1.本实用新型涉及砂型铸造领域,尤其涉及到一种支座用浇铸模具。
背景技术:
2.砂型铸造是指通过型砂造型成产品形状的空腔,再用铁水进行浇铸,从而获得产品,为了使得每次浇铸的产品的尺寸都较为一致,一般会使用铸造模具,从而获得一致性高的批量的砂型。
3.目前,铸造模具的专用性较高,往往仅能对应一种产品,而对于一些生产的数量较少的产品而言,其模具常常闲置,不易复用。因此,我们有必要对这样一种结构进行改善,以克服上述缺陷。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供了一种支座用浇铸模具,本实用新型是通过以下技术方案实现的:
5.一种支座用浇铸模具,包括:上模和下模,所述下模包括第一底板,所述第一底板上固定设置有两个成型结构和下浇冒口块,所述成型结构包括两个成型块和连接两个所述成型块的下连接口块,所述成型块包括梯形的第一结构板和矩形的第二结构板,所述第一结构板与所述第一底板平行设置,所述第二结构板与所述第一底板垂直设置,所述第一结构板和第二结构板之间还设置有两个加强筋结构块;所述上模包括第二底板,所述第二底板上设置有上浇冒口块、两个上连接口块和浇铸道块,所述上浇冒口块的位置与所述下浇冒口块的位置相对应,所述浇铸道块连接两个所述上连接口块。
6.上述技术方案中:上模和下模用于在砂型上形成用于浇铸的空腔;第一底板用于在砂型上形成一平面,以便于上模砂型和下模砂型合拢;成型块用于形成符合产品结构的空腔;下连接口块用于在砂型上形成下连接口,以连接各个成型块形成的空腔,以便于浇铸;第一结构板、第二结构板和加强筋结构块用于形成符合产品结构的空腔;上浇冒口块用于在砂型上形成上浇冒口,上浇冒口与下浇冒口配合,形成铁水浇铸的入口;上连接口块用于在砂型上形成上连接口,上连接口与下连接口配合,从而扩大空间,使得铁水的流淌更加顺畅。
7.本实用新型的进一步设置为:所述第一结构板上还对称设置有两个结构孔组,每个所述结构孔组包括间隔设置的第一结构孔、第二结构孔和第三结构孔。
8.上述技术方案中:结构孔组用于使得浇铸出的产品上待用需要的结构,减少产品后续加工的时间。
9.本实用新型的进一步设置为:所述第一结构板上还设置有第四结构孔,且所述第四结构孔呈矩形。
10.上述技术方案中:第一结构板用于使得浇铸出的产品上待用需要的结构,减少产品后续加工的时间。
11.本实用新型的进一步设置为:所述下模上还设置有第一气道块和第二气道块,所述第一气道块连接一个所述成型结构,所述第二气道块连接另一个所述成型结构。
12.上述技术方案中:第一气道块和第二气道块用于在砂型上形成第一气道和第二气道,从而使得浇铸时空腔内的气体能排净,减少气孔的产生。
13.本实用新型的进一步设置为:所述成型结构还包括连接条块,所述连接条块与两个所述第二结构板连接。
14.本实用新型的进一步设置为:所述上模上设置有连接条槽,所述连接条槽的位置与所述连接条块的位置相对应,且所述连接条槽的形状与所述连接条块的形状相适应。
15.上述技术方案中:连接条槽用于和连接条块配合,实现定位的功能,确保上模砂型与下模砂型能对齐。
16.本实用新型公开了一种支座用浇铸模具,与现有技术相比:
17.1.本实用新型的上模上仅设置有用于形成浇道和浇冒口的结构,使得其通用性强;
18.2.本实用新型的关于结构的设置都在下模上,使得浇铸得到的产品没有合模线,减少了后续加工的时间。
附图说明
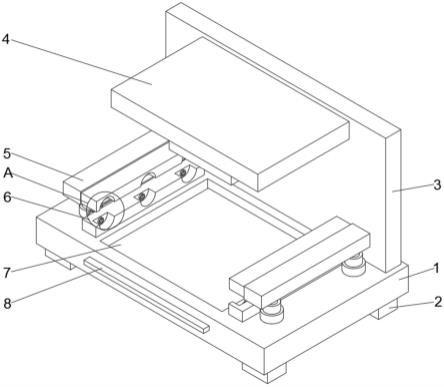
19.图1为本实用新型的立体图;
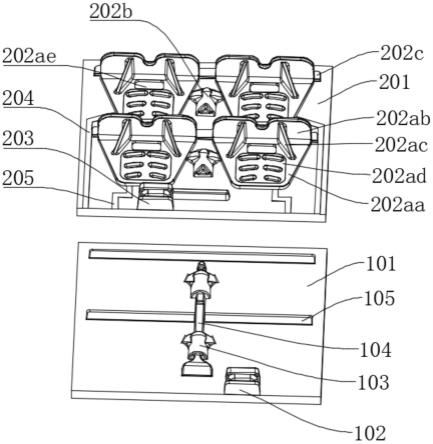
20.图2为本实用新型的上模的俯视图;
21.图3为本实用新型的下模的俯视图。
22.图中数字和字母所表示的相应部件名称:10-上模;101-第二底板;102-上浇冒口块;103-上连接口块;104-浇铸道块;105-连接条槽;20-下模;201-第一底板;202-成型结构;202a-成型块;202aa-第一结构板;202ab-第二结构板;202ac-加强筋结构块;202ad-结构孔组;202ada-第一结构孔;202adb-第二结构孔;202adc-第三结构孔;202ae-第四结构孔;202b-下连接口块;202c-连接条块;203-下浇冒口块;204-第一气道块;205-第二气道块。
具体实施方式
23.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
24.如图1-3所示,本实用新型提出的一种支座用浇铸模具,包括:上模10和下模20,所述下模20包括第一底板201,所述第一底板201上固定设置有两个成型结构202和下浇冒口块203,所述成型结构202包括两个成型块202a和连接两个所述成型块202a的下连接口块202b,所述成型块202a包括梯形的第一结构板202aa和矩形的第二结构板202ab,所述第一结构板202aa与所述第一底板201平行设置,所述第二结构板202ab与所述第一底板201垂直设置,所述第一结构板202aa和第二结构板202ab之间还设置有两个加强筋结构块202ac;所述上模10包括第二底板101,所述第二底板101上设置有上浇冒口块102、两个上连接口块103和浇铸道块104,所述上浇冒口块102的位置与所述下浇冒口块203的位置相对应,所述
浇铸道块104连接两个所述上连接口块103。其中,第一底板201和第二底板101都呈矩形,且所述第一底板201和第二底板101的轮廓形状一致;两个所述加强筋结构对称设置;所述浇铸道块104呈条状,且所述浇铸道块104靠近所述上浇冒口块102的位置的尺寸较宽;为了避免铁水的直接冲击,可令下浇冒口块203与浇铸道块104不处于同一直线上,对应的上浇冒口的位置与所述上浇冒口的位置对应,且所述下浇冒口块203的一侧应设置过渡通道块以在砂型上形成通道,从而连接浇冒口与浇铸道;第二节结构上部还设置有一弧形缺口。
25.如图1-3所示,本实用新型提出的一种支座用浇铸模具,所述第一结构板202aa上还对称设置有两个结构孔组202ad,每个所述结构孔组202ad包括间隔设置的第一结构孔202ada、第二结构孔202adb和第三结构孔202adc。其中,第一结构孔202ada、第二结构孔202adb和第三结构孔202adc都为弧形,且两端呈圆形,但第一结构孔202ada的长度最短,第三结构孔202adc的长度最长,且三者宽度一致。
26.如图1-3所示,本实用新型提出的一种支座用浇铸模具,所述第一结构板202aa上还设置有第四结构孔202ae,且所述第四结构孔202ae呈矩形。其中,第四结构孔202ae设置在所述第一结构板202aa的中线上。
27.如图1-3所示,本实用新型提出的一种支座用浇铸模具,所述下模20上还设置有第一气道块204和第二气道块205,所述第一气道块204连接一个所述成型结构202,所述第二气道块205连接另一个所述成型结构202。其中,第一气道块204和第二气道块205的厚度一致,且厚度较小。
28.如图1-3所示,本实用新型提出的一种支座用浇铸模具,所述成型结构202还包括连接条块202c,所述连接条块202c与两个所述第二结构板202ab连接。
29.如图1-3所示,本实用新型提出的一种支座用浇铸模具,所述上模10上设置有连接条槽105,所述连接条槽105的位置与所述连接条块202c的位置相对应,且所述连接条槽105的形状与所述连接条块202c的形状相适应。
30.本实用新型的工作原理为:
31.a)使用上模制作上模砂型;
32.b)使用下模制作下模砂型;
33.c)将上模砂型和下模砂型合拢;
34.d)向由上浇冒口块和下浇冒口块在砂型上形成的浇冒口中浇铸铁水;
35.e)铁水经过由浇铸道块在砂型上形成的浇铸道进入空腔中;
36.f)铁水冷却后,将型砂去除,再将浇冒口等多余部分去除,即得到粗模;
37.g)对粗磨进行抛丸、打磨等步骤,得到成品。
38.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
39.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要
素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。