1.本发明属于钢结构材料制造领域,特别涉及一种网架自动焊接装置。
背景技术:
2.网架结构是由多根网架连杆按一定的网格形式通过节点连接而构成大跨度覆盖的空间结构,网架结构具有整体性好、空间刚度大、结构稳定的优点,不仅自身重量轻、现场施工工作量小、建设速度快,而且网架结构高度小、可有效利用空间,因此广泛应用于建筑行业。。
3.在传统的工艺中,钢结构网架通常在地面由人工进行焊接,再通过大型起升系统将焊接好的钢结构网架提升到指定安装点进行进一步的安装,采用人工焊接方式通常存在以下缺陷:1、虽然预点焊可以采用工装定位的方式进行,但人工操作的方式依然会存在点焊偏差,无法准确保证封板或锥头的通孔与钢管管体的同轴,进而会影响产品质量,易造成安装偏心、网架连杆存在偏载受力等后续的安装问题;2、人工焊接也通常难以保证焊缝的均匀性,进而无法对焊接变形进行有效控制,此外人工焊接需要多名焊接工人同时进行,耗费人力资源较多且效率低下;3.人工操作的方式对人员的技能及熟练程度要求较高,环形焊缝焊接过程中难免会发生焊接间断,更加剧了发生焊接变形的程度,且操作人员的情绪等人为因素对焊接质量也存在影响。
技术实现要素:
4.鉴于背景技术所存在的技术问题,本发明提供一种网架自动焊接装置,该装置采用全自动的焊接方式,使装置替代人工进行钢结构地面组装焊接,在保障了焊接质量的同时也大幅提升了焊接效率,并且节省了大量的人力资源。
5.为了解决上述技术问题,本发明采取了如下技术方案来实现:一种网架自动焊接装置,包括有焊接机械臂、网架支架、调节底座和自动焊接头;焊接机械臂架设在调节底座上,网架支架设置在调节底座的侧部,焊接机械臂上连接有自动焊接头,工作时钢结构网架固定在网架支架上,焊接机械臂自动对钢结构网架进行焊接。
6.优选的方案中,网架支架包括支腿、顶板、支撑架、伸缩杆和支撑板;所述支腿垂直安设在焊接机械臂的侧部,支腿顶部连接顶板,所述顶板上设置有支撑架,所述支撑架上垂直安设有伸缩杆,伸缩杆的另一端设有支撑板,钢结构网架固定在支撑板和支撑架之间并通过连接板相互焊接。
7.优选的方案中,支撑板上开设有卡槽用于固定钢结构网架位置并限制其间距,支撑架与钢结构网架的接触面处设有柔性护垫。
8.优选的方案中,调节底座包括有底座支架,所述底座支架的底部对称连接有底座固定板,底座支架的两侧设有齿板和滑杆,底座支架的上方设有安装板,所述安装板的两侧
卡接在滑杆上,安装板上垂直安设有驱动系统并驱动安装板沿着滑杆限位滑动,滑杆上等距开设有限位孔,安装板和底座支架的两侧还设有限位系统。
9.优选的方案中,驱动系统包括有步进电机,所述步进电机垂直安设在安装板上,步进电机的驱动系统连接驱动轴,驱动轴的另一端设有齿轮,齿轮与齿板啮合连接。
10.优选的方案中,支撑板上设有油箱,油箱通过分油器连接各驱动装置,油箱上安设有红绿指示灯。
11.优选的方案中,限位系统包括限位开关和限位块,所述限位开关安设在底座支架的前后两端处,限位块通过支架连接安装板并与安装板同步移动。
12.优选的方案中,焊接机械臂的底部设有旋转底座并安设在安装板上,焊接机械臂的顶部设有连接盒,焊接机械臂上设有第一液压电机,连接盒的下方设有第二液压电机,所述连接盒通过驱动液压杆连接自动焊接头。
13.优选的方案中,自动焊接头包括夹板,所述夹板分为上下两部并通过旋转轴活动连接,夹板后侧设有第三液压电机,所述第三液压电机通过焊接液压杆连接上下夹板并控制夹板围绕旋转轴进行开合,上下夹板通过焊接臂板连接焊接头。
14.本发明可达到以下有益效果:1、本装置中的焊接机械臂和自动焊接头采用微电脑控制的单元,可完全实现自动化的焊接工作,其焊接精度和焊接效率要大幅优于人工焊接方式,装置自动化程度较高,可避免人工操作的弊端,特别适用于大型网架的地面焊接组装工作;2、本装置中的底座和焊接头均可根据所焊接的钢结构网架进行自动调节,大幅提升了装置的适用性。
附图说明
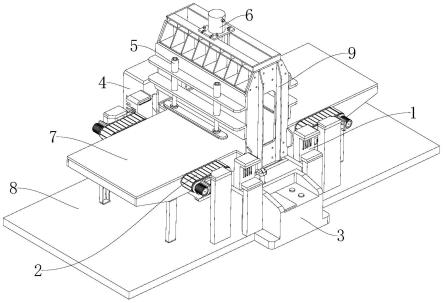
15.下面结合附图和实施例对本发明作进一步说明:图1为本发明整体结构示意图图;图2为本发明中网架支架结构放大示意图;图3为本发明中调节底座结构示意图;图4为本发明中调节底座结构平面侧视图;图5为本发明中自动焊接头放大示意图。
16.图中:焊接机械臂1、旋转底座101、第一液压电机102、第二液压电机103、连接盒104、驱动液压杆105、网架支架2、支腿201、顶板202、支撑架203、伸缩杆204、支撑板205、连接板206、柔性护垫207、钢结构网架3、调节底座4、底座固定板401、齿板402、底座支架403、滑杆404、安装板405、步进电机406、分油器407、油箱408、红绿指示灯409、驱动轴410、齿轮411、限位块412、限位开关413、限位孔414、自动焊接头5、夹板501、第三液压电机502、焊接液压杆503、旋转轴504、焊接臂板505、焊接头506。
具体实施方式
17.如图1所示,一种网架自动焊接装置,包括有焊接机械臂1、网架支架2、调节底座4和自动焊接头5;焊接机械臂1架设在调节底座4上,网架支架2设置在调节底座4的侧部,焊接机械臂1上连接有自动焊接头5,工作时钢结构网架3固定在网架支架2上,焊接机械臂1可
自动对钢结构网架3进行焊接。
18.优选的方案如图2所示,网架支架2包括支腿201、顶板202、支撑架203、伸缩杆204和支撑板205;所述支腿201垂直安设在焊接机械臂1的侧部,支腿201顶部连接顶板202,所述顶板202上设置有支撑架203,所述支撑架203上垂直安设有伸缩杆204,伸缩杆204的另一端设有支撑板205,钢结构网架3固定在支撑板205和支撑架203之间并通过连接板206相互焊接;支撑板205上开设有卡槽用于固定钢结构网架3位置并限制其间距,支撑架203与钢结构网架3的接触面处设有柔性护垫207;工作时伸缩杆204可调节高度,通过设置支撑板205上卡槽间距和支腿201的间距,能够根据所焊接的钢结构网架3的实际大小进调节,柔性护垫207能够保证在焊接的过程中网架不会受到磨损。
19.优选的方案如图3所示,调节底座4包括有底座支架403,所述底座支架403的底部对称连接有底座固定板401,底座支架403的两侧设有齿板402和滑杆404,底座支架403的上方设有安装板405,所述安装板405的两侧卡接在滑杆404上,安装板405上垂直安设有驱动系统并驱动安装板405沿着滑杆404限位滑动,滑杆404上等距开设有限位孔414用于定安装板405的位置,安装板405和底座支架403的两侧还设有限位系统,用于对安装板405进行限位,防止在移动过程中从滑杆404上滑出。
20.优选的方案如图4所示,驱动系统包括有步进电机406,所述步进电机406垂直安设在安装板405上,步进电机406的驱动系统连接驱动轴410,驱动轴410的另一端设有齿轮411,齿轮411与齿板402啮合连接;工作时步进电机406带动驱动轴410和齿轮411旋转,由于齿轮411与齿板402啮合连接,进而带动安装板405沿着齿板402滑动,当需要方向运动时只需要反向旋转驱动轴410和齿轮411即可。
21.优选的方案如图3所示,支撑板205上设有油箱408,油箱408通过分油器407连接各驱动装置,油箱408上安设有红绿指示灯409用于指示驱动装置的工作情况。
22.优选的方案如图3所示,限位系统包括限位开关413和限位块412,所述限位开关413安设在底座支架403的前后两端处,限位块412通过支架连接安装板405并与安装板405同步移动;当限位块412随之移动并触碰到限位开关413时,步进电机406立即停止工作,安装板405停止移动并保证了其运行过程中的安全性。
23.优选的方案如图1所示,焊接机械臂1的底部设有旋转底座101并安设在安装板405上,焊接机械臂1的顶部设有连接盒104,焊接机械臂1上设有第一液压电机102用于调节机械臂1的工作角度,连接盒104的下方设有第二液压电机103用于调节连接盒104的工作角度,所述连接盒104通过驱动液压杆105连接自动焊接头5并用于调节自动焊接头5的工作角度。
24.优选的方案如图5所示,自动焊接头5包括夹板501,所述夹板501分为上下两部并通过旋转轴504活动连接,夹板501后侧设有第三液压电机502,所述第三液压电机502通过焊接液压杆503连接上下夹板501并控制夹板501围绕旋转轴504进行开合,上下夹板501通过焊接臂板505连接焊接头506并对钢结构网架3进焊接。
25.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。