框长宽尺寸大于素板尺寸,但是小于压贴膜尺寸,红外激光灯既可以为矩形框四个角的点状激光灯,也可以为线状形成矩形控制线的激光灯,用于定位素板和压贴膜的位置。
37.请参阅图1和图7,还包括靠近热压机机架110工作平台右侧边的自动出板组件50,自动出板组件50包括承载台c510、旋转部520和伸缩件d530以及真空吸盘机械手本体540,承载台c510贴合地面,旋转部520安装在承载台c510台面上且其外端与伸缩件d530固定,真空吸盘机械手本体540连接至伸缩件d530的活动端并能够活动伸入热压机机架110工作平台上吸附板材。其中,自动出板组件50中的旋转部520能够间接控制真空吸盘机械手本体540移动至热压机机架110工作平台上部进行板材吸附,或者移动至输送组件本体60的输送面上进行热压后板材的放置,而利用伸缩件d530能够协助真空吸盘机械手本体540对板材进行吸附和放置。
38.在本实施例中,旋转部520包括伺服电机521、转轴522和连杆523,伺服电机521安装在承载台c510台面上且其输出端与转轴522连接,连杆523连接至转轴522顶端一侧,伸缩件d530固定端与连杆523底部固定。其中,利用伺服电机521直接驱动转轴522旋转,间接带动连杆523底部所连接的结构位移至合适位置协助完成板材的压贴操作。
39.请参阅图1和图8,还包括靠近自动出板组件50右侧边的输送组件本体60,真空吸盘机械手本体540还能够利用伺服电机521移动至输送组件本体60的传输面上部。其中,利用输送组件本体60便于将热压后转移至其上部的板材进行输送至热压切边组件70上进行后续的处理操作。
40.请继续参阅图1和图8,还包括靠近输送组件本体60侧边尾端的热压切边组件70,热压切边组件70包括承载台d710、支架720和伸缩件e730以及刀具本体740,承载台d710贴于地面,支架720安装在承载台d710上且其上部底端与伸缩件e730固定,刀具本体740连接至伸缩件e730的活动端。其中,热压切边组件70还自带有与承载台d710连边且位于输送组件本体60输送方向上的操作台,操作台与输送组件本体60输送面平齐,当板材输送至热压切边组件70的操作台上时,利用伸缩件e730带动刀具本体740下移可将多余的压贴膜进行沿边切割。
41.同时本技术中所有的伸缩件均可以选择液压缸和气缸或者电动推杆中的任意一种。
42.本技术可通过以下操作方式阐述其功能原理:
43.先将压贴膜平铺在外部的台面上,再将素板放在先前铺设的压贴膜上,后再取压贴膜平铺在素板上,再将放置好的两层压贴膜和素板转移至工作平台上的热压纹路钢板140上,利用伸缩件a120向下驱动上部的热压纹路钢板140使得两层压贴膜分别与素板两面完成热压复合,热压后,启动伺服电机521驱动转轴522旋转至一定角度,由此能够使得连杆523底部的真空吸盘机械手本体540移动至热压机机架110工作平台的正上方,利用伸缩件
d530驱动真空吸盘机械手本体540下压使得其将热压完成后的板材进行吸附,再利用伸缩件d530收缩带动板材上移,并通过伺服电机521间接驱动真空吸盘机械手本体540移至输送组件本体60传输面上方,利用伸缩件d530将板材稳定贴合至输送组件本体60传输面上,最后利用真空吸盘机械手本体540将板材彻底放至输送组件本体60传输面上,利用输送组件本体60带动板材朝向热压切边组件70出移动,待移动至热压切边组件70的操作台上时,利用伸缩件e730带动刀具本体740下移,由此对热压后的板材进行切边处理,重复进行以上操作能够完成板材的连续热压输送切边处理。
44.当热压纹路钢板140更换时,按压插接块161使其移出插孔151内,由此使得挂钩150不再被卡接件160限位,将挂钩150脱离热压纹路钢板140即可对其完成更换,实现一台热压机能压出不同纹路的热压板。
45.需要说明的是,弹簧162、刀具本体740以及本技术中的电器结构的具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
46.本技术中的电器结构的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
47.以上,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
