1.本实用新型属于铁路货车制造领域,具体地涉及一种用于铁路货车的前后从板座装配定位的装配夹具,该装配夹具进行了轻量化设计、结构简单、制造成本低、生产周期短,可以满足铁路货车的前后从板座大批量生产组装要求。
背景技术:
2.铁路货车的前后从板座定位尺寸要求较高,它们分别组装在中梁内腹板面的两侧,单个中梁需组装4件。前后从板座组装后通过专用的数控钻床钻制铆接孔,其高低和左右的尺寸偏差直接影响钻孔及后续铆接质量,因此在装焊过程中应严格控制装配尺寸。在现实生产中,采用钢制结构件进行前后从板座的定位,该工装重量较重,且只能定位前后尺寸,没有高低尺寸的定位。同时,在整体钢结构有磨损的情况下,只能全部进行更换,不具备轻量化、高低定位、模块更换的功能。
3.基于铁路货车的前后从板座装配定位中存在的上述技术问题,尚未有相关的解决方案。因此,迫切需要寻求有效方案以解决上述问题。
技术实现要素:
4.本实用新型的目的是针对上述技术中存在的不足之处,提出一种用于铁路货车的前后从板座装配定位的装配夹具,该装配夹具采用轻量化设计理念,其中,夹具本体、定位模块等材质采用铝合金结构。该装配夹具设置有高度定位板,因此,能够不仅在前后方向上而且在高度方向上对前后从板座进行准确定位。同时,定位板及定位模块全部经过铣床加工,装配精度高,定位尺寸精度可以达到
±
0.5mm。采用模块化组装定位,通过螺栓螺母连接,从而在磨损严重的情况下只需更换定位模块即可。进一步,本实用新型的用于铁路货车的前后从板座装配定位的装配夹具采用对称结构设计,使用一套装配夹具可以定位组装两个侧面的前后从板座,减少工装误用的情况。
5.本实用新型提供一种用于铁路货车的前后从板座装配定位的装配夹具,包括:
6.夹具本体,所述夹具本体具有由铝合金制成的板状框架结构;
7.前后定位板,所述前后定位板被设置在所述夹具本体的沿着纵向方向的前侧和后侧,以沿着纵向方向分别对前从板座和后从板座进行定位;和
8.高度定位板,所述高度定位板被设置在所述夹具本体的沿着纵向方向的前侧或后侧,并沿着纵向方向从所述夹具本体向外突出。
9.通过本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,实现了装配夹具的轻量化,同时能够在高度方向上对前后从板座进行定位以确保定位精度。
10.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,在所述夹具本体的前侧和后侧分别设置有上下间隔开的两个前后定位板,所述前后定位板由铝合金制成。
11.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,所
述高度定位板具有l形板状结构,并且与位于所述夹具主体的前侧或后侧的上端处的对应一个前后定位板集成。l形高度定位板的设计能够以简单的方式提供高度定位板,并将其与一个前后定位板集成,从而便于安装和更换。
12.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,所述高度定位板的l形板状结构的内角部处设置有凹槽。由于集成的高度定位板包括了高度定位面和前后定位面,因此,凹槽的设置能够确保各定位面的高加工精度,从而实现装配夹具的定位精度。
13.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选的,所述前后定位板和所述高度定位板分别包括可更换的定位模块。通过将各定位板设计成可更换的定位模块,能够实现方便的更换而不必丢弃整个装配夹具,从而降低成本并始终确保装配夹具的高精度。
14.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,所述前后定位板和所述高度定位板均经由铣削加工而制成。
15.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,还包括用于将所述夹具本体相对于中梁进行定位的中梁定位板,其中,所述中梁定位板被设置在所述夹具本体的上侧并且沿着所述夹具本体的厚度方向向外侧突出。中梁定位块的设置能够确保装配夹具被稳定地安置,从而确保前后从板座的准确和方便定位。
16.根据本实用新型的用于铁路货车的前后从板座装配定位的装配夹具,优选地,四个中梁定位板被对称地设置在所述夹具本体的沿着厚度方向的两侧。中梁定位板从两侧向外突出,因此,本实用新型的装配夹具可以被用于定位安装在中梁的两侧的前后从板座,而不必更换装配夹具。
17.根据本实用新型的所述的用于铁路货车的前后从板座装配定位的装配夹具,优选地,所述中梁定位板包括可更换的定位模块。
18.根据本实用新型的所述的用于铁路货车的前后从板座装配定位的装配夹具,优选地,所述装配夹具采用沿着厚度方向的两侧对称结构设计。采用对称结构设计,使用一套装配夹具可以定位组装两个侧面的前后从板座,提高装配夹具的利用效率,并减少工装误用的情况。
19.本实用新型的用于铁路货车的前后从板座装配定位的装配夹具具有如下优点:
20.1)该装配夹具采用轻量化设计理念,其中,夹具本体、定位模块等材质采用铝合金结构;
21.2)该装配夹具设置有高度定位板,因此,能够不仅在前后方向上而且在高度方向上对前后从板座进行准确定位;
22.3)定位板采用模块化组装定位,通过螺栓螺母连接,从而在磨损严重的情况下只需更换定位模块即可,降低了成本同时始终确保装配夹具的高精度;
23.4)采用对称结构设计,使用一套装配夹具可以定位组装两个侧面的前后从板座,提高装配夹具的利用效率,并减少工装误用的情况;
24.5)定位板及定位模块全部经过铣床加工,装配精度高,定位尺寸精度可以达到
±
0.5mm。
附图说明
25.图1为铁路货车的前后从板座装配的主视图;
26.图2为铁路货车的前后从板座装配的俯视图;
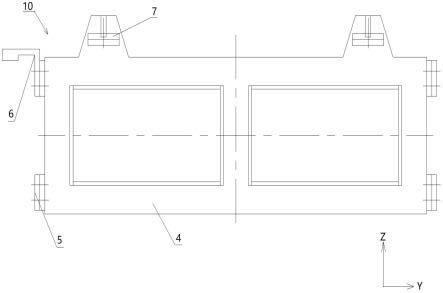
27.图3为本实用新型的用于铁路货车的前后从板座装配定位的装配夹具的主视图;
28.图4为本实用新型的用于铁路货车的前后从板座装配定位的装配夹具的俯视图;
29.图5为使用本实用新型的装配夹具对铁路货车的前后从板座进行装配的照片。
30.附图标记说明:
31.1-前从板座;2-后从板座;3-中梁;4-夹具本体;5-前后定位板;6-高度定位板;7-中梁定位板;10-装配夹具。
具体实施方式
32.在下文中,将参考附图详细描述本实用新型的优选实施例。在描述之前,应该理解的是,在本说明书和所附的权利要求书中所使用的术语不应该被解释为限于一般的和词典的含义,而是基于与本实用新型的技术方面对应的含义和概念进行解释,所述含义和概念以允许发明人为了最好的解释而适当地定义术语的原则为基础。
33.此外,这里所提出的描述仅是用于说明目的的优选的实例,而不是意在限制本公开的范围,因此,应当理解,可以在不脱离递交本技术时的本实用新型的精神和范围的情况下对其进行其他的等同和修改。
34.图1为铁路货车的前后从板座装配的主视图,图2为铁路货车的前后从板座装配的俯视图。参考图1和图2,铁路货车的前后从板座装配包括:前从板座1、后从板座2和中梁3。前后从板座组装后通过专用的数控钻床钻制铆接孔,因此,其在前后方向和高度方向上的尺寸偏差直接影响钻孔及后续铆接质量,因此在装配和焊接过程中应严格控制装配尺寸。
35.为了实现上述装配要求,本实用新型提供了一种用于铁路货车的前后从板座装配定位的装配夹具。以下,将结合图3和图4对本实用新型的用于铁路货车的前后从板座装配定位的装配夹具进行说明。
36.图3为本实用新型的用于铁路货车的前后从板座装配定位的装配夹具的主视图,图4为本实用新型的用于铁路货车的前后从板座装配定位的装配夹具的俯视图。参考图3,本实用新型的用于铁路货车的前后从板座装配定位的装配夹具10包括夹具本体4、前后定位板5、高度定位板6和中梁定位板7。
37.夹具本体4具有由铝合金制成的板状框架结构,从而能够显著减轻装配夹具的重量。特别地,夹具本体4沿着纵向方向y形成有两个矩形开口,从而显著减轻装配夹具的重量。
38.前后定位板5被设置在夹具本体4的沿着纵向方向y的前侧和后侧,以沿着纵向方向分别对前从板座和后从板座进行定位。如参考图3所示,在夹具本体4的前侧和后侧分别设置有沿着竖直方向z上下间隔开的两个前后定位板5。每个前后定位板5具有大体方形板状结构,如图4所示。进一步,每个前后定位板5包括可更换的定位模块,以在磨损严重或改变精度要求时进行更换。优选地,可更换的定位模块可以通过连接螺栓被可移除地固定。
39.进一步参考图3,在夹具本体4的一侧(前侧或后侧)设置有高度定位板6。高度定位板6具有大体l形板状结构,并且沿着纵向方向y从夹具本体4向外突出。特别地,高度定位板
6与位于上侧的一个前后定位板5集成,并被设计成钩型定位块,从而有效的定位了从板座的装配高度。如图3所示,高度定位板6的l形板状结构的内角部处设置有凹槽,从而能够实现对于相互垂直的两个内侧面的高精度定位。即,高度定位板6同时实现了高度定位和前后定位的作用。同样,高度定位板6包括可更换的定位模块。
40.在夹具本体4的上侧设置有中梁定位板7。如图4所示,中梁定位板7沿着横向方向x(即,厚度方向)朝向两侧突出。特别地,四个中梁定位板7被对称地设置在夹具本体4的两侧。同样,中梁定位板7包括可更换的定位模块。
41.结合图3和图4,本实用新型的装配夹具10采用对称结构设计,从而使用一套装配夹具可以定位组装两个侧面的前后从板座,提高装配夹具的利用效率,并减少工装误用的情况。
42.图5为使用本实用新型的装配夹具对铁路货车的前后从板座进行装配的照片。如图5所示,在装配过程中,本实用新型的装配夹具10被安装在中梁3的内腔中,并对前从板座1和后从板座2进行定位。
43.具体而言,使用本实用新型的装配夹具对铁路货车的前后从板座进行装配包括了以下步骤:
44.1.将中梁开口向上进行固定,先通过专用吊具将后从板座运送到中梁心盘处位置进行固定,然后进行定位点焊。
45.2、将本实用新型的装配夹具置于中梁内腔,使夹具本体与中梁翼面可靠连接,由此通过本实用新型的装配夹具的前后定位板和高度定位板来定位前从板座的高度及间距。
46.3、一侧前后从板座组装后,采用相同的方式组装另一侧的前后从板座,本实用新型的装配夹具具备对称组装功能。
47.4、组装合格后进行定位焊接,焊接结束后将本实用新型的装配夹具移开,完成组焊。
48.本实用新型并不限于上述实施方式,在不背离本实用新型的实质内容的情况下,本领域技术人员可以想到的任何变形、改进、替换均落入本实用新型的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
