1.本实用新型涉及压铸模具技术领域,具体是一种蜂窝式进浇的三板压铸模具。
背景技术:
2.压铸模具是铸造液态模锻的一种方法,一般在专用的压铸模锻机上完成制 作工艺。其基本工艺过程是,金属液先低速或高速铸造充型进模具的型腔内,模具有活动的 型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,又使毛坯的内部组织达到锻态的破碎晶粒,因此,毛坯的综合机械性能得到显著的提高。
3.近几年随着新能源汽车行业的快速发展,铝合金的使用要求越来越高,产品的质量要求也越来越严格,新能源汽车的部分压铸产品在生产过程中的质量难以把控,比如,散热器和水箱都具有散热片,该散热片与本体结构的重量相差较大,且本体结构与散热片结构的连接位置较少,现有的传统的进浇方式是只有一个分型面,该分型面位于铸件的侧面,通过在该方式生产的产品成品不良,比如会出现穿透性欠铸和缩松的产品缺陷,常见缺陷是铸件顶部无法得到有效填充。
4.而三板模压铸模具的铸件和进浇机构处于两个不同的分型面层中,需要通过模具打开两个分型面将进浇机构和铸件分开,而现有的三板模压铸模具的脱模效果不佳。
技术实现要素:
5.本实用新型公开一种蜂窝式进浇的三板压铸模具,以解决部分压铸产品出现成品不良和脱模效果不佳的技术问题。
6.为了解决上述技术问题,本实用新型提出以下优化技术方案:
7.一种蜂窝式进浇的三板压铸模具,包括定模、中板、动模、进浇机构、抽芯机构和顶出机构,所述进浇机构设在所述定模上,所述定模与所述中板之间形成第一分型面,所述中板与所述动模之间形成第二分型面;
8.所述进浇机构包括浇口、与所述浇口连通的多个分流块以及与多个所述分流块一一连通的多个导流柱,所述导流柱为倒圆锥体;
9.所述动模上设有动模芯,所述定模上设有定模芯,所述动模芯和所述定模芯之间形成一个具有多个进料口的型腔,多个所述导流柱一一对准多个所述进料口,所述型腔的上端面设在所述第一分型面上、下端面设在第二分型面上;
10.所述定模上设有竖直导柱和限位拉杆,所述竖直导柱与所述中板、所述动模滑动连接,所述限位拉杆上设有限位孔,所述中板上设有限位柱,所述限位柱置于所述限位孔内;
11.所述抽芯机构包括滑块座、插入所述滑块座的斜导柱、以及固定在所述滑块座上的抽芯,所述斜导柱一端固定在所述中板上,所述抽芯设在所述型腔内,所述斜导柱与所述滑块座的夹角小于90度;
12.所述顶出机构的输入端与压铸机连接,输出端设在与所述型腔位置对应的所述第
二分型面上。
13.进一步地,所述中板和所述动模都设有供所述竖直导柱插入的导向槽,所述导向槽的内壁设有导向套。
14.进一步地,还包括固定机构,所述固定机构包括底座和方铁,所述底座设在所述顶出底板的下方,所述方铁固定在所述底座和所述动模之间,所述方铁的内壁底端设有凸台,所述顶出底板放置在所述凸台上。
15.进一步地,所述固定机构还包括支撑柱,所述支撑柱贯穿所述顶出底板和所述顶出顶板并固定在所述底座上和所述动模之间。
16.进一步地,所述浇口外部套有浇口套,所述浇口套外部套有冷却圈。
17.进一步地,所述顶出机构包括顶出底板、固定在顶出底板上的顶出顶板和固定在顶出顶板上的顶出杆,所述顶出杆的端部设在与所述型腔位置对应的所述第二分型面上。
18.进一步地,所述顶出机构还包括回程杆,所述回程杆固定在所述顶出顶板和所述中板之间。
19.进一步地,所述斜导柱通过压块固定在所述中板上,所述滑块座设有供所述斜导柱贯穿的导向孔。
20.进一步地,所述中板内设有用于容纳所述滑块座的容纳槽,所述中板的外壁设有限位块,所述限位块用于封闭所述容纳槽。
21.进一步地,所述中板的底面设有防压塌镶块。
22.本实用新型相对于现有技术具有以下有益效果:
23.1、导流柱设于型腔的上方,且多个导流柱与型腔的多个进料口一一对准,能够最大程度的对型腔进行填充,生产的产品成型效果好,解决了散热器或者水箱等铸压产品的穿透性欠铸和缩松的质量缺陷;
24.2、设置了竖直导柱、限位拉杆和抽芯机构,在定模向上运动时,由于导流柱设置为倒圆锥体,导流柱能够轻松的与中板分离,在竖直导柱和限位拉杆带动下,中板也向上运动,中板向上运动的同时将抽芯抽出,并通过顶出机构顶出铸件,该方式更轻松的完成脱模,解决了脱模效果不佳的技术缺陷。
附图说明
25.图1是本实用新型的三板压铸模具的剖面图一。
26.图2是本实用新型的三板压铸模具的剖面图二。
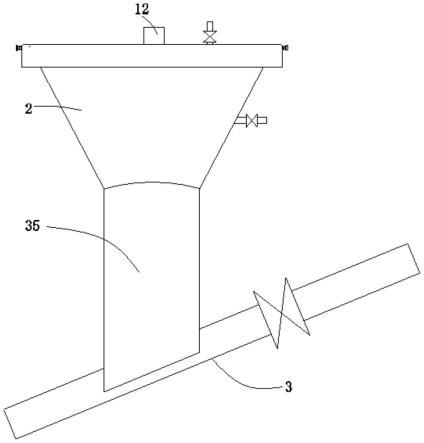
27.图3是本实用新型的进浇机构和铸件的结构示意图。
28.图中:1、定模;2、中板;3、动模;4、第一分型面;5、第二分型面;6、浇口;7、分流块;8、导流柱;9、动模芯;10、定模芯;11、竖直导柱;12、限位拉杆;13、限位孔;14、限位柱;15、滑块座;16、斜导柱;17、抽芯;18、导向套;19、底座;20、方铁;21、凸台;22、支撑柱;23、浇口套;24、冷却圈;25、顶出底板;26、顶出顶板;27、顶出杆;28、回程杆;29、限位块;30、防压塌镶块;31、铸件;32、螺钉;33、压块。
具体实施方式
29.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例
中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.参见图1-3,一种蜂窝式进浇的三板压铸模具,包括定模1、中板2、动模3、进浇机构、抽芯17机构和顶出机构,定模1固定在压铸机压室一方的定模模座上,动模3固定在压铸机的动模模座上,顶出机构与压铸机的动力输出端连接,所述进浇机构设在所述定模1上,所述定模1与所述中板2之间形成第一分型面4,所述中板2与所述动模3之间形成第二分型面5;
31.所述进浇机构包括浇口6、与所述浇口6连通的多个分流块7以及与多个所述分流块7一一连通的多个导流柱8,浇口6与压铸机压室或喷嘴相连接,金属液从压室或喷嘴流入浇口6,所述导流柱8为倒圆锥体,在进行脱模时,利用开模的瞬间使流道与产品分离,更便于脱模;
32.所述动模3上设有动模芯9,所述定模1上设有定模芯10,所述动模芯9和所述定模芯10之间形成一个具有多个进料口的型腔,多个所述导流柱8一一对准多个所述进料口,该进料口具体位于散热片的最顶部,金属液从导流体自上而下的流入型腔内,使铸件31的上部分得到有效的填充,所述型腔的上端面设在所述第一分型面4上、下端面设在第二分型面5上,在型腔内形成的铸件31在第一分型面4和第二分型面5之间脱模;
33.所述定模1上设有竖直导柱11和限位拉杆12,所述竖直导柱11与所述中板2、所述动模3滑动连接,竖直导柱11具有连接定模1、中板2和动模3的作用,同时还具有导向的作用,所述限位拉杆12上设有限位孔13,所述中板2上设有限位柱14,所述限位柱14置于所述限位孔13内,限位柱14和限位孔13配合起到限制定模1移动范围的作用;
34.所述抽芯17机构包括滑块座15、插入所述滑块座15的斜导柱16、以及固定在所述滑块座15上的抽芯17,所述斜导柱16一端固定在所述中板2上,所述抽芯17设在所述型腔内,所述斜导柱16与所述滑块座15的夹角小于90度;
35.所述顶出机构的输入端与压铸机连接,输出端设在与所述型腔位置对应的所述第二分型面5上。
36.在上述技术方案中,压铸机的定模模座向上移动,第一分型面4分离的瞬间倒圆锥体的与产品分离,由于浇口6连接在定模模具的压室上,因此定模1跟随浇口6向上移动,定模1移动过程中,限位拉杆12向上移动,限位柱14从置于限位孔13的顶端到置于限位孔13的底端限定定模1不再向上滑动,此时定模1带动中板2向上移动,第二分型面5分离,由于斜导柱16一端固定在中板2上且另一端呈小于90度的角度插入滑块座15,斜导柱16在滑块座15内向上移动时滑块座15向右移动,将抽芯17抽离型腔,再通过压铸机给顶出机构提供动力将铸件31顶出,完成了铸件31的脱模。
37.能够理解的是,限位拉杆12和竖直导柱11固定在定模1上、限位柱14固定在中板2上、抽芯17固定在滑块座15上的具体形式有多种选择,以实现固定作用即可,例如,通过螺钉32或者螺栓进行固定。
38.参见图3,生产出来的铸件31侧面具有通孔,若铸件31的侧面有通孔、弧面或者倒扣,直接顶出产品的话,铸件31会扣在动模芯9上,无法脱模,而抽芯17机构的作用便是解决产品侧面有通孔、弧面或者倒扣等结构时出模的问题,出模前将抽芯17抽离型腔,则铸件31
能够正常顶出。能够理解的是,抽芯17机构的数量在此不做限定,抽芯17机构的数量具体根据产品侧面的通孔、弧面和倒扣结构来确定。
39.所述中板2和所述动模3都设有供所述竖直导柱11插入的导向槽,所述导向槽的内壁设有导向套18,定模1上下移动时,竖直导柱11在导向槽内滑动会产生摩擦,导向套18起到防止竖直导柱11与中板2、动模3之间接触产生磨损的作用。
40.该压铸模具还包括固定机构,所述固定机构包括底座19和方铁20,所述底座19设在所述顶出底板25的下方,所述方铁20固定在所述底座19和所述动模3之间,方铁20起到支撑动模3的作用,所述方铁20的内壁底端设有凸台21,所述顶出底板25放置在所述凸台21上,凸台21具体是方铁20内壁向外突出的一结构,其上表面为平面用于承载顶出底板25。
41.所述固定机构还包括支撑柱22,所述支撑柱22贯穿所述顶出底板25和所述顶出顶板26并固定在所述底座19上和所述动模3之间,也是用于支撑动模3,防止动模3中部坍塌。
42.所述浇口6外部套有浇口套23,浇口套23对于浇口6与压铸机的起室起到连接固定作用,同时还具有冷却金属液,所述浇口套23外部套有冷却圈24,冷却套用于冷却浇口套23。
43.所述顶出机构包括顶出底板25、固定在顶出底板25上的顶出顶板26和固定在顶出顶板26上的顶出杆27,所述顶出杆27的端部设在与所述型腔位置对应的所述第二分型面5上,顶出底板25与压铸机的动力输出端连接,压铸机的动力输出端向上顶起顶出底板25,顶出杆27在第二分型面5顶出铸件31,完成铸件31的脱模。能够理解的是,顶出底板25和顶出顶板26的连接方式、顶出顶板26和顶出杆27的连接方式具有多种选择,以实现固定作用即可,例如,通过螺钉32或者螺栓固定连接。
44.所述顶出机构还包括回程杆28,所述回程杆28固定在所述顶出顶板26和所述中板2之间,回程杆28与压铸机的回模机构连接,回模机构对定模1向下压进行压模,实现定模1、中板2的复位,中板2在向下复位时抵住回程杆28,此时回程杆28受力向下复位,同时实现了顶出机构的复位。
45.所述斜导柱16通过压块33固定在所述中板2上,所述滑块座15设有供所述斜导柱16贯穿的导向孔,由于斜导柱16与滑块座15的夹角小于90度,所以该导向孔也是与斜导柱16适配的。能够理解的是,压块33与中板2、斜导柱16的连接方式具有多种选择,以实现固定作用即可,例如,通过螺钉32或者螺栓固定连接。
46.所述中板2内设有用于容纳所述滑块座15的容纳槽,所述中板2的外壁设有限位块29,所述限位块29用于封闭所述容纳槽,斜导柱16向上移动时,滑块座15在容纳槽内向右移动,限位块29用于限制滑块座15的滑动范围,防止滑出中板2。
47.所述中板2的底面设有防压塌镶块30,由于动模3、中板2和定模1之间只通过竖直导柱11连接,不存在其他的支撑结构,且金属液带有一定的加速度从浇口冲入型腔内,中板可能会发生坍塌,防压塌镶块30用于防止中板2坍塌。
48.以上所述仅是本实用新型的具体实施方式,使本领域技术人员能够理解或实现本实用新型。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。