1.本发明涉及土木建筑工程领域,尤其涉及一种土木建筑工程用环保板材加工装置。
背景技术:
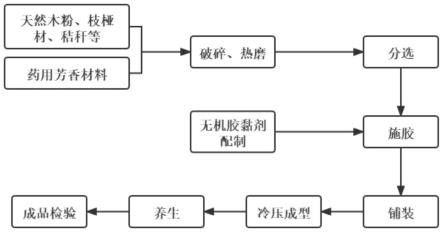
2.木丝板是由白杨木纤维为原料,结合特殊的防腐防潮无机水泥,在高温高压条件下粘合压膜而成。
3.现有技术中在生产木丝板时,是由人工将处理好的木丝先堆放在模具内,再将混合好的粘合剂倒入在模具内的木丝上,将木丝与粘合剂混合,同时将混合后的木丝平铺在模具内,然后将铺好木丝的模具放入蒸压机内进行压制,压制好的木丝板四周都有毛边,需要后续再进行裁剪处理,并且木丝板与粘合剂混合压制后材质较硬,很有可能在搬运的过程中将工人的手部划伤。
4.针对现有技术中压制成型的木丝板具有毛边,需要后续进行裁剪处理的缺点,急需发明一种采用密闭式压制的土木建筑工程用环保板材加工装置。
技术实现要素:
5.为了克服现有技术中压制成型的木丝板具有毛边,需要后续进行裁剪处理的缺点,本发明的技术问题为:提供一种采用密闭式压制的土木建筑工程用环保板材加工装置。
6.技术方案:一种土木建筑工程用环保板材加工装置,包括有底座、搅拌支架、搅拌机、上料道、模具壳、高温蒸汽管、左支架、第一液压缸、压料支架、压料板、下支架、第二液压缸、压力板、前挡板和后推板,底座上安装有模具壳,模具壳为空心结构,模具壳一侧联通有加热用的高温蒸汽管,底座的左支架上安装有第一液压缸,第一液压缸的伸缩杆通过压料支架安装有压料板,底座的下支架上安装有第二液压缸,第二液压缸的伸缩杆上安装有压力板,压力板滑动设置与模具壳的右侧开口处,压力板向左移动对模具壳内的材料压制成型,模具壳侧面开有用于出料的开口,其开口处设有挡板,模具壳与挡板相对应一侧滑动设有后推板,后推板用于将压制成型的板材从模具壳开口处推出,搅拌机通过上料道向模具壳内传送原料,压料板用于把模具壳上方的原料压入模具壳内,压力板向左移动用于对模具壳内的原料进行压制成型。
7.优选地,还包括有与模具壳连接的震动机构,压料支架向下移动时会带动震动机构对模具壳内的原料进行震动。
8.优选地,震动机构包括有震动支架、震动齿条、震动座、缓冲组件、震动轴、震动块和震动齿轮,压料支架上安装有震动支架,震动支架上安装有震动齿条,模具壳上安装有震动座,震动座上安装有缓冲组件,缓冲组件上安装有震动轴,震动轴上安装有震动块和震动齿轮,震动块为偏心设置,在转动时可以通过缓冲组件和震动座对模具壳内的原料进行震动,震动齿轮和震动齿条啮合;通过压料支架带动震动支架向下移动,震动齿条会带动震动齿轮进行转动,震动块转动时会通过缓冲组件带动模具壳内的原料震动;通过对原料震动
可以使模具壳内的原料分布的更加均与,并且有利于将原料内残留的空气震动出来,提高了产品的质量。
9.优选地,还包括有调节插杆,震动齿条上等距的开设有多个调节孔,震动支架上插接有调节插杆,调节插杆穿过调节孔将震动齿条固定在震动支架上;通过将震动齿条的位置上下移动,可以增加或者减少震动齿条和震动齿轮的啮合距离,从而可以增加或者减少震动的次数,便于工人根据工作的需求增加或者减少震动原料的次数。
10.优选地,还包括有可以自动对成型的板材进行自动出料的出料机构,出料机构包括有下料支座、第三液压缸、下料推板、推料轴、推料弹簧和撑开组件,模具壳和左支架上共同安装有下料支座,模具壳和左支架上共同安装有下料支座,下料支座上安装有第三液压缸,第三液压缸的伸缩杆上安装有下料推板,下料推板与下料支座滑动连接,后推板上固接有推料轴,通过推料轴带动后推板向前推出,从而对成型的板材进行出料,推料轴穿过模具壳的后壁,推料轴上套有推料弹簧,左支架上连接有撑开组件,撑开组件用于带动左支架向左移动;第三液压缸伸出带动下料推板向前移动,下料推板向前移动时通过撑开组件使前挡板向左移动,然后下料推板通过推料轴使后推板将成型的板材向前推出;出料机构通过下料推板和撑开组件先将前挡板向左平移,然后再将成型的板材推出,不需要再由人工手动将成型的板材从模具内拿出,下料的速率更快,并且解决了人工手动拿出板材会有烫伤的安全隐患。
11.优选地,撑开组件包括有撑开板、衔接块、撑开杆、撑开弹簧、撑开轴和撑开导轨,下料推板上固接有撑开板,前挡板上固接有衔接块,衔接块上固接有撑开杆,撑开杆上套有撑开弹簧,撑开杆上远离衔接块的一端安装有撑开轴,左支架上固接有撑开导轨,衔接块与撑开导轨滑动连接;撑开板向前移动时撑开轴会在撑开板前侧的斜面上向左滑动,并且撑开板会通过撑开轴、撑开杆和衔接块带动前挡板向左移动;前挡板撑开轴和撑开杆的带动下,可以自动的从模具壳前侧移开,便于对成型的板材进行下料。
12.优选地,还包括有将出料后的板材翻转九十度的翻转机构,翻转机构包括有翻转轴、翻转座、下滚轴、侧滚轴、翻转电机、翻转齿轮和翻转齿块,底座上转动连接有翻转轴,翻转轴上转动连接有用于承载被推出的板材的翻转座,翻转座上转动连接有便于板材被被推出的下滚轴和侧滚轴,底座上安装有翻转电机,翻转电机上安装有翻转齿轮,翻转座上安装有翻转齿块,翻转齿轮与翻转齿块啮合;当板材被推到翻转座上后,启动翻转电机,通过翻转齿轮和翻转齿块带动翻转座进行转动,将板材由竖直状态转动为水平状态,方便了人工后续对板材进行搬运,也避免了人工直接搬运板材会有被烫伤的风险。
13.优选地,还包括有防止推出的板材从翻转座上滑出的挡料机构,挡料机构包括有挡料杆、挡料弹簧、触发板、挡料板、触发架和触发轴,翻转座上固接有挡料杆,挡料杆上套有挡料弹簧,挡料杆上滑动连接有触发板,触发板上固接有防止板材从翻转座掉落的挡料板,左支架上固接有触发架,触发架上转动连接有触发轴,挡料板会阻挡翻转座上的板材向前滑出,翻转座逆时针转动九十度的过程中触发板会与触发轴接触,并且触发板带动当挡料板不再阻挡板材从翻转座的前侧滑出;通过挡料板可以防止板材被推出后由于惯性导致从翻转座上滑出,并且通过触发轴和触发板的配合可以在需要对板材进行下料时,自动取消对板材的阻挡。
14.优选地,还包括有导流板和调节螺杆,模具壳上滑动连接有导流板,导流板位于压
力板上侧,可以防止上料时物料会流入到压力板顶部,从而导致在压制板材时影响到装置的密封性,模具壳上螺纹连接有两个调节螺杆,调节螺杆与导流板转动连接;通过转动调节螺杆可以对导流板的位置进行调节,避免需要改变压制板材的厚度时,原料会流入道压力板的顶面,导致影响道装置的正常运行。
15.优选地,还包括有冷风机和导风板,底座上安装有冷风机,冷风机的出风口连通有导风板,导风板安装在底座上;通过启动冷风机可以将冷风导入在导风板上,风流会通过导流板上的通孔吹到板材上,从而起到降温的效果,防止工人将板材从翻转座上取出时会被板材烫伤。
附图说明
16.图1为本发明的整体结构示意图。
17.图2为本发明的前挡板位置示意图。
18.图3为本发明的后推板位置示意图。
19.图4为本发明的高温蒸汽管示意图。
20.图5为本发明的导流板结构示意图。
21.图6为本发明的震动机构结构示意图。
22.图7为本发明的出料机构位置示意图。
23.图8为本发明的撑开组件结构示意图。
24.图9为本发明的撑开齿块位置示意图。
25.在图中:1、底座,101、搅拌支架,102、搅拌机,103、上料道,2、模具壳,2001、高温蒸汽管,201、左支架,202、第一液压缸,203、压料支架,204、压料板,205、下支架,206、第二液压缸,207、压力板,208、前挡板,209、后推板,210、导流板,3、震动支架,301、震动齿条,302、震动座,303、震动杆,304、震动弹簧,305、震动板,306、轴承座,307、震动轴,308、震动块,309、震动齿轮,4、调节孔,401、调节插杆,5、下料支座,501、第三液压缸,502、下料推板,503、推料轴,504、推料弹簧,6、撑开板,601、衔接块,602、撑开杆,603、撑开弹簧,604、撑开轴,605、撑开导轨,7、翻转轴,701、翻转座,702、下滚轴,703、侧滚轴,704、翻转电机,705、翻转齿轮,706、翻转齿块,8、挡料杆,801、挡料弹簧,802、触发板,803、挡料板,804、触发架,805、触发轴,9、调节螺杆,10、冷风机,1001、导风板。
具体实施方式
26.尽管可关于特定应用或行业来描述本发明,但是本领域的技术人员将会认识到本发明的更广阔的适用性。本领域的普通技术人员将会认识到诸如:在上面、在下面、向上、向下等之类的术语是用于描述附图,而非表示对由所附权利要求限定的本发明范围的限制。诸如:第一或第二之类的任何数字标号仅为例示性的,而并非旨在以任何方式限制本发明的范围。
27.实施例1一种土木建筑工程用环保板材加工装置,如图1-9所示,包括有底座1、搅拌支架101、搅拌机102、上料道103、模具壳2、高温蒸汽管2001、左支架201、第一液压缸202、压料支架203、压料板204、下支架205、第二液压缸206、压力板207、前挡板208和后推板209,底座1
上安装有搅拌支架101,搅拌支架101上安装有搅拌机102,搅拌支架101上安装有上料道103,上料道103上设有助力的刷辊,底座1上安装有模具壳2,模具壳2左侧安装有高温蒸汽管2001,通过高温蒸汽管2001可以向模具壳2内提供高温,底座1上安装有左支架201,左支架201上安装有第一液压缸202,第一液压缸202的伸缩杆上安装有压料支架203,压料支架203上安装有压料板204,底座1上安装有下支架205,下支架205上安装有第二液压缸206,第二液压缸206的伸缩杆上安装有压力板207,压力板207与底座1滑动连接,模具壳2上连接有前挡板208,模具壳2上嵌有后推板209,当压料板204向下移动进入道模具壳2内时,模具壳2、前挡板208、后推板209、压力板207和压料板204组成为一个具有密闭性的空间;搅拌机102通过上料道103向模具壳2内传送原料,然后控制第一液压缸202伸出带动压料板204向下移动,再控制第二液压缸206伸出带动压力板207向左对模具壳2内的原料进行压制;本装置通过与搅拌机102的配合,不需要每次都由人工手动上料,通过模具壳2、前挡板208、后推板209、压力板207和压料板204组成为具有密闭性的空间,解决了现有技术中对板材压制成型后四周会有毛刺的情况。
28.在工作前,人工将制作木丝板的原料投放在搅拌机102内,搅拌机102内可以一次性放置较多的原料并且进行搅拌,然后将搅拌完成的原料输送出来,原料通过上料道103流向模具壳2内,然后控制第一液压缸202伸出带动压料支架203向下移动,压料支架203通过压料板204对模具壳2内的原料进行挤压,当压料板204移动到底面与压力板207的顶面处于同一平面时,第一液压缸202停止伸出,然后控制第二液压缸206伸出,第二液压缸206通过压力板207对模具壳2内的原料进行压制,此时压料板204、前挡板208、压力板207和模具壳2闭合成了一个密封的空间,可以保证压制成型的板材不会有毛边,并且启动高温蒸汽管2001对模具壳2内的原料进行加热,通过压制和加热将原料制作成板材的形状;板材压制成型后控制第一液压缸202和第二液压缸206收缩,然后可以将压制成型的板材取出。
29.如图2所示,还包括有与模具壳2连接的震动机构,压料支架203向下移动时会带动震动机构对模具壳2内的原料进行震动。
30.压料支架203下降时会带动震动机构对模具壳2内的原料进行震动,可以起到使原料分布的更加均与和将原料内的空气震出的效果,更便于对板材的压制。
31.如图2和图6所示,震动机构包括有震动支架3、震动齿条301、震动座302、震动杆303、震动轴307、震动块308和震动齿轮309,压料支架203上安装有震动支架3,震动支架3上安装有震动齿条301,模具壳2上安装有震动座302,震动座302上安装有缓冲组件,缓冲组件包括有震动杆303、震动弹簧304震动板305和轴承座306,震动杆303上均套有震动弹簧304,震动杆303上滑动连接有震动板305,震动板305上安装有轴承座306,轴承座306上安装有震动轴307,震动轴307上安装有震动块308和震动齿轮309,震动齿轮309和震动齿条301啮合;通过压料支架203带动震动支架3向下移动,震动齿条301会带动震动齿轮309进行转动,震动块308转动时会通过缓冲组件带动模具壳2内的原料震动;通过对原料震动可以使模具壳2内的原料分布的更加均与,并且有利于将原料内残留的空气震动出来,提高了产品的质量。
32.压料支架203下降时会通过震动支架3带动震动齿条301下降,震动齿轮309下降时会带动震动齿轮309转动,从而通过震动轴307带动震动块308转动,震动块308为偏心设置,所以震动块308转动时会带动震动板305进行震动,然后通过震动杆303和震动弹簧304的作
用下传递给震动座302,并且带动模具壳2内的原料进行震动,通过震动可以将原料内的空气震动出来,通过震动可以使原料分布的更加均匀,便于对板材的压制。
33.如图6所示,还包括有调节插杆401,震动齿条301与震动支架3为滑动连接,震动齿条301上等距的开设有多个调节孔4,震动支架3上插接有调节插杆401,调节插杆401穿过调节孔4将震动齿条301固定在震动支架3上;通过将震动齿条301的位置上下移动,可以增加或者减少震动齿条301和震动齿轮309的啮合距离,便于工人根据工作的需求增加或者减少震动原料的次数。
34.当需要减少震动原料的次数时,先将调节插杆401拔出,然后将震动向上滑动,然后再将调节插杆401穿过调节孔4插在震动支架3上,从而减少了震动齿条301和震动齿轮309的啮合距离,实现了减少震动原料的次数,反之可以增加震动齿条301和震动齿轮309的啮合距离,工人可以根据工作的需求进行调整。
35.实施例2在实施例1的基础之上,如图7和图8所示,还包括有可以自动对成型的板材进行自动出料的出料机构,出料机构包括有下料支座5、第三液压缸501、下料推板502、推料轴503、推料弹簧504和撑开组件,模具壳2和左支架201上共同安装有下料支座5,下料支座5上安装有第三液压缸501,第三液压缸501的伸缩杆上安装有下料推板502,下料推板502与下料支座5滑动连接,后推板209上固接有推料轴503,推料轴503穿过模具壳2的后壁,推料轴503上套有推料弹簧504,左支架201上连接有撑开组件,撑开组件用于带动左支架201向左移动;第三液压缸501伸出带动下料推板502向前移动,下料推板502向前移动时通过撑开组件使前挡板208向左移动,然后下料推板502通过推料轴503使后推板209将成型的板材向前推出;出料机构通过下料推板502和撑开组件先将前挡板208向左平移,然后再将成型的板材推出,不需要再由人工手动将成型的板材从模具内拿出,下料的速率更快,并且解决了人工手动拿出板材会有烫伤的安全隐患。
36.当板材压制成型后,控制第三液压缸501伸出,从而带动下料推板502向前移动,下料推板502会先通过撑开组件带动前挡板208向左移动,使前挡板208不会阻挡板材出料,当前挡板208从模具壳2前侧移开后,下料推板502会开始推动推料轴503向前移动,推料轴503会将后推板209向前推出,从而将模具壳2内成型的板材推动出料;然后再控制第三液压缸501收缩,从而带动下料推板502向后复位,推料轴503向前移动时会将推料弹簧504压缩,被压缩的推料弹簧504此时会推动推料轴503向后复位,当第三液压缸501完成收缩时,撑开组件和推料轴503均完成复位。
37.如图1和图8所示,撑开组件包括有撑开板6、衔接块601、撑开杆602、撑开弹簧603、撑开轴604和撑开导轨605,下料推板502上固接有撑开板6,前挡板208上固接有衔接块601,衔接块601上固接有撑开杆602,撑开杆602上套有撑开弹簧603,撑开杆602上远离衔接块601的一端安装有撑开轴604,左支架201上固接有撑开导轨605,衔接块601与撑开导轨605滑动连接;撑开板6向前移动时撑开轴604会在撑开板6前侧的斜面上向左滑动,并且撑开板6会通过撑开轴604、撑开杆602和衔接块601带动前挡板208向左移动;前挡板208撑开轴604和撑开杆602的带动下,可以自动的从模具壳2前侧移开,便于对成型的板材进行下料。
38.下料推板502向前移动会带动撑开板6向前移动,撑开板6向前移动时会与撑开轴604接触,并且撑开轴604会在撑开板6前侧的斜面上向左滑动,从而带动通过撑开杆602和
衔接块601带动前挡板208向左移动,并且会将撑开弹簧603压缩,当撑开轴604移动到撑开板6左端平面时,此时前挡板208从模具壳2前完全移开,不会阻挡板材从模具内被推出,当下料推板502带动撑开板6向后移动,并且撑开轴604开始在撑开板6的斜面上向右滑动时,此时被压缩的撑开弹簧603会推动衔接块601和前挡板208向右移动复位。
39.实施例3在实施例2的基础之上,如图1和图9所示,还包括有将出料后的板材翻转九十度的翻转机构,翻转机构包括有翻转轴7、翻转座701、下滚轴702、侧滚轴703、翻转电机704、翻转齿轮705和翻转齿块706,底座1上转动连接有翻转轴7,翻转轴7上转动连接有翻转座701,翻转座701上下两侧均转动连接有下滚轴702,下滚轴702共有十个,翻转座701左侧转动连接有侧滚轴703,侧滚轴703共有四个,底座1上安装有翻转电机704,翻转电机704的输出轴上安装有翻转齿轮705,翻转座701下侧安装有翻转齿块706,翻转齿轮705与翻转齿块706啮合;当板材被推到翻转座701上后,启动翻转电机704,通过翻转齿轮705和翻转齿块706带动翻转座701进行转动,将板材由竖直状态转动为水平状态,方便了人工后续对板材进行搬运,也避免了人工直接搬运板材会有被烫伤的风险。
40.板材会从模具壳2内被推送到翻转座701上,通过下滚轴702可以更便于板材向翻转座701内移动,因为板材为高温高压的条件下成型的,所以成型的板材较热,不能由人工直接拿下,并且成型的板材为竖直状态,面积较大,人工不好搬运,此时启动翻转电机704,从而通过啮合的翻转齿轮705和翻转齿块706带动翻转座701进行逆时针转动,使翻转电机704带动翻转座701转动九十度后停止,此时板材转换为水平放置,可以将板材静置在翻转座701上降低温度,然后人工再将板材取出;板材取出后控制翻转电机704反转,从而通过啮合的翻转齿轮705和翻转齿块706带动翻转座701顺时针转动复位。
41.如图9所示,还包括有防止推出的板材从翻转座701上滑出的挡料机构,挡料机构包括有挡料杆8、挡料弹簧801、触发板802、挡料板803、触发架804和触发轴805,翻转座701上固接有挡料杆8,挡料杆8上套有挡料弹簧801,挡料杆8上滑动连接有触发板802,触发板802上固接有挡料板803,左支架201上固接有触发架804,触发架804上转动连接有触发轴805,挡料板803会阻挡翻转座701上的板材向前滑出,翻转座701逆时针转动九十度的过程中触发板802会与触发轴805接触,并且触发板802带动当挡料板803不再阻挡板材从翻转座701的前侧滑出;通过挡料板803可以防止板材被推出后由于惯性导致从翻转座701上滑出,并且通过触发轴805和触发板802的配合可以在需要对板材进行下料时,自动取消对板材的阻挡。
42.当成型的板材被从模具壳2内推出后,因为翻转座701下侧设有减少摩擦力的下滚轴702,所以板材被推出后具有惯性,有从翻转座701上滑落的风险,此时通过挡料板803可以防止板材在惯性的作用下从翻转座701上滑落;翻转座701逆时针转动过程中触发板802会与触发轴805接触,并且触发轴805阻挡触发板802继续向下移动,从而带动挡料板803向靠近触发轴805的方向移动,并且会将挡料弹簧801压缩,当翻转座701逆时针转动九十度后,此时挡料板803不再阻挡板材从翻转座701内向外滑动;当翻转座701顺时针转动并且触发板802开始与触发轴805脱离接触时,此时触发板802和挡料板803开始在挡料弹簧801的推动下复位,从而继续阻挡后续被推出的板材。
43.如图3所示,还包括有导流板210和调节螺杆9,压料板204为可更换的压板,模具壳
2上滑动连接有导流板210,导流板210位于压力板207上侧,可以防止上料时物料会流入到压力板207顶部,从而导致在压制板材时影响到装置的密封性,模具壳2上螺纹连接有两个调节螺杆9,调节螺杆9与导流板210转动连接;通过转动调节螺杆9可以对导流板210的位置进行调节。
44.板材的吸音效果与密度和厚度有关,密度越大和板材越厚,吸音效果就越好,当需要减小板材的厚度时,此时需要使压力板207的初始位置向模具箱的内部移动,使压力板207与模具壳2之间的空隙距离变小,同时需要对压料板204进行更换,并且减小上料的量,从而可以使压制成的板材较薄,压力板207和导流板210的厚度相同,当压力板207向模具向内部移动后,此时压力板207的顶部就会露出一部分,需要通过转动调节螺杆9使导流板210向左滑动,使导流板210移动到压力板207的顶部,因为在对板材进行压制时,压力板207的顶部是与压料板204的底部滑动接触的,从而避免上料时原料会流动压力板207的顶部导致影响到装置的正常运行。
45.如图1所示,还包括有冷风机10和导风板1001,底座1上安装有冷风机10,冷风机10的出风口连通有导风板1001,导风板1001安装在底座1上;通过启动冷风机10可以将冷风导入在导风板1001上,风流会通过导流板210上的通孔吹到板材上,从而起到降温的效果,防止工人将板材从翻转座701上取出时会被板材烫伤。
46.当翻转板逆时针转动90度后,此时板材为水平状态,并且位于导风板1001的前侧,此时启动冷风机10,冷风机10内的风流会通过导风板1001上的通孔流出,从而可以对前侧的板材起到加快降温的效果,防止因为板材太热导致将工人烫伤。
47.虽然已经参照示例性实施例描述了本发明,但是应理解本发明不限于所公开的示例性实施例。以下权利要求的范围应给予最宽泛的解释,以便涵盖所有的变型以及等同的结构和功能。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。