1.本发明涉及螺旋弹簧的轴线弯曲的弧形弹簧的制造方法及装置。
背景技术:
2.作为现有的弧形弹簧的制造方法,对使轴线弯曲前的弧形弹簧的半成品向螺旋状的线间依次打入楔部而使轴线弯曲。
3.在该弧形弹簧的制造方法中,若单纯地一边使半成品在轴向上偏移一边将楔部依次打入线间,则每当楔部被打入时,半成品根据螺旋状而产生扭转。
4.因此,以往,如专利文献1那样,通过使楔部的打入位置在周向上逐渐偏移,从而利用由之后的打入而产生的扭转来抵消由之前的打入所产生的扭转。
5.根据该制造方法,能够一边抑制扭转一边得到轴线弯曲的螺旋弹簧。
6.但是,弧形弹簧有时会在之后进行喷丸强化等喷射加工。在该情况下,即使在楔部的打入时抑制扭转,也会在喷射加工后产生扭转。
7.现有技术文献
8.专利文献
9.专利文献1:日本专利第6538486号公报
技术实现要素:
10.发明所要解决的课题
11.要解决的问题点在于,在喷射加工后弧形弹簧产生扭转。
12.用于解决课题的方案
13.本发明提供一种能够抑制在喷射加工后弧形弹簧产生扭转的弧形弹簧的制造方法及装置。
14.弧形弹簧的制造方法是使将线材卷绕成螺旋状而成的螺旋弹簧的轴线弯曲而得到的弧形弹簧的制造方法。该制造方法对进行上述轴线弯曲前的上述弧形弹簧的半成品向螺旋状的线间依次打入楔部,使依次打入了上述楔部的打入位置中的至少一个沿周向偏移,增大或减少在使上述半成品的轴线弯曲以成形出上述弧形弹簧时因上述楔部的打入而产生于上述弧形弹簧的扭转,对上述弧形弹簧进行喷射加工,由此,赋予相对于上述弧形弹簧的扭转为反向的扭转而抵消上述扭转。
15.另外,弧形弹簧的制造装置是使将线材卷绕成螺旋状而成的螺旋弹簧的轴线弯曲而得到的弧形弹簧的制造装置。该制造装置具备:打入部,其对进行上述轴线弯曲前的上述弧形弹簧的半成品向螺旋状的线间依次打入楔部,使依次打入了上述楔部的打入位置中的至少一个沿周向偏移,增大或减少在使上述半成品的轴线弯曲以成形出上述弧形弹簧时因上述楔部的打入而产生于上述弧形弹簧的扭转;以及喷射加工部,其对上述弧形弹簧进行喷射加工,由此赋予相对于上述弧形弹簧的扭转为反向的扭转而抵消上述扭转。
16.发明效果
17.本发明能够通过进行喷射加工来抵消扭转,因此能够抑制在喷射加工后弧形弹簧产生扭转。
附图说明
18.图1(a)是表示本发明的实施例的弧形弹簧的侧视图,图1(b)是表示s卷的弧形弹簧的半成品的侧视图,图1(c)是表示z卷的弧形弹簧的半成品的侧视图。
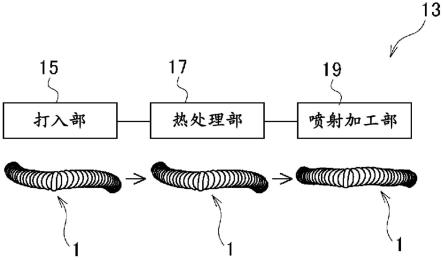
19.图2是将将实施例的弧形弹簧的制造装置与弧形弹簧的扭转状态一起表示的块图。
20.图3(a)及(b)是表示实施例的弧形弹簧的制造装置的打入部的局部省略侧视图,图3(a)是打入初期的状态,图3(b)是打入后期的状态。
21.图4(a)及(b)是表示实施例的楔部的打入位置和扭转的方向的半成品的俯视图,图4(a)是s卷,图4(b)是z卷。
22.图5是在实施例与比较例的比较中表示各工序的扭转量的图表。
23.图6是表示图5的扭转量的测定方法的弧形弹簧的概略图。
具体实施方式
24.通过形成弧形弹簧时的楔部的打入产生在喷射加工供抵消的扭转,由此实现抑制在喷射加工后弧形弹簧产生扭转的目的。
25.本发明的弧形弹簧(1)的制造方法是使将线材(3)卷绕成螺旋状而成的螺旋弹簧的轴线(x)弯曲,制造弧形弹簧(1)。该制造方法对弧形弹簧(1)的半成品(5a、5b)进行楔部(21)的打入和喷射加工。
26.楔部(21)的打入是对使轴线(x)弯曲之前的弧形弹簧(1)的半成品(5a、5b)向螺旋状的线间(9a)依次打入楔部(21)。使这些依次打入了楔部(21)的打入位置中的至少一个沿周向偏移,增大或减少在使半成品(5a、5b)的轴线(x)弯曲而成形弧形弹簧(1)时因楔部(21)的打入而产生的弧形弹簧(1)的扭转。
27.喷射加工赋予相对于弧形弹簧(1)的扭转为反向的扭转,使扭转抵消。此外,由喷射加工而产生的扭转的方向根据弧形弹簧(1)的线圈状的卷的方向设定。扭转的抵消不仅是完全消除扭转,也可以是成为残留有预定的允许范围内的扭转的状态。
28.弧形弹簧(1)的扭转的增大或减少是设定与由喷射加工而产生的反向的扭转抵消的扭转,根据该反向的扭转来进行。弧形弹簧(1)的扭转的增大或减少可以根据将打入位置偏移的方向、偏移的量、偏移的数量来设定。
29.打入位置的偏移能够通过半成品(5a、5b)与楔部(21)之间的相对旋转来进行。
30.打入位置也可以逐渐在周向上偏移。在该情况下,打入位置的偏移量也可以相同。
31.也可以在喷射加工之前对成形的弧形弹簧(1)进行热处理。热处理赋予相对于弧形弹簧(1)的扭转为反向的扭转,将扭转局部抵消。在该情况下,在喷射加工中,赋予相对于局部抵消后所剩余的扭转为反向的扭转。
32.喷射加工也可以为从弧形弹簧(1)的径向外侧进行的喷丸强化。在该情况下,使弧形弹簧(1)的外周的压缩残余应力比内周大。
33.弧形弹簧(1)的制造装置(13)具备打入部(15)和喷射加工部(19)。打入部(15)对
使轴线(x)弯曲前的弧形弹簧(1)的半成品(5a、5b)向螺旋状的线间(9a)依次打入楔部(21)。打入部(15)使这些依次打入了楔部(21)的打入位置中的至少一个沿周向偏移,使半成品(5a、5b)的轴线(x)弯曲而成形弧形弹簧(1),并且使因楔部(21)的打入而产生的弧形弹簧(1)的扭转增大或减少。喷射加工部(19)对弧形弹簧(1)进行喷射加工,由此赋予相对于弧形弹簧(1)的扭转为反向的扭转而抵消扭转。
34.实施例
35.[弧形弹簧]
[0036]
图1(a)~(c)分别是表示弧形弹簧的侧视图,是表示s卷的弧形弹簧的半成品的侧视图、以及表示z卷的弧形弹簧的半成品的侧视图。
[0037]
本实施例的弧形弹簧1是线材3卷绕成螺旋状且轴线x弯曲的弧状的螺旋弹簧。半成品5a是轴线x弯曲之前的状态,在本实施例中为直线状。弧形弹簧1及半成品5a的卷的方向是所谓的s卷(左卷),从端部7a及7b观察,绕轴线x逆时针卷绕。
[0038]
卷绕的方向也可以如半成品5b那样为反向。半成品5b是所谓的z卷(右卷),从端部7a及7b观察,绕轴线x顺时针卷绕。由该半成品5b形成的弧形弹簧(未图示)也同样地为z卷。
[0039]
另外,半成品5a及5b是指使轴线x弯曲之前的产品,不需要是直线状。因此,半成品5a及5b也包括在制造过程中轴线x相对于直线状弯曲或屈曲的产品等。
[0040]
本实施例的弧形弹簧1具有主体部9和两侧的端部磨平圈部11a、11b。主体部9形成为螺旋状的线间9a(相邻的线圈部分9b间的间隙)的沿着轴线x的方向的距离(以下,称为“螺距”)相对较大,端部磨平圈部11a、11b形成为螺距相对较小。在端部磨平圈部11a、11b形成有作为弧形弹簧1的两端面且由切削而形成的端部磨平面12a、12b。另外,也可以省略端部磨平圈部11a、11b。
[0041]
以下,将沿着弯曲的轴线x的方向称为“轴向”,将沿着弯曲前的轴线x的方向称为“弯曲前轴向”。
[0042]
半成品5a除了轴线x为直线状,为与弧形弹簧1相同的结构。另外,半成品5b除了轴线x为直线状以及卷的方向不同,为与弧形弹簧1相同的结构。
[0043]
[弧形弹簧的制造装置]
[0044]
图2是将弧形弹簧的制造装置与弧形弹簧的扭转状态一起表示的块图。图3(a)及(b)是表示弧形弹簧的制造装置的打入部的局部省略侧视图,图3(a)是打入初期的状态,图3(b)是打入后期的状态。
[0045]
本实施例的弧形弹簧1的制造装置13(以下,简称为“制造装置13”)具备打入部15、热处理部17以及喷射加工部19。
[0046]
打入部15向使轴线x弯曲之前的半成品5a的螺旋状的线间9a依次打入楔部21。在本实施例中,楔部21的打入位置逐渐沿周向偏移(参照图4)。通过该打入,使半成品5a弯曲而成形弧形弹簧1,并且使因楔部21的打入而产生的弧形弹簧1的扭转增大。另外,周向是指半成品5a的绕轴心x的圆周方向。
[0047]
本实施例的打入部15具备一对把持部23a、23b和楔部21。一对把持部23a、23b由气动卡盘等把持机构构成,分别能够进行绕轴心x的旋转以及沿弯曲前轴向的移动。由此,每当进行楔部21的打入时,把持部23a、23b使半成品5a绕轴线x旋转预定角度,并且沿弯曲前轴向移动预定量。另外,绕轴心x的旋转以及沿弯曲前轴向的移动只要是与楔部21的相对的
运动即可。因此,也可以采用使楔部21旋转且沿弯曲前轴向移动的结构。
[0048]
把持部23a、23b的旋转、沿弯曲前轴向的移动只要通过适当的驱动部进行即可。例如,把持部23a、23b的旋转能够通过伺服马达来进行。另外,把持部23a、23b沿弯曲前轴向的移动能够通过伺服马达以及滚珠丝杠进行。
[0049]
一方的把持部23a把持半成品5a的一端部7a,另一方的把持部23b把持半成品5a的另一端部7b。一方的把持部23a的把持从楔部21开始打入时进行,另一方的把持部23b的把持在向半成品5a依次打入楔部21的中途,从一方的把持部23a的把持切换而进行。
[0050]
楔部21是前端形成为楔状的扩开工具。楔部21通过与半成品5a的移动及旋转同步地被驱动,向半成品5a的线间9a打入。在该打入时,半成品5a由在打入方向(在实施例中为上下方向)上与楔部21对置的模具25支撑。
[0051]
另外,楔部21的打入只要通过适当的驱动部进行即可,例如能够通过利用凸轮将伺服马达的旋转动作转换为打入方向的动作并传递至楔部21来进行。
[0052]
通过楔部21的打入而成形的弧形弹簧1由未图示的搬送机构搬送至热处理部17。
[0053]
热处理部17在喷射加工之前对弧形弹簧1进行作为热处理的退火。热处理部17能够由公知的电炉等构成。因此,省略对热处理部17的详细说明。
[0054]
通过在该热处理部17的热处理,赋予相对于由楔部21的打入而产生的弧形弹簧1的扭转为反向的扭转,将弧形弹簧1的扭转局部地抵消。
[0055]
喷射加工部19实施从弧形弹簧1的径向外侧的喷丸强化作为喷射加工。喷射加工部19能够由公知的喷丸强化装置构成。因此,省略喷射加工部19的详细的说明。
[0056]
通过该喷射加工部19的喷射加工,对由楔部21的打入而产生的弧形弹簧1的扭转赋予反向的扭转而抵消。在本实施例中,赋予相对于通过热处理局部抵消后所剩余的扭转为反向的扭转。
[0057]
另外,制造装置13的各部只要由未图示的计算机控制即可。
[0058]
[弧形弹簧的制造方法]
[0059]
在本实施例的弧形弹簧1的制造方法中,对由有效匝数为49、外径为15.25mm的半成品5a制造弧形弹簧1的情况进行说明。但是,也可以应用本实施例的制造方法,由其它尺寸的半成品5a制造弧形弹簧1。
[0060]
在该制造方法中,首先,通过楔部21相对于半成品5a的打入,成形弧形弹簧1。
[0061]
在打入时,半成品5a被未图示的搬送机构搬送到打入部15,如图3(a)所示地,半成品5a的一端部7a由一方的把持部23a把持,并且使另一端部7b位于模具25上。
[0062]
然后,如图3(b)所示,一边使半成品5a绕轴线x旋转,并且沿弯曲前轴向移动,一边从半成品5a的另一端部7b侧向螺旋状的线间9a依次打入楔部21。由此,以使轴线x弯曲的方式使半成品5a塑性变形,成形弧形弹簧1。另外,在本实施例中,楔部21的打入进行49次。
[0063]
此时,在弧形弹簧1产生因楔部21的打入而引起的扭转,但该扭转通过半成品5a的旋转而增大或减少。
[0064]
图4(a)及(b)是表示楔部的打入位置和扭转的方向的半成品的俯视图,图4(a)是s卷,图4(b)是z卷。
[0065]
在s卷的半成品5a的情况下,由楔部21的打入而产生的弧形弹簧1的扭转沿s方向产生。s方向是指从轴向观察,使弧形弹簧1或半成品5a的另一端部7b绕逆时针旋转的方向。
z方向是与s方向相反的方向,是指从轴向观察,使弧形弹簧1或半成品5a的另一端部7b绕顺时针旋转的方向。另外,通过s方向的扭转,在从轴向观察具有扭转的弧形弹簧1的另一端部7b的情况下,以没有扭转的弧形弹簧1(参照图1(a))的轴线x为中心,具有扭转的弧形弹簧1的轴线xt(参照图6)以绕顺时针描绘螺旋的方式变形。z卷的半成品5b的情况与此相反。
[0066]
在s卷中使扭转增大的情况下,通过每当打入楔部21时使半成品5a在s方向上旋转预定角度,从而附加s方向的扭转。因此,在本实施例中,将打入位置逐渐偏移,此时的打入位置的偏移量全部相同。相反,在使扭转减少的情况下,通过每当打入楔部21时使半成品5a在z方向上旋转预定角度,从而附加z方向的扭转,将s方向的扭转局部抵消。z卷的情况与s卷的情况相反。
[0067]
本实施例的弧形弹簧1根据后述的热处理及喷射加工中的扭转,在s卷中使s方向的扭转增大。因此,每当打入楔部21时,使半成品5a在s方向上旋转预定角度。也可以使把持部23a或23b相对于初始位置预先向反方向即z方向旋转,通过返回到初始位置而进行半成品5a的旋转。基于旋转的楔部21的打入位置从另一端部7b到一端部7a逐渐沿z方向偏移。连接这些楔部21的打入位置的假想线l1如图4所示。z卷的情况下的假想线l2与s卷的情况相反。
[0068]
通过该打入位置的偏移,在本实施例中,对于使成品5a不旋转时的s方向的8.5度的扭转,通过每当打入楔部21时使半成品5a旋转0.489度,通过49次的打入而附加s方向的24度的扭转。因此,在成形的弧形弹簧1中产生的s方向的扭转为32.5度。
[0069]
在此,角度表示扭转量,相当于使半成品5a的另一端部7b相对于初始位置沿周向旋转的角度。另外,角度将s方向设为正,将z方向设为负。
[0070]
对这样形成的弧形弹簧1进行作为热处理的退火。即,通过未图示的搬送机构将弧形弹簧1从打入部15搬送至热处理部17,在热处理部17进行适当的退火。
[0071]
在退火时,赋予相对于由楔部21的打入而引起的弧形弹簧1的扭转为反向的扭转,将弧形弹簧1的扭转局部地抵消。
[0072]
在s卷的情况下,弧形弹簧1因退火而产生z方向的扭转。因此,在弧形弹簧1产生的s方向的扭转被局部抵消。z卷的情况与s卷的情况相反。
[0073]
退火后,对弧形弹簧1实施作为喷射加工的喷丸强化。即,通过未图示的搬送机构将弧形弹簧1从热处理部17搬送到喷射加工部19,在喷射加工部19进行适当的喷丸强化。
[0074]
通过在该喷射加工部19的喷丸强化,针对于通过热处理被局部抵消而残留的弧形弹簧1的扭转,赋予反向的扭转而抵消。
[0075]
在s卷的情况下,由于至弧形弹簧1的内周和外周的喷丸粒的碰撞量差,弧形弹簧1的外周的压缩残余应力比内周大,因喷丸强化而引起的扭转沿z方向产生。另外,扭转量能够根据内周以及外周的压缩残余应力来设定。z卷的情况与s卷的情况相反。
[0076]
本实施例的基于喷丸强化而产生的z方向的扭转与基于退火而产生的扭转合起来为-32.5度。因此,在本实施例中,在喷丸强化完成后,电弧弹簧1的扭转被除去,能够得到没有扭转的平坦的弧形弹簧1。另外,因退火而产生的扭转量与基于喷丸强化而产生的扭曲量大幅减小。因此,也能够忽略因退火而产生的扭转量。
[0077]
此外,在喷丸强化后,也可以进行作为热处理的退火。在该退火中,将喷丸强化后残留的扭转抵消。但是,与喷丸强化前的退火同样地,喷丸强化后的退火引起的扭曲量与喷
丸强化产生的扭转量相比大幅减小,因此也能够忽略。在该情况下,也可以仅忽视喷丸强化前后的退火引起的扭转量的任一方。
[0078]
与上述的扭转的抵消相关的角度的关系能够由下式表达。θ越接近零,则弧形弹簧1的平坦度越高。另外,角度在周向上具有方向性,在将向一方的周向的角度设为正的情况下,向另一方的周向的角度为负。
[0079]
θ=α β
×
n γ
[0080]
在此,α是使半成品5a不旋转地打入楔部21时产生的扭转的角度,β是每当打入楔部21时使半产品5a旋转的角度,n是打入楔部21的次数,γ是在楔部21的打入后的工序中产生的扭转的角度的合计值。
[0081]
图5是在实施例与比较例的比较中表示各工序中的扭转量的图表。图6是表示图5的扭转量的测定方法的弧形弹簧的概略图。
[0082]
在图5中,实施例表示通过上述实施例的制造方法制造的弧形弹簧1。比较例使用与实施例相同的半成品5a,在楔部的打入时除去弧形弹簧的扭转,之后进行退火和喷丸强化。即,比较例通过使半成品旋转附加-8.5度的z方向的扭转,抵消因楔部的打入而产生的8.5度的s方向的扭转。
[0083]
在图5中,高度h以与角度不同的尺度表示弧形弹簧1的扭转量,在将弧形弹簧1载置于平坦的面f上的状态下,表示弧形弹簧1的顶部相对于面f的高度。该高度h分别在左端的工序后测定,对应的扭转的角度示于右端。高度h的值意味着越接近作为半成品5a的外径的15.25mm,则弧形弹簧1的平坦度越高。在图5中,将其表示为(高度h-外径)。此外,在右端的角度中,热处理后和喷射加工后一起计算。
[0084]
在实施例中,在成形弧形弹簧1后产生了32.5度的s方向的扭转,与此相对,在比较例中,扭转被抵消。因此,与实施例相比,比较例的(高度h-外径)的值大幅减小。
[0085]
但是,当经过退火结束喷丸强化时,在实施例中,s方向的扭转被z方向的扭转抵消。与此相对,在比较例中,产生了-32.5度的z方向的扭转。因此,与实施例相比,比较例的(高度h-外径)的值大幅增大。
[0086]
[实施例的效果]
[0087]
如以上说明的那样,本实施例的弧形弹簧1的制造方法对使轴线x弯曲前的弧形弹簧1的半成品5a向螺旋状的线间9a依次打入楔部21,且使依次打入楔部21的打入位置中的至少一个沿周向偏移,增大在使半成品5a弯曲而成形弧形弹簧1时因楔部21的打入而产生的弧形弹簧1的扭转,通过对弧形弹簧1进行喷射加工,赋予相对于弧形弹簧1的扭转为反向的扭转,将扭转抵消。
[0088]
因此,在本实施例中,在楔部21的打入时控制扭转,能够在喷射加工时通过反向的扭转抵消被控制的扭转。因此,能够可靠地抑制在喷射加工后在弧形弹簧1产生扭转。
[0089]
在本实施例中,在喷射加工之前对弧形弹簧1进行热处理,由此将弧形弹簧1的扭转通过反向的扭转局部地抵消,且通过喷射加工赋予相对于被局部地抵消后所剩余的扭转为反向的扭转。
[0090]
因此,在本实施例中,即使在喷射加工前进行热处理,也能够可靠地抑制在喷射加工后在弧形弹簧1产生扭转。
[0091]
喷射加工是从弧形弹簧1的径向外侧进行的喷丸强化,使弧形弹簧1的外周的压缩
残余应力比内周大。
[0092]
由此,在本实施例中,能够通过喷射加工可靠地赋予与由楔部21的打入而产生的扭转反向的扭转,能够更可靠地抑制在喷射加工后在弧形弹簧1产生扭转。
[0093]
另外,在本实施例中,在依次打入楔部21时将打入位置逐渐偏移,此时的打入位置的偏移量全部相同。因此,能够容易且可靠地使弧形弹簧1的扭转增大。
[0094]
制造装置13具备:打入部15,其对使轴线x弯曲前的弧形弹簧1的半成品5a向螺旋状的线间9a依次打入楔部21,使依次打入了楔部21的打入位置中的至少一个沿周向偏移,增大在使半成品5a弯曲而成形弧形弹簧1时因楔部21的打入而产生的弧形弹簧1的扭转;以及喷射加工部19,其通过对弧形弹簧1进行喷射加工,赋予相对于弧形弹簧1的扭转为反向的扭转,抵消弧形弹簧1的扭转。
[0095]
因此,制造装置13与上述制造方法同样地能够可靠地抑制在喷射加工后在弧形弹簧1产生扭转。
[0096]
符号说明
[0097]
1—弧形弹簧,3—线材,5a、5b—半成品,9a—线间,13—制造装置,15—打入部,17—热处理部,19—喷射加工部,21—楔部。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
