1.本发明涉及复合材料。
背景技术:
2.以往,进行了在发泡材料等具有多个空隙的材料中提高导热性的尝试。
3.例如,在专利文献1中公开了一种复合材料,其具备由无机材料形成的鳞片状的填料、和由将该填料粘结的热固性树脂形成的粘合树脂。该复合材料是以多个孔隙分散的方式形成的发泡材料,在孔隙的内壁,以填料的平坦面彼此之间重叠的方式堆积有填料(权利要求1及图1)。在专利文献1中记载了以下内容:填料的平坦面的平均长度相对于填料的厚度的比率、即长宽比小于50时,填料的平坦面彼此之间难以重叠。
4.还提出了虽然使用无机填料但隔热性优异的复合材料。在专利文献2中公开了一种聚氨酯泡沫,其是由包含多元醇、发泡剂、层状粘土矿物等的组合物得到的。该复合材料具有高的独立气泡率,在其内部均匀地分散有作为无机填料的层状粘土矿物。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2018-109101号公报
8.专利文献2:日本特开2009-191171号公报
技术实现要素:
9.发明要解决的问题
10.在包含无机粒子作为填料的复合材料中,一般而言,随着更多地配合无机粒子来提高导热性,无机粒子对除导热性以外的特性带来的影响也随之变得更大。本发明的目的在于,提供缓和了该倾向的新型复合材料。
11.解决问题的方法
12.本发明提供一种复合材料,其具备包含无机粒子及树脂的固体部,
13.在上述固体部的内部形成有包含多个空隙的多孔结构,
14.上述复合材料的导热系数为0.5w/(m
·
k)以上,并且上述复合材料的弹簧常数为100n/m~70000n/m。
15.其中,上述导热系数是根据美国材料试验协会标准(astm)d5470-01并通过1片试验体及对称构成方式测得的值。
16.发明的效果
17.根据本发明,可以提供即使以导热系数成为0.5w/(m
·
k)以上的程度配合无机粒子、弹簧常数也在100n/m~70000n/m的范围内,换言之具有期望的刚性的新型复合材料。
附图说明
18.图1是示意性地示出本实施方式的复合材料的一例的剖面图。
19.图2是示意性地示出本实施方式的复合材料的另一例的剖面图。
20.图3是对在本实施方式的复合材料中使用了超高分辨率场发射型扫描电子显微镜且基于能量分散型x射线光谱法的测定位置进行说明的图。
21.图4是示出通过光学显微镜对样品1的复合材料的截面进行观察而得到的结果的图。
具体实施方式
22.以下,参照附图对本发明的实施方式进行说明。以下的说明是本发明的示例,本发明不限定于以下的实施方式。
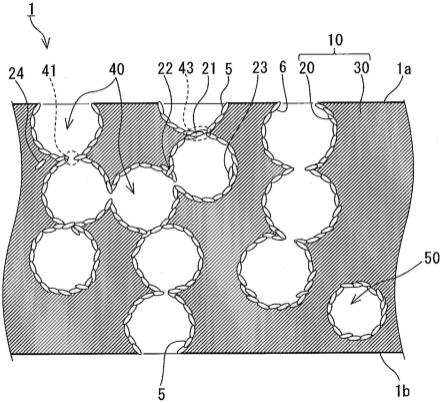
23.如图1所示,本实施方式的复合材料1具备固体部10。固体部10包含无机粒子20及树脂30。在固体部10的内部例如形成有包含多个空隙40的多孔结构,该多个空隙40经由无机粒子20而相互连接,或者不经由无机粒子20而直接相连接。例如,无机粒子20的至少一部分存在于面对空隙40的固体部10的壁面。传热路径5及6例如跨越多个空隙40、即经由多个空隙40的周边部延伸。传热路径5及6由多个无机粒子20形成,该多个无机粒子20连续地配置,换言之以相接或相近的方式配置。传热路径5及6例如不通过固体部10的内部而延伸,更具体而言,沿着固体部10的壁面延伸。例如,一部分的传热路径5从复合材料1的表面1a到达与该表面1a相反侧的表面1b。
24.在复合材料1中,弹簧常数为100n/m~70000n/m、优选为3000n/m~70000n/m。复合材料1具有期望的弹簧常数。由此,复合材料能够具有优异的防振性。这里,弹簧常数例如可以使用用于动态粘弹性测定(dma)的装置来确定。复合材料1的弹簧常数例如为以下的值:以压缩速度0.01mm/s使厚度4mm、主面的面积25mm2的复合材料1压缩,将此时得到的复合材料1的负载值[n]除以复合材料1的压缩量[m],将所得到的值作为复合材料1的弹簧常数。
[0025]
弹簧常数的下限值可以为10000n/m,也可以为15000n/m,也可以为20000n/m,还可以为30000n/m。弹簧常数的上限值可以为68000n/m,也可以为65000n/m,也可以为63000n/m,根据情况还可以为60000。
[0026]
复合材料1能够发挥优异的导热系数。复合材料1例如具有0.5w/(m
·
k)以上的导热系数,优选可具有0.55w/(m
·
k)以上、更优选为0.6w/(m
·
k)以上的导热系数,根据情况可具有0.7w/(m
·
k)以上的导热系数。导热系数的上限值不限定于特定的值。该值例如可以为2.2w/(m
·
k),也可以为2.1w/(m
·
k),还可以为2.0w/(m
·
k)。复合材料1的导热系数例如为根据美国材料试验协会标准(astm)d5470-01并通过1片试验体及对称构成方式测得的值。
[0027]
在复合材料1中,振动传递率不限定于特定的值。在10hz~3000hz的频率范围中的复合材料1的振动传递率的平均值例如可以为-10db~-30db,也可以为-15db~-25db。根据这样的构成,能够提供具有更优异的防振性的复合材料1。其中,振动传递率例如是根据使用加振机使在复合材料1的主面上配置有sus板的试验样品在加振台上振动时的加速度a1、和使仅配置有sus板的空白样品在加振台上振动时的加速度a0并通过下式计算出的值。
[0028]
振动传递率[db]=20log
10
(a1/a0)
[0029]
像专利文献1中记载的技术那样,为了形成经由包含相互分离的空隙的路径的传热路径,需要以使分离的空隙的外周彼此之间通过无机粒子连结的方式纵贯固体部10的内
部的无机粒子。因此,必须将无机粒子的长径比设定为较高水平。与此相对,根据图1所示的方式,即使无机粒子20的长径比不高,也能够确保传热路径5及6,复合材料1能够发挥高导热性能。复合材料1中也可以不包含连结相邻的空隙40、并且在它们之间被固体部10包围的无机粒子20。
[0030]
需要注意的是,在如图1所示的特定的截面中,未必所有传热路径都出现,进而也未必特定的传热路径的所有部分都出现。例如,观看图1时,可观察到传热路径6并未延伸至表面1b。然而,传热路径6通过在该截面中未出现的无机粒子到达表面1b。同样地,仅在特定的截面中无法确认到所有空隙的接触。例如,观看图1时,空隙50是孤立的。然而,空隙50与在纸面的厚度方向上相邻的其它空隙相接触。
[0031]
然而,不需要所有传热路径都从表面1a到达表面1b。另外,也不需要多孔结构中所含的所有空隙都与其它空隙直接或经由无机粒子相接
[0032]
在连接部41及43中不存在树脂30。在连接部41中不存在树脂30及无机粒子20。在连接部41中直接相接的空隙40形成了连通的1个空间。在存在无机粒子21的连接部43中相互连接的空隙40可以经由无机粒子21之间的微小间隙形成连通的1个空间,也可以以相互分离的空间的形式存在。然而,在图1中可观察到经由无机粒子21而相接的空隙40在与图1不同的截面中也可以直接相接而连通。
[0033]
如图2所示,可以在空隙40的内部存在粒子60。粒子60典型的是树脂粒子。该树脂粒子可以由后面叙述的第1树脂构成。粒子60可以是通过热处理而收缩的第1树脂。收缩前的树脂粒子可以具有与空隙40相当的形状。对于占据空隙内的树脂,可以如图1所示地被除去,也可以如图2所示那样变形而残存。在后者的情况下,粒子60可以与无机粒子20相接。有时即使在特定的截面中无法确认到粒子60的存在的空隙50的内部,在观察其它截面时,也会确认到粒子60的存在。在图2所示的方式中,在空隙40及50的至少一部分存在比该空隙小的粒子60。
[0034]
空隙40的周边的无机粒子20可以在空隙40露出,也可以不露出。可以在无机粒子20与空隙40的壁面之间存在不含无机粒子20的表层,所述无机粒子20沿着空隙40的周边连续地、即相互连结或相近地存在。
[0035]
无机粒子20例如只要具有比树脂30的导热系数高的导热系数即可,不限定于特定的材料。无机粒子20的例子为六方晶氮化硼(h-bn)、氧化铝、结晶性二氧化硅、非晶性二氧化硅、氮化铝、氧化镁、碳纤维、银、铜、铝、碳化硅、石墨、氧化锌、氮化硅、碳化硅、立方晶氮化硼(c-bn)、氧化铍、及金刚石。无机粒子20的形状并不限定于特定的形状,形状的例子为球状、杆状(包括短纤维状)、鳞片状、及颗粒状。颗粒状是指例如使用粘合剂使多个无机粒子20凝聚而成的形状或多个无机粒子20的烧结体。
[0036]
无机粒子20的长径比不限定于特定的值。无机粒子20的长径比可以为小于50、40以下,进而可以为30以下。无机粒子20的长径比可以为1以上,也可以为超过1的值、例如为2以上、进而为3以上。只要没有特别说明,则长径比通过粒子的最大直径相对于粒子的最小直径之比(最大直径/最小直径)来确定。需要说明的是,在本说明书中,最小直径由通过用来确定最大直径的线段的中点的最短线段来确定。
[0037]
无机粒子20的平均粒径不限定于特定的值,无机粒子20的平均粒径例如为0.05μm~100μm,也可以为0.1μm~50μm、0.1μm~30μm、0.5~10μm。“平均粒径”例如可以通过激光
衍射散射法求出。平均粒径例如是使用麦奇克拜尔(microtrac bel)株式会社制造的粒度分布测定仪(micrtrac mt3300exii)并通过频率由体积基准的分率表示的粒度分布曲线而求出的50%累积值(中值粒径)d
50
。
[0038]
无机粒子20的形状例如可以通过使用了扫描型电子显微镜(sem)等的观察来确定。例如,在长径比(最大直径/最小直径)为1.0以上且小于1.7、特别是1.0以上且1.5以下、进而为1.0以上且1.3以下、并且轮廓的至少一部分、特别是实质上全部被观察为曲线的情况下,可判断无机粒子20为球状。
[0039]
鳞片状是具有一对主面及侧面的板状的形状。主面是无机粒子20的面积最大的面,通常实质上为平坦的面。在无机粒子20为鳞片状的情况下,将长径比被定义为主面的平均尺寸相对于平均厚度之比来代替上述的定义。鳞片状的无机粒子20的厚度是指一对主面间的距离。平均厚度可以通过利用sem对任意的50个无机粒子20的厚度进行测定、并计算出其平均值而求出。主面的平均尺寸可以使用利用上述的粒度分布测定仪测得的d
50
的值。鳞片状的无机粒子20的长径比可以为1.5以上、1.7以上、进而为5以上。
[0040]
杆状是棒状、柱状、树状、针状、及圆锥形状等棒状的形状。杆状的无机粒子20的长径比可以为1.5以上、1.7以上、进而为5以上。需要说明的是,无论无机粒子20为哪种形状,长径比的上限的例子均如上所述。
[0041]
在无机粒子20为球状的情况下,平均粒径例如为0.1μm~50μm、优选为0.1μm~10μm、更优选为0.5μm~5μm。在无机粒子20为杆状的情况下,无机粒子20的短轴长度例如为0.01μm~10μm、优选为0.05μm~1μm。另外,无机粒子20的长轴长度例如为0.1μm~20μm、优选为0.5μm~10μm。在无机粒子20为鳞片状的情况下,无机粒子20的主面的平均尺寸例如为0.1μm~20μm、优选为0.5μm~15μm。另外,无机粒子20的厚度例如为0.05μm~1μm、优选为0.08μm~0.5μm。在无机粒子20为杆状的情况下,无机粒子20的最小直径(通常为短轴长度)例如为0.01μm~10μm、优选为0.05μm~1μm。另外,无机粒子20的最大直径(通常为长轴长度)例如为0.1μm~20μm、优选为0.5μm~10μm。如果无机粒子20的尺寸为这样的范围,则容易沿着空隙40配置无机粒子20,因此,能够可靠地形成跨越多个空隙40延伸的传热路径5。在无机粒子20为颗粒状的情况下,平均粒径例如为10μm~100μm、优选为20μm~60μm。
[0042]
复合材料1中的无机粒子20的含量不限定于特定的值。复合材料1中的无机粒子20的含量例如为10质量%~80质量%、优选为10质量%~70质量%、更优选为10质量%~55质量%。另外,复合材料1中的无机粒子20的含量例如为1体积%~50体积%、优选为2体积%~45体积%、更优选为5体积%~40体积%、特别优选为5体积%~30体积%。通过适当地调节无机粒子20的含量,复合材料1能够发挥更高的导热性能,并且可以具有适当的刚性。
[0043]
复合材料1中的无机粒子20的含量[质量%]可以通过利用烧毁等从复合材料1中除去除无机粒子20以外的材料而求出。为了实现精度高的测定,无机粒子的含量[质量%]可以利用元素分析而计算出。具体而言,在复合材料1中添加酸,照射微波,对复合材料1进行加压酸分解。酸例如可以使用氢氟酸、浓硫酸、浓盐酸、及王水等。对于进行加压酸分解而得到的溶液,利用电感耦合等离子体原子发射光谱法(icp-aes)对元素进行分析。基于其结果,可以求出无机粒子20的含量[质量%]。
[0044]
复合材料1中的无机粒子20的含量[体积%]可以根据复合材料1中所含的无机粒
子20的质量及密度、和复合材料1的体积及空隙率而求出。具体而言,根据无机粒子20的质量和密度计算出复合材料1中的无机粒子20的体积a。另外,基于复合材料1的空隙率计算出不包含空隙40的体积的复合材料1的体积b。无机粒子20的含量[体积%]可以通过(a/b)
×
100求出。空隙率的计算方法在后面叙述。
[0045]
无机粒子20的密度可以如下所述地求出:通过电炉对复合材料1进行高温加热,将有机材料烧毁,按照日本工业标准(jis)r 1628:1997或jis z2504:2012对残留的无机粒子20求出该密度。
[0046]
无机粒子20的至少一部分存在于面对空隙40的固体部10的壁面。无机粒子20的另一部分21及22可以存在于空隙40的连接部43。在固体部10的壁面,无机粒子的一部分23也可以与其它无机粒子层叠在一起。无机粒子20的至少一部分分别与相邻的无机粒子接触、或者非常相近而构成传热路径5及6的一部分。然而,无机粒子20的另一部分24也可以被树脂30包围而存在。换言之,可以在固体部10的内部包含不与空隙40相接的无机粒子24。
[0047]
无机粒子20可以实质上全部存在于固体部10的壁面与空隙40彼此之间的连接部41及43。在本说明书中,“实质上全部”是指70质量%以上、进而为80质量%以上、特别是90质量%以上。根据该方式,有助于导热系数的提高的无机粒子的比率变高。固体部10的内部的无机粒子20的分布例如可以利用超高分辨率场发射型扫描电子显微镜中的能量分散型x射线光谱法进行分析。
[0048]
面对空隙40的固体部10的壁面的一部分可以由除无机粒子20以外的材料、典型的是树脂30构成。树脂30例如为后面叙述的第2树脂。
[0049]
构成固体部10的树脂30例如为交联聚合物,具体为热固性树脂。热固性树脂的例子为酚醛树脂、脲醛树脂、三聚氰胺树脂、邻苯二甲酸二烯丙酯树脂、聚酯树脂、环氧树脂、苯胺树脂、有机硅树脂、呋喃树脂、聚氨酯树脂、烷基苯树脂、胍胺树脂、二甲苯树脂、及酰亚胺树脂。树脂的固化温度例如为25℃~160℃。
[0050]
空隙40及50的外形可以为球状,也可以实质上为球形。在本说明书中,“实质上为球形”是指最大直径相对于最小直径之比(最大直径/最小直径)为1.0~1.5、特别是1.0~1.3。然而,空隙40及50的外形不限定于特定的形状。其外形可以为杆状、多面体状,也可以是称为球状的话上述比值过大的椭圆状。空隙40及50的50%以上、进而80%以上可以为球状。在发泡技术中,空隙的形状变得不规则,因此,难以形成像该程度那样一致的形状的空隙。
[0051]
空隙40的平均直径不限定于特定的值。该值例如为50μm~5000μm、优选为100μm~2000μm、更优选为300μm~1500μm。在本说明书中,空隙40的“平均直径”是指通过利用sem对复合材料1的截面进行观察而求出的直径的平均值。具体而言,对于可观察到空隙整体的任意的100个空隙40,测定其最大直径及最小直径,将其平均值作为各空隙的直径,按照该值从大到小的顺序,将前15个空隙的直径的平均值定义为“平均直径”。然而,根据空隙40大小的不同,也可以使用光学显微镜来代替sem对平均直径进行测定。需要说明的是,在后面叙述的复合材料的制造方法中使用的第1树脂的粒径非常一致时,即使将该粒径视为复合材料的空隙的平均直径,实质上该值也不会产生差异。
[0052]
在复合材料1中,空隙40的体积相对于复合材料1的体积之比、也就是空隙率不限定于特定的值。该空隙率例如为10体积%~60体积%、优选为15体积%~50体积%、更优选
为20体积%~45体积%。
[0053]
空隙率可以如下所述地求出:使用sem对复合材料1的截面进行观察,计算出空隙40的总面积相对于观察到的全部面积的比率,取10张不同截面的图像的比率的平均而求出。然而,在制造过程已知的情况下,也可以如下所述地求出。根据后面叙述的第1树脂的质量及在第1树脂的表面配置有无机粒子20的复合粒子的质量,计算出复合粒子中所含的无机粒子20的质量。另外,通过无机元素分析计算出复合材料1中的无机粒子20的含量[质量%]。根据无机粒子20的含量[质量%]和复合材料1的质量计算出复合材料1中的无机粒子20的质量。根据复合材料1中的无机粒子20的质量和复合粒子中所含的无机粒子20的质量计算出制造复合材料1时使用的复合粒子的数量。根据空隙40的平均直径计算出空隙40的体积。根据空隙40的体积与复合粒子的数量的乘积求出复合材料1中的空隙40的总体积。通过用该值除以复合材料1的体积而计算出空隙率。
[0054]
多个空隙40可以具有实质上相似的外形。在本说明书中,“实质上相似”是指以个数为基准、空隙40的80%以上、特别是90%以上具有同种的几何学形状、例如球状及正多面体状。实质上相似的多个空隙40的外形优选为球状。该外形可以实质上为球形。通过发泡形成的多个空隙有时也会随着各自的膨胀而相互连接。然而,在该情况下,通常通过发泡而产生的内部压力作用于空隙的连接部,使连接部附近显著变形。因此,在基于发泡的技术中,事实上无法形成相互连接且实质上外形相似的多个空隙。
[0055]
多孔结构可以具有从复合材料1的一个主面至另一个主面的通孔。在复合材料1为板状的情况下,设置于复合材料1的一个主面的空隙可以与面对复合材料1的另一个主面的空间连通。另外,设置于复合材料1的一个主面的空隙可以与在与复合材料1的一个主面交叉的侧面相接的空间连通。根据这样的构成,复合材料1能够兼顾导热性和通气性。在本说明书中,“主面”是指复合材料1的具有最大面积的面。
[0056]
多个空隙40可以局部地相接。由此,即使在增加空隙率的情况下,复合材料1的强度也不易降低。连接部41中的空隙的连通部的直径可以为空隙40的平均直径的25%以下、20%以下、进而为15%以下。连通部的直径与平均直径同样可以通过sem或x射线ct来测定。空隙40的连接部43由于被无机粒子21划分而不存在连通部。
[0057]
对于本实施方式的复合材料1而言,例如通过下述式(1)确定的值p0可以为30以上。根据这样的构成,能够得到弹性模量、硬度、缓冲性、及防振性等物性及功能不易发生变化的复合材料1。此外,根据这样的构成,能够减少无机粒子20的用量,因而能够降低复合材料1的制造成本。
[0058]
p0=(空隙40的平均直径[μm]/无机粒子20的平均粒径[μm])
×
(空隙率[体积%]/100)
···
式(1)
[0059]
值p0的上限值不限定于特定的值。该值例如为1000、优选为700、更优选为500、特别优选为450。
[0060]
根据以上的说明可以明确,复合材料1也可以为非发泡体。如专利文献1所记载的现有的发泡体不可能具有如图1及2所示的特征性结构、即微细且准确地控制了无机粒子20的配置的结构。
[0061]
以下,参照图3,示例出在本说明书中用于求出复合材料1的特定区域中的各元素的组成的测定区域的确定方法。首先,通过sem对复合材料1的空隙40进行观察,测定通过
sem观察到的空隙40的最长直径,确定具有该最长直径的长度l的线段a。接下来,确定具有从空隙40的一端至另一端的长度l’的线段b,该线段b从线段a的中点通过且与线段a正交。进而,确定长方形c,该长方形c以线段a的中点作为重心,并且相邻的2边分别与线段a及线段b平行,该长方形c具有平行的线段a或线段b的2倍的长度(在与线段a平行的方向上为2l,在与线段b平行的方向上为2l’)。将从该长方形c中去除空隙部分后的区域定义为测定区域。
[0062]
将该测定区域分割成由50μm见方的正方形确定的多个区域d。在多个区域d的各个区域中,对区域d中所含的原子的比例进行分析。分析例如利用超高分辨率场发射型扫描电子显微镜中的能量分散型x射线光谱法。
[0063]
将多个区域d中进行了上述分析的结果中无机粒子所含的原子(例如b)的比例[原子%]成为最大的区域中的值定义为y。同样地,将无机粒子所含的原子(例如b)的比例[原子%]成为最小的值定义为x。此时,y/x例如满足y/x≥2的关系。上述y/x的下限值可以为2.2,也可以为2.5,根据情况还可以为3.0。y/x的上限值不限定于特定的值,该值可以为10,也可以为9.5。需要说明的是,对于成为分析对象的原子而言,在无机粒子由化合物构成的情况下,可以设定为该化合物的正离子的元素,在无机粒子由单质构成的情况下,可以设定为构成其单质的元素。例如,在无机粒子为氮化硼(bn)的情况下,分析对象的原子为硼(b)。在无机粒子为氧化铝(al2o3)的情况下,分析对象的原子为铝(al)。
[0064]
显示出y的区域d可以是在空隙40之间不存在其它空隙的区域、也就是与空隙40相邻的区域。在本实施方式中,通过下式确定的值q例如为65以上,值q也可以为68以上,还可以为70以上。值q的最大值不限定于特定的值,该值可以为100,也可以为95。
[0065]
q=100
×
y/(y x)
[0066]
<复合材料的制造方法>
[0067]
以下,对本实施方式的复合材料1的制造方法的一例进行说明。
[0068]
复合材料1包含含有第2树脂的固体部10和多个空隙40。复合材料1的制造方法依次具备:在包含多个第1树脂、典型的是树脂粒子的粒子集合体的空隙中填充包含第2树脂或第2树脂的前体的流动体的工序;和通过对多个树脂粒子进行加热而使其收缩或将其除去,从而形成多个空隙40的工序。这里,在多个树脂粒子的表面包含多个无机粒子20。
[0069]
首先,为了得到复合粒子,制作第1树脂与粘合剂的混合物。粘合剂是用于将无机粒子20粘贴于第1树脂的粒子的表面的粘合剂。粘合剂例如包含聚乙二醇(peg)和/或乳液。接下来,在该混合物中添加无机粒子20并进行混合,从而得到在第1树脂的表面配置有无机粒子20的复合粒子。混合的方法不限定于特定的方法。混合的方法的例子为使用了球磨机、珠磨机、行星式混合机、超声波混合机、均质机、及自转公转混合机的混合。
[0070]
接下来,以使复合粒子相互连接而形成粒子集合体的方式将复合粒子收纳于模具的内部。在该模具中进一步添加另行制备的流动体而制备混合体。流动体包含第2树脂。流动体可以包含第2树脂的前体。流动体填充于多个复合粒子的至少一部分相互连接而成的粒子集合体的空隙。流动体至少存在于复合粒子的表面及复合粒子彼此之间的接触部分。这样一来,以使由相互连接的无机粒子20形成的传热路径经由多个复合粒子的表面延伸的方式形成多个复合粒子的至少一部分相互连接而成的复合粒子的集合体。
[0071]
接下来,从混合体中去除气泡。从混合体中去除气泡的方法不限定于特定的方法。
双(叔丁基过氧化)环己烷0.25重量份,制作了混合液。一边以350转/分对混合液进行搅拌,一边添加苯乙烯单体100重量份。然后,通过使该溶液升温至98℃而实施了聚合反应。聚合反应完成约80%时,用30分钟使反应溶液升温至120℃。然后,将反应溶液在120℃下保温1小时,制作了含苯乙烯树脂粒子溶液。将含苯乙烯树脂粒子溶液冷却至95℃后,将作为发泡剂的环己烷2重量份及丁烷7重量份压入高压釜。然后,使该溶液再次升温至120℃。然后,将溶液在120℃下保温1小时后,冷却至室温,由此得到了聚合浆料。通过对该聚合浆料进行脱水、清洗、及干燥而得到了发泡性苯乙烯树脂粒子。对该发泡性苯乙烯树脂粒子进行筛分,得到了粒径为0.2mm~0.3mm的发泡性苯乙烯树脂粒子。使用大开工业株式会社制造的加压式发泡机(bhp),由该发泡性苯乙烯树脂粒子得到了具有650μm~1200μm的平均直径的球状的发泡聚苯乙烯珠。对该发泡聚苯乙烯珠进行了利用公称网孔(jis z 8801-1:2019)为1.18mm及1mm的jis试验用筛的筛分。此时,使用了从公称网孔为1.18mm的筛通过、并且无法从公称网孔为1mm的筛通过的发泡聚苯乙烯珠。此外,使用网孔为0.69mm及0.63mm的奥谷金网制作所株式会社制造的平纹金属网对发泡聚苯乙烯珠进行了筛分。此时,也使用了从网孔为0.69mm的金属网通过、并且无法从0.63mm的金属网通过的发泡聚苯乙烯珠。
[0084]
(样品1)
[0085]
以1:1的重量比称量上述的球状的聚苯乙烯珠(平均直径:1000μm)(表观密度:0.025g/cm3)及聚乙二醇(和光纯药株式会社制、peg-400)并添加于玻璃制容器中。使用thinky公司制造的自转公转混合机(are-310)对该混合物进行了搅拌。接下来,在该混合物中进一步添加昭和电工株式会社制造的鳞片状的氮化硼(uhp-1k、主面的平均尺寸:8μm、厚度:0.4μm),使得聚苯乙烯珠与氮化硼成为1:2的重量比,制备了混合物。使用自转公转混合机,以2000转/分(rpm)将该混合物混炼5分钟,由此制作了包覆有氮化硼的聚苯乙烯珠。
[0086]
以10:5的重量比添加信越化学工业株式会社制造的有机硅树脂(ke-106f)及硅油(kf-96-10cs)。在该混合物中进一步添加信越化学工业株式会社制造的固化剂(cat-106f),使得有机硅树脂与固化剂成为10:0.85的重量比,由此制作了热固性树脂。
[0087]
将上述的包覆有氮化硼的聚苯乙烯珠填充于95mm
×
95mm
×
24mm的塑料盒,在塑料盒上铺设吉田隆不锈钢株式会社制造的平纹金属网(直径:0.18mm、50目),进一步在其上铺设不锈钢制冲孔金属(直径:5mm、厚度:1mm、间距:8mm),用夹钳进行了固定。
[0088]
在该塑料盒中添加上述的热固性树脂,进行了减压脱泡。此时的压力以表压计为-0.08mpa~-0.09mpa。重复该操作3次,使热固性树脂浸渗于聚苯乙烯珠间。接下来,通过以80℃加热2小时而使有机硅树脂固化,得到了内包有聚苯乙烯珠的树脂成型品。将该树脂成型品切断成给定的尺寸。通过以130℃将其加热30分钟而使聚苯乙烯珠软化并从树脂成型品中流出。由此制作了样品1的复合材料。
[0089]
(样品2~5)
[0090]
使用了表3中记载的聚苯乙烯珠及氮化硼,并且以成为表1中记载的分量的方式制备了混合物,除此以外,与样品1同样地得到了样品2~4的复合材料。使用了表3中记载的聚苯乙烯珠及氮化硼,以成为表1中记载的分量的方式制备了混合物,并且使用了包含30质量%的氮化硼的有机硅树脂来代替热固性树脂,除此以外,与样品1同样地得到了样品5的复合材料。
[0091]
(样品6)
[0092]
以成为表1中记载的分量的方式称量上述的聚苯乙烯珠(平均直径:1000μm)、昭和电工株式会社制造的氮化硼(uhp-1k、长轴长度:8μm、短轴长度:0.4μm)、及上述的有机硅树脂并添加于玻璃制容器中,进行了混合。仅将该混合物填充于塑料盒中,除此以外,与样品1同样地制作了样品6的复合材料。
[0093]
(样品7)
[0094]
以成为表2中记载的分量的方式称量并添加电化株式会社制造的氮化硼(hgp、主面的平均尺寸:5μm、厚度:0.1μm)、有机硅树脂、及乙醇,进行混合,由此制备了浆状的混合物。接下来,将混合物添加于直径50mm、高度7mm的有底筒状的模具内。接下来,以100℃将模具内的混合物加热1小时,从而利用乙醇使有机硅树脂发泡,并且使发泡后的有机硅树脂固化,由此得到了样品7的复合材料。
[0095]
(样品8)
[0096]
使用了日立化成株式会社制造的不饱和聚酯树脂wp-2820来代替有机硅树脂,并且以150℃将混合物加热1小时,除此以外,与样品7同样地得到了样品8的复合材料。
[0097]
(无机粒子的含量[体积%]的计算)
[0098]
样品1~8的复合材料中的无机粒子的含量[体积%]如下所述地求出。首先,从样品1~8的复合材料中除去有机物,提取无机粒子。通过用所提取的无机粒子的质量除以氮化硼的密度2.3g/cm3而计算出无机粒子的体积a。另外,根据复合材料的体积及空隙率计算出不包含空隙的体积的复合材料的体积b。复合材料中的无机粒子的含量[体积%]通过(a/b)
×
100求出。
[0099]
(无机粒子的含量[质量%]的计算)
[0100]
样品1~8的复合材料中的无机粒子的含量[质量%]如下所述地求出。首先,称量样品1~8的复合材料约10mg并添加于氟树脂制的容器中。在该氟树脂制的容器中添加氢氟酸并盖严。对氟树脂制的容器照射微波,以最高温度220℃进行了加压酸分解。在得到的溶液中添加超纯水定容至50ml。通过日立分析仪器有限公司制造的icp-aes sps-3520uv对该溶液的硼进行定量,由此求出无机粒子的含量[质量%]。
[0101]
(导热系数的测定1)
[0102]
按照美国材料试验协会标准(astm)d5470-01(单向热流稳态法),使用rhesca株式会社制造的导热系数测定装置tcm1001,通过1片试验体及对称构成方式,并利用热流计法对样品1~8的复合材料的导热系数进行了测定。具体而言,首先,将厚度t=4000μm的各复合材料切断成20mm
×
20mm的大小,得到了试验片。在试验片的主面的两面涂布sunhayato株式会社制造的有机硅润滑脂(shc-20、导热系数:0.84w/(m
·
k)),并使得有机硅润滑脂层的厚度达到100μm。作为标准杆,使用了具有加热块(80℃)的上部杆及具有冷却块(20℃)的下部杆。作为试验块,使用了无氧铜制的块。用无氧铜制的块隔着有机硅润滑脂层夹持试验片,制作了测定试样。将该测定试样夹在上部杆与下部杆之间,使热在试验片的厚度方向上流动。
[0103]
根据下述式(2)及(3)确定了试验片的上表面及下表面之间的温度差δts。式(2)及(3)中为tc为无氧铜制的块(试验块)的上层的上表面及下层的下表面之间的温度差。此外,q1为根据基于在上部杆的多个测温点的温度差计算出的温度梯度确定的热流束[w/m2],q2为根据基于在下部杆的多个测温点的温度差计算出的温度梯度确定的热流束[w/m2]。tb为无氧铜制的块的厚度之和,kb为无氧铜制的块的导热系数。
[0104]
δts=δt
c-(qs×
tb)/kbꢀꢀꢀꢀꢀꢀ
式(2)
[0105]qs
=(q1 q2)/2
ꢀꢀꢀꢀꢀꢀ
式(3)
[0106]
根据下述式(4)确定了试验片在厚度方向上的导热系数λ1[w/(m
·
k)]。将通过上述(导热系数的测定1)得到的导热系数的值λ1示于表3及4。
[0107]
λ1=qs×
t/δtsꢀꢀꢀ
式(4)
[0108]
(弹簧常数的测定)
[0109]
使用ta instruments公司制造的动态粘弹性测定装置rsa g2,对样品1~8的复合材料的弹簧常数进行了测定。以压缩速度0.01mm/s将厚度4mm、主面的面积25mm2的复合材料的主面压缩了0mm~0.2mm。此时,将复合材料的主面每压缩0.01mm时,对压缩量的值x[m]及负载值y[n]进行了测定。使用在各测定点的复合材料的压缩量的值x[m]及负载值y[n],分别计算出压缩量的值x的算术平均x
ave
及负载值y的算术平均y
ave
。弹簧常数b根据以下的式(5)进行计算。
[0110]
b=∑{(x-x
ave
)(y-y
ave
)}
÷
∑(x-x
ave
)2ꢀꢀꢀꢀ
式(5)
[0111]
(振动传递率的测定)
[0112]
使用br
ü
el&公司制造的加振机types 4827,对样品1~8的复合材料的振动传递率进行了测定。将切断成50mm
×
50mm的大小的样品1~8的复合材料(厚度:4mm)的一个主面配置于加振机的铝板(直径:100mm、厚度4mm)。在该复合材料的另一个主面上配置切断成50mm
×
50mm的大小的sus板(厚度:4mm),由此制作了试验样品。对于加振机,通过polytec公司制造的laser doppler psv-500测定了以频率100hz~2800hz的扫描信号加振时的sus板的加速度a1[m/s2]。扫描信号是指以恒定速度从低频变化为高频的信号。另一方面,与上述同样地对仅加振机的铝板的加速度a0[m/s2]进行了测定。振动传递率通过下式进行计算,将结果示于表3及4。表3及4中记载的振动传递率是指在10hz~3000hz的频率范围中的振动传递率的平均值。
[0113]
振动传递率[db]=20log
10
(a1/a0)
[0114]
在样品1~5的复合材料中,弹簧常数为100n/m~70000n/m,更具体而言为3000n/m~70000n/m。此外,在样品1~5的复合材料中,导热系数为0.5w/(m
·
k)以上。因此可知,样品1~5的复合材料具有期望的刚性。
[0115]
在样品1~5的复合材料中,10hz~3000hz的频率范围中的振动传递率的平均值在-10db~-25db的范围内。因此可知,样品1~5的复合材料能够发挥防振性能。
[0116]
如图4所示,在样品1的复合材料中,具备有包含无机粒子及树脂的固体部,在固体部的内部包含多个空隙。此外,在样品1的复合材料中,空隙分别具有实质上相似的外形,另外,空隙的外形实质上为球形。此外,多个空隙直接或经由上述无机粒子相互连接。
[0117]
[表1]
[0118] 样品1样品2样品3样品4样品5样品6聚苯乙烯珠[质量%]7105675聚乙二醇[质量%]755575氮化硼[质量%]143234211520
树脂[质量%]725356684070
[0119]
[表2]
[0120] 样品7样品8氮化硼[质量%]6061有机硅树脂[质量%]39-不饱和聚酯树脂[质量%]-38乙醇[质量%]11
[0121]
[表3]
[0122][0123]
[表4]
[0124][0125]
(水分散型丙烯酸类粘合剂的制备)
[0126]
在具备冷凝管、氮气导入管、温度计、及搅拌机的反应容器中加入离子交换水40重量份,一边导入氮气一边在60℃下搅拌1小时以上而进行了氮气置换。在该反应容器中添加2,2
’‑
偶氮双[n-(2-羧乙基)-2-甲基丙脒]n水合物(聚合引发剂)0.1重量份,制备了混合液。一边将该混合液保温于60℃,一边用4小时缓慢地滴加单体乳液a而进行乳液聚合反应,得到了反应液。作为单体乳液a,使用将丙烯酸2-乙基己酯98重量份、丙烯酸1.25重量份、甲基丙烯酸0.75重量份、十二硫醇(链转移剂)0.05重量份、γ-丙烯酰氧基丙基三甲氧基硅烷(信越化学工业株式会社制、商品名“kbm-503”)0.02重量份、及聚氧乙烯月桂基硫酸钠(乳化剂)2重量份添加于离子交换水30重量份中并进行乳化而得到的乳液。单体乳液a的滴加结束后,将该反应液进一步在60℃下保持3小时,然后,将反应液冷却至室温。接下来,将
10%氨水添加于该反应液中,将反应液的ph调整为7,得到了丙烯酸类聚合物乳液(水分散型丙烯酸类聚合物)。相对于上述丙烯酸类聚合物乳液a中所含的丙烯酸类聚合物平均每100重量份,添加以固体成分基准计为10重量份的增粘树脂乳液(荒川化学工业株式会社制、商品名“e-865nt”),得到了混合物。进而,在该混合物中添加蒸馏水,使得以该混合物:蒸馏水的重量比表示成为10:5,得到了水分散型丙烯酸类粘合剂。
[0127]
(样品9)
[0128]
以1:1的重量比称量上述的球状的聚苯乙烯珠(平均直径:1000μm)(表观密度:0.025g/cm3)及水分散型丙烯酸类粘合剂并添加于玻璃制容器中。将该混合物添加于生产日本株式会社制unipackl-4中,将unipack密闭,用手振动该unipack 5分钟,从而使混合物混合。接下来,在unipack中进一步对该混合物添加昭和电工株式会社制造的鳞片状的氮化硼(uhp-1k、主面的平均尺寸:8μm、厚度:0.4μm),使得聚苯乙烯珠与氮化硼成为7:19,制备了混合物。用手振动该unipack 5分钟,由此制作了包覆有氮化硼的聚苯乙烯珠。
[0129]
以10:5的重量比添加信越化学工业株式会社制造的有机硅树脂(ke-106f)及硅油(kf-96-10cs)。在该混合物中进一步添加信越化学工业株式会社制造的固化剂(cat-106),使得有机硅树脂与固化剂成为10:0.17的重量比,由此制作了热固性树脂。
[0130]
将上述的包覆有氮化硼的聚苯乙烯珠填充于95mm
×
95mm
×
24mm的塑料盒,在塑料盒上铺设吉田隆不锈钢株式会社制造的平纹金属网(直径:0.18mm、50目),进一步在其上铺设不锈钢制冲孔金属(直径:5mm、厚度:1mm、间距:8mm),用夹钳进行了固定。
[0131]
在该塑料盒中添加上述的热固性树脂,进行减压脱泡。此时的压力以表压计为-0.08mpa~-0.09mpa。重复该操作3次,使热固性树脂浸渗于聚苯乙烯珠间。接下来,通过以80℃加热2小时而使有机硅树脂固化,得到了内包有聚苯乙烯珠的树脂成型品。将该树脂成型品切断成给定的尺寸。将切断后的树脂成型品整体浸渍于乙酸乙酯中30分钟,从而使聚苯乙烯珠溶解并从树脂成型品中流出。然后,以90℃将树脂成型品干燥3小时,由此制作了样品9的复合材料。
[0132]
(样品10)
[0133]
使用了表5中记载的聚苯乙烯珠及氮化硼,并且以成为表5中记载的分量的方式制备了混合物,除此以外,与样品9同样地得到了样品10的复合材料。
[0134]
(样品11及12)
[0135]
使用了表5中记载的聚苯乙烯珠及氮化硼,使用以成为5.35:10的重量比的方式将sanyu rec co.,ltd.制造的氨基甲酸酯树脂uf-820a与固化剂(uf-820b)混合而成的材料来代替热固性树脂,并且以成为表5中记载的分量的方式制备了混合物,除此以外,与样品9同样地得到了样品11及12的复合材料。
[0136]
(样品13)
[0137]
使用了表5中记载的聚苯乙烯珠及氮化硼,以成为表5中记载的分量的方式制备了混合物,并且使用了包含50质量%的氮化硼的热固性树脂来代替热固性树脂,除此以外,与样品9同样地得到了样品13的复合材料。
[0138]
(样品14)
[0139]
以成为表6中记载的分量的方式称量并添加氮化硼、热固性树脂、及乙醇,进行混合,由此制备了浆状的混合物。接下来,将混合物添加于直径50mm、高度7mm的有底筒状的模
具内。接下来,以100℃将模具内的混合物加热1小时,从而利用乙醇使有机硅树脂发泡,并且使发泡后的有机硅树脂固化,由此得到了样品14的复合材料。
[0140]
(样品15~20)
[0141]
使用了以使有机硅树脂与固化剂成为10:0.85的重量比的方式制备的热固性树脂来代替热固性树脂,并且以成为表6中记载的分量的方式称量并添加该热固性树脂、氮化硼、及乙醇,进行混合,由此制备了浆状的混合物,除此以外,与样品14同样地得到了样品15~20的复合材料。
[0142]
(导热系数的测定2)
[0143]
按照美国材料试验协会标准(astm)d5470-01(单向热流稳态法),使用rhesca株式会社制造的导热系数测定装置tcm1001,通过1片试验体及对称构成方式,并利用热流计法对样品9~20的复合材料的导热系数进行了测定。具体而言,首先,将厚度t的各复合材料切断成20mm
×
20mm的大小,得到了试验片。在试验片的主面的两面涂布sunhayato株式会社制造的有机硅润滑脂(shc-20、导热系数:0.84w/(m
·
k)),并使得有机硅润滑脂层的厚度达到300μm以下的给定厚度。作为标准杆,使用了具有加热块(110℃)的上部杆及具有冷却块(20℃)的下部杆。作为试验块,使用了无氧铜制的块。用无氧铜制的块隔着有机硅润滑脂层夹持试验片,制作了测定试样。将该测定试样夹在上部杆与下部杆之间,使热在试验片的厚度方向上流动。
[0144]
根据下述式(6)及(7)确定了试验片的上表面及下表面之间的温度差δts。在式(6)及(7)中,δtc为无氧铜制的块(试验块)的上层的上表面及下层的下表面之间的温度差。此外,q1为根据基于在上部杆的多个测温点的温度差计算出的温度梯度确定的热流束[w/m2],q2为根据基于在下部杆的多个测温点的温度差计算出的温度梯度确定的热流束[w/m2]。tb为无氧铜制的块的厚度之和,kb为无氧铜制的块的导热系数。
[0145]
δts=δt
c-(qs×
tb)/kbꢀꢀꢀ
式(6)
[0146]qs
=(q1 q2)/2
ꢀꢀꢀ
式(7)
[0147]
根据下述式(8)确定了试验片在厚度方向上的导热系数λ2[w/(m
·
k)]。
[0148]
λ2=qs×
t/δtsꢀꢀꢀ
式(8)
[0149]
将通过上述(导热系数的测定2)得到的导热系数的值λ2示于表5及6。需要说明的是,试验片的厚度t通过使用了相机的测定来确定。
[0150]
(组成分析)
[0151]
使用hitachi high-tech株式会社制造的超高分辨率场发射型扫描电子显微镜(su8220)对样品1~20的复合材料的特定的区域进行测定,通过能量分散型x射线光谱法计算出复合材料的特定的区域内所含的无机粒子中所含的原子的比例。首先,通过上述的方法对样品1~20的复合材料确定测定区域。在该测定区域中,测定了无机粒子中所含的原子的比例。在无机粒子为氮化硼的情况下,作为测定对象的原子是硼(b)。在测定区域内,将无机粒子中所含的原子的比例[原子%]的最大值设为y,将无机粒子中所含的原子的比例[原子%]的最小值设为x,计算出y/x。另外,通过上述的方法计算出值q。将结果示于表5~7。
[0152]
对于样品9~20的复合材料,弹簧常数的测定及振动传递率的测定通过上述的方法进行。将结果示于表5及6。
[0153]
在样品9~12的复合材料中,弹簧常数为100n/m~70000n/m。此外,在样品9~12的
复合材料中,导热系数为0.5w/(m
·
k)以上。
[0154]
在样品9~12的复合材料中,在10hz~3000hz的频率范围中的振动传递率的平均值在-40db~-70db的范围内。
[0155]
[表5]
[0156][0157]
[表6]
[0158][0159]
[表7]
[0160] 样品1样品2样品3样品4样品5样品6样品7样品8y/x4.49.25.75.91.41.31.81.3q81.690.285.085.458.956.464.456.2
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。