1.本发明属于塑料包装领域,涉及一种制袋机热封压力控制方法。
背景技术:
2.软包装行业有五大主要工序,按顺序分为:制膜、印刷、复合、分切/检品/复卷、制袋;其中制袋工序使用的设备通常称为制袋机,制袋工序的产成品
‑‑‑
包装袋的非常重要的一个质量衡量指标叫热封牢度,热封牢度是由制袋机的热封工艺参数(热封三要素)决定的,即热封温度、热封时间和热封压力。
3.目前主流的制袋机的热封刀(也称烫刀)组件及主传动力的传递结构如图1,该结构的工作原理如下:可热封材料(pe、pp等,以下简称薄膜)在热封刀7和硅胶板8之间穿过,薄膜是由相应的牵引机构以间歇运动的方式牵引完成。主传动电机12通过偏心轴13驱动连杆11,连杆11带动传动导板10做上下往复运动,而传动导板10又通过贯穿于下横梁9的传动导杆5与上横梁3连接,上横梁3上设置有热封刀7,热封刀7与下横梁9上的硅胶板8对应,同时通过上并紧螺帽1、弹簧2和下并紧螺帽4进行传动导杆5与上横梁3的紧固。每台制袋机都由一套独立的制袋机控制系统控制,热封三要素中的热封温度和热封时间可以通过在该控制系统中直接设定,唯独热封压力没有办法直接设定。
4.制袋环节生产中某一张订单对应的薄膜材料(热封层为pe、pp等)都有相对应的工艺参数要求,比如热封温度为180℃、热封时间为0.2秒、热封压力为20n。如前所述,热封温度和热封时间可以在制袋机控制系统中直接设定,而热封压力都是制袋工人凭经验来调整图1中的上并紧螺帽1的位置,通常的操作方法是:制袋机试运行,通过热封强度测试设备测试产成品的热封牢度,根据所测牢度调整上并紧螺帽1的位置,如此往复进行试运行直至产成品包装袋的热封牢度符合要求,该过程通常情况下都会产生大量的试运行废品。
技术实现要素:
5.本发明针对现有技术的不足,提供一种制袋机热封压力控制方法,
6.本发明包括以下步骤:
7.step1、依据机械结构确定偏心轴旋转的机械0位,即相位的零点a、热封刀压合的起始相位点b、热封刀压合的结束相位点c点;
8.step 2、从a点起对电机进行速度控制模式,到达b点后切换至转矩控制模式,到达c点再切换至速度控制模式,如此循环;
9.step 3、依据制袋机控制系统给定的速度设定值确定速度控制模式下的速度控制模拟量的给定值;
10.依据订单工艺参数需要的热封压力确定转矩控制模式下的转矩控制模拟量的给定值。
11.进一步说,在转矩控制模式中需配合使用速度限定控制模式。
12.进一步说,所述电机的转矩t由所述的热封压力f确定,计算如下:
13.t=f*r/q/p/1000
14.其中f为热封刀上的压力,单位为n;r为偏心轴的偏心量,单位为mm;q为上下垂直运动的力传递系数;p为减速机的减速比。
15.进一步说,所述的电机带有实时负载转矩的输出接口。
16.进一步说,通过输出接口配合数据格式及通讯协议可实时获取电机输出转矩的数值。
17.进一步说,所述的电机为伺服电机或变频电机。
18.本发明的有益效果:
19.本发明通过电机驱动器实时获取电机转矩,从而确定热封压力;进而在给定热封压力下,调整控制模式的转换,有效的节省试运行阶段的材料浪费,同时也可以实时的监控制袋机运行过程中热封压力的变化情况,进一步有效的实时控制热封牢度。
附图说明
20.图1为现有的制袋机的热封刀组件及主传动力的传递结构图;
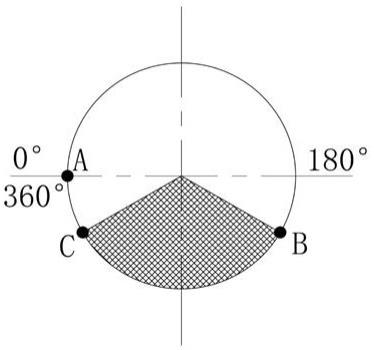
21.图2为热封刀在一个周期内所对应的热封区;
22.图3为本发明控制系统框图。
具体实施方式
23.如图1所示,本发明中的电机12根据制袋机控制系统的参数设定(制袋速度:次/分钟)在一定的转速下做匀速或变速运动,经过减速机减速后,由偏心轴13、连杆11、导板10、传动导杆5将圆周运动转换为上下的垂直运动。
24.电机12输出的转矩t经过力传递机构传递到传动导杆5形成推力(将上横梁向上顶)和拉力(将上横梁向下拉),拉力经过弹簧2的传递最终在热封刀7和硅胶板8之间产生压合力(即热封的压合力)。
25.本发明中的电机采用伺服电机或变频电机等,相应的电机的驱动器带有实时负载转矩的输出接口,通过硬件接口配合数据格式及通讯协议便可以实时读出输出转矩的数值,据此来计算热封刀上的压力f。
26.根据前述力传递的对应关系,可得出:
27.f=q*f
28.t*p=f*r
29.进而得出:f=q*t*p*1000/r
30.其中:
31.f为偏心轴的输出力,单位:n
32.r为偏心轴的偏心量,单位:mm
33.p为减速机的减速比
34.q为上下垂直运动的力传递系数,由做标定得到;
35.f为热封刀上的压力,单位:n
36.t为电机的输出转矩,单外:n
·m37.对于一台制袋机来说,f=q*t*p*1000/r中的q、p、r是固定不变的,则只需给定了
转矩t也就给定了热封刀上的热封压力。由图1所示,偏心轴旋转一周则完成热封刀组件(由热封刀7、上电热板6、上横梁3组成)垂直上下的一个压合动作,相对应的相位图如图2所示。
38.在图2中,a点是相位的零点,即偏心轴旋转的机械0位,b点是热封刀压合的起始相位点,c点是热封刀压合的结束相位点,从b点到c点的相位角度内就是一个热封刀压合的全过程,也就是说需要在这个相位角度内电机12进行转矩给定控制,从而实现热封刀的给定,具体的控制方法如下:
39.step1、依据机械结构确定b点和c点的位置(对应到360度旋转的相位位置)。
40.step 2、a点起始旋转,对电机12进行速度控制,到达b点切换到转矩控制(配合使用速度限定控制模式),到达c点再切换到速度控制,如此循环。
41.step 3、依据制袋机控制系统给定的速度设定值确定速度控制模式下(区间a~b、区间c~a)的速度控制模拟量的给定值,依据订单工艺参数需要的热封压力f和公式t=f*r/q/p/1000确定转矩控制模式(区间b~c)下的转矩控制模拟量的给定值。
42.本发明的控制框图如图3所示(以控制伺服电机为例),伺服驱动器与plc通过i/o口连接,plc给出对应的速度模拟量、转矩模拟量至伺服驱动器,伺服驱动器驱动伺服电机转动,从伺服电机中获取零位信号,即相位点a。在一个周期内,依据制袋机控制系统设定的速度,得到b点和c点的位置,同时从订单工艺中获取需要给定的热封压力,依据热封压力在b点到c点的相位内控制伺服电机的转矩,从而实现对热封压力的间接控制。
技术特征:
1.一种制袋机热封压力控制方法,其特征在于:step1、依据机械结构确定偏心轴旋转的机械0位,即相位的零点a、热封刀压合的起始相位点b、热封刀压合的结束相位点c点;step 2、从a点起对电机进行速度控制模式,到达b点后切换至转矩控制模式,到达c点再切换至速度控制模式,如此循环;step 3、依据制袋机控制系统给定的速度设定值确定速度控制模式下的速度控制模拟量的给定值;依据订单工艺参数需要的热封压力确定转矩控制模式下的转矩控制模拟量的给定值。2.根据权利要求1所述的一种制袋机热封压力控制方法,其特征在于:在转矩控制模式中需配合使用速度限定控制模式。3.根据权利要求1或2所述的一种制袋机热封压力控制方法,其特征在于:所述电机的转矩t由所述的热封压力f确定,计算如下:t=f*r/q/p/1000其中f为热封刀上的压力,单位为n;r为偏心轴的偏心量,单位为mm;q为上下垂直运动的力传递系数;p为减速机的减速比。4.根据权利要求1或2所述的一种制袋机热封压力控制方法,其特征在于:所述的电机带有实时负载转矩的输出接口。5.根据权利要求4所述的一种制袋机热封压力控制方法,其特征在于:通过输出接口配合数据格式及通讯协议可实时获取电机输出转矩的数值。6.根据权利要求5所述的一种制袋机热封压力控制方法,其特征在于:所述的电机为伺服电机或变频电机。
技术总结
本发明公开了一种制袋机热封压力控制方法。本发明依据机械结构确定偏心轴旋转的机械0位,即相位的零点A、热封刀压合的起始相位点B、热封刀压合的结束相位点C点;从A点起对电机进行速度控制模式,到达B点后切换至转矩控制模式,到达C点再切换至速度控制模式,如此循环;依据制袋机控制系统给定的速度设定值确定速度控制模式下的速度控制模拟量的给定值;依据订单工艺参数需要的热封压力确定转矩控制模式下的转矩控制模拟量的给定值。本发明可有效的节省试运行阶段的材料浪费,同时也可以实时的监控制袋机运行过程中热封压力的变化情况,进一步有效的实时控制热封牢度。进一步有效的实时控制热封牢度。进一步有效的实时控制热封牢度。
技术研发人员:蔡永斌 蔡君丞
受保护的技术使用者:杭州数创自动化控制技术有限公司
技术研发日:2022.03.22
技术公布日:2022/11/1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。